1.本发明涉及非晶带材的生产加工技术领域,尤其涉及一种非晶带材双侧卷绕装置及一种基于非晶带材双侧卷绕装置的非晶带材双侧卷绕方法。
背景技术:
2.非晶带材因具有优良的软磁性能、力学性能、化学性能以及低损耗率等特性而被大量应用于变压器铁芯的制备。然而,非晶变压器的立体卷铁芯往往需要卷绕上万米长度的非晶带材才能成型,且要求卷绕过程中带材张力有足够精度地恒定不变,因此提高卷绕效率对立体卷铁芯制造是非常重要的。
3.目前,双层卷绕是提高卷绕效率的有效途径,但由于变压器铁芯模是特定设计的框型而并非圆形,且随着卷绕时厚度不断增大,非晶带材在卷绕过程中张力波动非常大。例如,当采用同侧双层卷绕方法进行卷绕时,由于非晶带材内外两层卷径不一致,每圈卷绕都存在长度差,因此,随着卷绕厚度的积累,会导致内外侧两侧非晶带材的张力不一致,容易造成内层褶皱或外层断裂,影响产品质量。
技术实现要素:
4.本发明所要解决的技术问题在于,提供一种非晶带材双侧卷绕装置及方法,可使非晶带材在卷绕过程中张力恒定,保证卷绕质量,提高卷绕效率。
5.为了解决上述技术问题,本发明提供了一种非晶带材双侧卷绕装置,包括带材卷绕机构、控制器及两组传动机构,所述带材卷绕机构用于卷绕带材,所述两组传动机构分别向所述带材卷绕机构输送带材以使带材卷绕于所述带材卷绕机构上形成双层卷绕结构;每组传动机构均包括带材放料机构、带材导向机构、带材辅压机构、带材张力缓冲机构及测量机构;所述带材放料机构用于将带材输出至所述带材卷绕机构;所述带材导向机构设于所述带材放料机构与带材卷绕机构之间,用于对所述带材放料机构及带材卷绕机构之间的带材进行导向以调整带材的传输路径;所述带材辅压机构用于压紧卷绕于所述带材卷绕机构上的带材;所述带材张力缓冲机构设于所述带材放料机构与带材卷绕机构之间,用于缓冲带材卷绕过程中的张力波动;所述测量机构用于实时采集带材传输过程中的传感信息,并将所述传感信息发送至所述控制器;所述控制器与所述测量机构、带材卷绕机构及传动机构分别连接,用于根据所述传感信息控制所述带材放料机构,以使所述带材放料机构的放料速度与带材卷绕机构的卷绕速度匹配。
6.作为上述方案的改进,所述测量机构包括卷绕角度转速测量传感器、放料角度转速测量传感器及测距传感器;所述卷绕角度转速测量传感器用于实时采集带材卷绕机构在卷绕过程中的卷绕端角速度信息;所述放料角度转速测量传感器用于实时采集带材放料机构在放料过程中的放料端角速度信息;所述测距传感器用于实时采集带材张力缓冲机构在缓冲过程中的形变信息。
7.作为上述方案的改进,所述带材导向机构包括第一导向辊组及第二导向辊组,带
材依次通过带材放料机构、第一导向辊组、带材张力缓冲机构、第二导向辊组及带材辅压机构卷绕于所述带材卷绕机构上。
8.作为上述方案的改进,所述带材辅压机构包括压辊、推压缓冲装置及推压动力装置,带材依次通过所述带材放料机构、第一导向辊组、带材张力缓冲机构、第二导向辊组及压辊卷绕于所述带材卷绕机构上;所述推压动力装置通过推压缓冲装置与所述压辊连接并通过所述推压缓冲装置向所述压辊施加推力,所述压辊受力并压紧卷绕于所述带材卷绕机构上的带材。
9.作为上述方案的改进,所述带材张力缓冲机构包括支撑架、缓冲组件及缓冲辊,所述缓冲组件的一端与所述支撑架连接,另一端与所述缓冲辊连接;带材依次通过带材放料机构、第一导向辊组、缓冲辊、第二导向辊组及带材辅压机构卷绕于所述带材卷绕机构上。
10.作为上述方案的改进,所述的非晶带材双侧卷绕装置还包括分别与所述带材卷绕机构及控制器连接的铁芯纵向移动机构;所述控制器还用于控制所述铁芯纵向移动机构,以调节所述带材卷绕机构中铁芯的卷绕平面的位置。
11.作为上述方案的改进,所述两组传动机构分别设置于带材卷绕机构的两侧,所述带材卷绕机构与两组传动机构分别形成的两卷绕端对称设置。
12.相应地,本发明还提供了一种基于非晶带材双侧卷绕装置的非晶带材双侧卷绕方法,包括:实时获取带材张力缓冲机构中缓冲组件的弹性参数信息及预设张力信息,并根据所述弹性参数信息及预设张力信息调整所述缓冲组件的初始长度;实时获取带材卷绕机构在卷绕过程中的卷绕端角速度信息及带材卷绕机构中铁芯的形状参数信息,并根据所述卷绕端角速度信息及形状参数信息计算所述带材卷绕机构的卷绕线速度函数,所述卷绕线速度函数包括平均卷绕线速度及波动函数;根据所述卷绕线速度函数调整所述带材放料机构的放料端角速度控制信号,以使所述带材放料机构的放料速度与带材卷绕机构的卷绕速度一致。
13.作为上述方案的改进,所述非晶带材双侧卷绕方法还包括:实时获取带材张力缓冲机构在缓冲过程中的形变信息,并根据所述形变信息及弹性参数信息,计算所述带材的实时张力信息;根据所述实时张力信息、放料端角速度信息及形状参数信息分别计算平均卷绕线速度的速度误差、波动函数的幅值误差及波动函数的相位误差,并根据所述速度误差、幅值误差及相位误差调整所述卷绕线速度函数;根据所述卷绕线速度函数调整所述带材放料机构的放料端角速度控制信号,以使所述带材放料机构的放料速度与带材卷绕机构的卷绕速度一致。
14.作为上述方案的改进,所述非晶带材双侧卷绕方法还包括:实时获取带材卷绕机构中带材的卷绕厚度;将所述卷绕厚度与预设厚度集进行比对,所述预设厚度集包括至少一个预设厚度,其中,每一预设厚度对应一个铁芯纵向位置;当所述卷绕厚度等于所述预设厚度时,驱动所述铁芯纵向移动机构推动所述铁芯移动至对应的铁芯纵向位置,以调节所述带材卷绕机构的中铁芯的卷绕平面的位置。
15.实施本发明,具有如下有益效果:
16.本发明通过将带材卷绕机构、带材放料机构、带材导向机构、带材辅压机构、带材张力缓冲机构、测量机构及控制器相结合,可使带材在铁芯卷绕时,张力保持稳定,且能对张力变化时采取实时控制,从而克服双层卷绕张力的偏差,避免双侧卷绕出现褶皱和断裂,
实现立体卷铁芯的双层卷绕,保证卷绕质量,提高卷绕效率。
17.进一步,本发明在控制过程中,考虑了平均误差、瞬时误差等因素,通过误差修正,形成高效、精准的控制方式,使得带材放料机构的放料速度与带材卷绕机构的卷绕速度一致,保证产品质量。
18.另外,本发明还通过设置铁芯纵向移动机构,使各个不同层次具有不同宽度的带材可根据实际情况针对性的偏移一定的位移,保证每个层次都卷绕一定的厚度,形成铁芯的立体接触斜面,实现立体卷铁芯双层卷绕成型。
附图说明
19.图1是本发明非晶带材双侧卷绕装置的结构示意图;
20.图2是本发明非晶带材双侧卷绕装置的俯视图;
21.图3是立体卷铁芯变压器的俯视图;
22.图4是本发明基于非晶带材双侧卷绕装置的非晶带材双侧卷绕方法的第一实施例流程图;
23.图5是本发明基于非晶带材双侧卷绕装置的非晶带材双侧卷绕方法的第二实施例流程图;
24.图6是本发明基于非晶带材双侧卷绕装置的非晶带材双侧卷绕方法的第三实施例流程图。
具体实施方式
25.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步地详细描述。
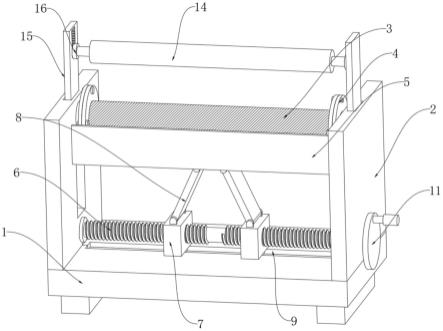
26.参见图1,图1显示了本发明非晶带材双侧卷绕装置的第一实施例,本实施中,非晶带材双侧卷绕装置包括带材卷绕机构、控制器15及两组传动机构;其中,带材卷绕机构用于卷绕带材,两组传动机构分别向带材卷绕机构输送带材以使带材卷绕于带材卷绕机构上形成双层卷绕结构。
27.需要说明的是,现有技术中,只需设置一组传动机构并采用同侧双层卷绕方法进行卷绕,两层带材的卷绕速度一致;与现有技术不同的是,本发明需设置两组传动机构并采用非同侧双层卷绕方法进行卷绕,两层带材的卷绕速度可根据实际情况进行分别调整。具体地:
28.每组传动机构均包括带材放料机构、带材导向机构、带材辅压机构、带材张力缓冲机构及测量机构;
29.带材放料机构用于将带材输出至带材卷绕机构;
30.带材导向机构设于带材放料机构与带材卷绕机构之间,用于对带材放料机构及带材卷绕机构之间的带材进行导向以调整带材的传输路径;
31.带材辅压机构用于压紧卷绕于带材卷绕机构上的带材,从而避免带材松弛、褶皱的出现,发挥辅助卷绕的作用;
32.带材张力缓冲机构设于带材放料机构与带材卷绕机构之间,用于缓冲带材卷绕过程中的张力波动;卷绕时,由于带材卷绕速度常有瞬间微小的波动,通过带材张力缓冲机构
能对这些波动起缓冲作用,从而避免带材张力瞬间增大而绷断;
33.测量机构用于实时采集带材传输过程中的传感信息,并将传感信息发送至控制器15;
34.控制器15与测量机构、带材卷绕机构及传动机构分别连接,用于根据传感信息控制带材放料机构,以使带材放料机构的放料速度与带材卷绕机构的卷绕速度匹配。
35.工作时,带材卷绕机构以恒定的角速度旋转,从而带动两组带材在带材卷绕机构上进行双层同时卷绕。同时,控制器15根据传感信息进行分析计算,实时调控两组带材放料机构的转速,以使带材放料机构的放料速度与带材卷绕机构的卷绕速度之间的相对速度差趋于零,保证满足张力波动在要求精度范围内,实现带材恒张力卷绕,从而减少卷绕褶皱的出现,提高铁芯质量。
36.因此,本发明可使带材卷绕过程中的张力保持稳定,且能对张力变化时采取实时控制,从而克服双层卷绕张力的偏差,避免双侧卷绕出现褶皱和断裂,实现立体卷铁芯的双层卷绕,保证卷绕质量,提高卷绕效率。
37.进一步,两组传动机构分别设置于带材卷绕机构的两侧,带材卷绕机构与两组传动机构分别形成的两卷绕端对称设置。
38.需要说明的是,通过将两卷绕端对称设置可形成中心对称的双螺旋状卷绕方式,从而使得两侧带材均不存在卷径差,有利于张力的稳定。
39.下面分别对带材卷绕机构、带材放料机构、带材导向机构、带材辅压机构、带材张力缓冲机构及测量机构进行详细描述:
40.一、带材卷绕机构
41.带材卷绕机构包括铁芯1及卷绕驱动电机13,卷绕驱动电机13用于驱动铁芯1旋转,以使两组传动机构上的带材(12,16)同时卷绕与铁芯1上。
42.优选地,所述铁芯1可以为圆形铁芯或框型铁芯,但不以此为限制,灵活性强,适用性广;而本实施例中,铁芯1为框型铁芯。
43.二、带材放料机构
44.本发明中包含两组参数一致的带材放料机构,每一带材放料机构均包括放料驱动电机(10,19)及放料驱动辊组(9,18),放料驱动电机(10,19)用于驱动放料驱动辊组(9,18)旋转以向带材卷绕机构输送带材。
45.三、带材导向机构
46.带材导向机构(5,26)包括第一导向辊组及第二导向辊组,带材依次通过带材放料机构、第一导向辊组、带材张力缓冲机构、第二导向辊组及带材辅压机构卷绕于带材卷绕机构上。
47.本实施例中,第一导向辊组包括两个位置固定的导向辊,第二导向辊组包括一个位置固定的导向辊,在实际应用中,可根据场地情况,适应性地调整导向辊的位置及数量,从而实现带材的导向,灵活性强。
48.四、带材辅压机构
49.带材辅压机构包括压辊(2,25)、推压缓冲装置(3,24)及推压动力装置(4,23),带材依次通过带材放料机构、第一导向辊组、带材张力缓冲机构、第二导向辊组及压辊(2,25)卷绕于带材卷绕机构上;
50.工作时,推压动力装置(4,23)通过推压缓冲装置(3,24)与压辊(2,25)连接并通过推压缓冲装置(3,24)向压辊(2,25)施加推力,压辊(2,25)受力并压紧卷绕于带材卷绕机构上的带材,从而避免带材松弛褶皱的出现,发挥辅助卷绕的作用。
51.五、带材张力缓冲机构
52.带材张力缓冲机构包括支撑架、缓冲组件(7,21)及缓冲辊(6,22),缓冲组件(7,21)的一端与支撑架连接,另一端与缓冲辊(6,22)连接;
53.工作时,带材依次通过带材放料机构、第一导向辊组、缓冲辊(6,22)、第二导向辊组及带材辅压机构卷绕于带材卷绕机构上。
54.卷绕时,由于带材卷绕速度常有瞬间微小的波动,缓冲组件(7,21)能对这些波动起缓冲作用,避免带材张力瞬间增大而绷断。优选地,缓冲组件(7,21)可以为弹簧,但不以此为限制,只要可实现伸缩缓冲即可。
55.六、测量机构
56.测量机构包括卷绕角度转速测量传感器14、放料角度转速测量传感器(11,17)及测距传感器(8,20)。其中:
57.卷绕角度转速测量传感器14用于实时采集带材卷绕机构在卷绕过程中的卷绕端角速度信息;
58.放料角度转速测量传感器(11,17)用于实时采集带材放料机构在放料过程中的放料端角速度信息;
59.测距传感器(8,20)用于实时采集带材张力缓冲机构在缓冲过程中的形变信息;具体地,测距传感器可通过测量缓冲组件(弹簧)的长度,实现形变信息的采集。
60.在实际工作过程中,卷绕驱动电机13以恒定的角速度驱使框型铁芯1旋转,从而带动中心对称的两侧带材进行双层同时卷绕,卷绕呈中心对称的双螺旋状,使得双侧带材均不存在卷径差,有利于张力的稳定;由于铁芯1不是圆的,卷绕张力不可避免地波动,控制器15利用测量机构反馈的传感信息,实时协调控制两组放料驱动电机(10,19)的转速,使带材放料机构(10,19)的放料速度与带材卷绕机构的卷绕速度一致,相对速度差趋于零,保证满足张力波动在要求精度范围内,从而减少卷绕褶皱的出现,提高铁芯质量及卷绕效率。
61.因此,本发明可使带材在框型铁芯立体卷绕时,张力保持稳定,且能对张力变化时采取实时控制,从而克服双层卷绕张力的偏差,避免双侧卷绕出现褶皱和断裂,实现立体卷铁芯的双层卷绕,保证卷绕质量,提高卷绕效率。
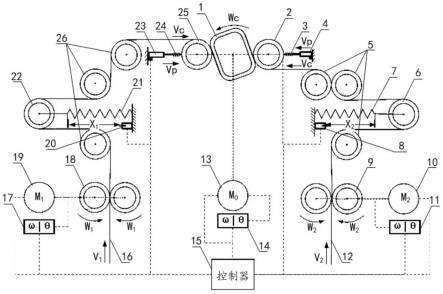
62.参见图2,图2显示了本发明非晶带材双侧卷绕装置的第二实施例,与图1的第一实施例不同的是,本实施例中还包括分别与带材卷绕机构及控制器15连接的铁芯纵向移动机构27;同时,控制器15还用于控制铁芯纵向移动机构27,以调节带材卷绕机构中铁芯的卷绕平面的位置。
63.如图3所示,立体变压器芯由三个结构相同的框型铁芯1组成,立体变压器芯要求每个铁芯具有梯形立体接触斜面。
64.本发明通过设置铁芯纵向移动机构27,使各个不同层次具有不同宽度的带材可根据实际情况针对性的偏移一定的位移,保证每个层次都卷绕一定的厚度,形成铁芯的立体接触斜面,实现立体卷铁芯双层卷绕成型。
65.参见图4,图4显示了本发明基于非晶带材双侧卷绕装置的非晶带材双侧卷绕方法
的第一实施例流程图,其包括:
66.s101,实时获取带材张力缓冲机构中缓冲组件的弹性参数信息及预设张力信息,并根据弹性参数信息及预设张力信息调整缓冲组件的初始长度;
67.其中,弹性参数信息及预设张力信息可由用户直接输入至控制器。
68.s102,实时获取带材卷绕机构在卷绕过程中的卷绕端角速度信息及带材卷绕机构中铁芯的形状参数信息,并根据卷绕端角速度信息及形状参数信息计算带材卷绕机构的卷绕线速度函数。
69.其中,卷绕端角速度信息可通过卷绕角度转速测量传感器14进行测量并转发至控制器15;而铁芯1的形状参数信息可由用户直接输入至控制器15。
70.需要说明的是,本发明引入了新的卷绕线速度函数,其包括平均卷绕线速度及波动函数。
71.如图1所示,当带材卷绕机构中的铁芯1以固定的卷绕端角速度信息wc旋转卷绕带材时,带材的瞬时卷绕线速度vc是在不断变化的,其变化规律与wc以及角度θ有关,还与铁芯的形状参数信息有关(铁芯的形状参数信息是不同产品所要求的,并不是固定不变的),因此vc随着铁芯1的形状参数信息的不同而不同。但vc有以下性质:
72.(1)vc是一个周期性的时间函数,wc与铁芯的形状参数信息决定了铁芯的最小周期t;例如,矩形铁芯的最小周期t是卷绕一圈所需时间的一半,而方形铁芯的最小周期t是卷绕一圈所需时间的四分之一。
73.(2)vc有稳定的平均卷绕线速度因为一个卷绕周期tc=2π/wc内,卷绕的带材长度是铁芯的一周的长度c,则
74.(3)vc的规律可以等价为其中,t表示时间,gc(t)表示带材卷绕的瞬时线速度在平均值附近不断周期性波动变化,且gc(t)在一个周期内不影响带材总卷绕长度;vc用公式表示为:
[0075][0076]
其中,
[0077]
因此,卷绕线速度函数vc(t)是可以根据铁芯的形状参数信息以及卷绕角速度进行实时计算的。
[0078]
s103,根据卷绕线速度函数调整带材放料机构的放料端角速度控制信号,以使带材放料机构的放料速度与带材卷绕机构的卷绕速度一致。
[0079]
在稳定卷绕的状态时,带材的张力f的两倍与带材张力缓冲机构中缓冲组件的弹力互为反作用力。则:
[0080]
f=k(x(t)-x0)/2
[0081]
其中,k为缓冲组件的弹性系数,x0为缓冲组件的初始长度,x(t)为缓冲组件的实际瞬时长度。
[0082]
为了控制带材卷绕时的张力恒定,需要控制两侧带材放料机构的放料速度v1、v2跟带材卷绕机构的卷绕速度vc,使它们相一致,则使v1=vc,v2=vc,那么有v
1-vc=0,v
2-vc=0,进而使得缓冲组件的初始长度x1、x2会保持不变,两侧带材的卷绕张力均保持恒定。
[0083]
工作时,需要分别进行软件初始化及硬件初始化,具体地:
[0084]
软件初始化时,输入铁芯的形状参数信息、并根据公式计算带材的瞬时卷绕线速度vc的函数规律;再根据v1=v2=vc及当前的放料端角速度信息构建模拟控制信号,该模拟信号用于控制两侧带材放料机构的放料速度。
[0085]
硬件初始化时,根据图1所示,预先将带材放置于非晶带材双侧卷绕装置中,并分别将带材粘合于铁芯1的两侧;然后根据预设张力信息并利用公式f=k(x(t)-x0)/2,计算并调整缓冲组件(7,21)的初始长度。
[0086]
完成软件初始化及硬件初始化后,启动非晶带材双侧卷绕装置开始卷绕。卷绕过程中,控制器15控制带材卷绕机构中的卷绕驱动电机13带动铁芯1根据要求的平均卷绕线速度以及公式计算并控制带材卷绕机构的卷绕端角速度信息wc,以带动铁芯旋转卷绕带材。
[0087]
因此,本发明采用双层卷绕的方法,通过卷绕角度转速测量传感器14及放料角度转速测量传感器(11,17)实时测量卷绕端角速度信息及放料端角速度信息,并实时将测量结果反馈给控制器15,通过控制器15实时进行带材的双层放料线速度实时协调控制,从而保证卷绕张力要求精度范围内的前提下,实现稳定的卷绕。
[0088]
进一步,铁芯1两侧的压辊(2,25)始终贴合压紧铁芯1已经卷绕的带材,避免带材出现气泡、褶皱等不良情况。其实现过程为,控制器15实时控制推压动力装置(4,23)以提供压辊(2,25)伸缩运动的动力,推力经过推压缓冲装置(3,24)传递到压辊(2,25)上,使压辊(2,25)与铁芯1之间产生稳定压力,压紧铁芯1的带材。其中推压缓冲装置(3,24)起到推压缓冲的作用,避免强硬的刚性挤压而损坏。推压动力装置(4,23)和推压缓冲装置(3,24)都只限制水平移动,没有竖直方向的移动,以适应铁芯1卷绕时对压辊(2,25)位置的变动,避免压辊(2,25)跑偏或与铁芯1卡顿。
[0089]
参见图5,图5显示了本发明基于非晶带材双侧卷绕装置的非晶带材双侧卷绕方法的第二实施例流程图,其包括:
[0090]
s201,实时获取带材张力缓冲机构中缓冲组件的弹性参数信息及预设张力信息,并根据弹性参数信息及预设张力信息调整缓冲组件的初始长度;
[0091]
s202,实时获取带材卷绕机构在卷绕过程中的卷绕端角速度信息及带材卷绕机构中铁芯的形状参数信息,并根据卷绕端角速度信息及形状参数信息计算带材卷绕机构的卷绕线速度函数。
[0092]
其中,卷绕线速度函数包括平均卷绕线速度及波动函数。
[0093]
s203,实时获取带材张力缓冲机构在缓冲过程中的形变信息,并根据形变信息及弹性参数信息,计算带材的实时张力信息;
[0094]
s204,根据实时张力信息、放料端角速度信息及形状参数信息分别计算平均卷绕线速度的速度误差、波动函数的幅值误差及波动函数的相位误差,并根据速度误差、幅值误差及相位误差调整卷绕线速度函数;
[0095]
实际运行过程中,由于铁芯1的形状参数信息和初始角位置难免有小的误差,还有随着卷绕厚度的增大,铁芯1形状参数信息不断变化,以及控制器15不可避免地有惯性和驱动滞后性等等一些扰动因素,不可能做到卷绕线速度的计算值vc与实际值v
cc
完全相等,而是存在一定微小误差,而运行时的放料速度v1、v2跟随的是计算值vc而非实际值v
cc
,则v1=v2=vc≠v
cc
,会对造成卷绕张力造成微小扰动。
[0096]
但虽然微小误差刚开始出现时,暂不影响卷绕质量,但并不意味着可以置之不理,因为这些微小的误差会随着带材卷绕的长度和厚度增大逐渐积累,最终变成更大的误差,导致带材断裂,影响铁芯质量,因此必须对误差进行补偿和修正。
[0097]
基于上述卷绕线速度的规律分析,张力误差可分为两类:一类是平均误差,另一类是瞬时误差。下面分别对张力误差进行详细分析:
[0098]
设卷绕实际的线速度为v
cc
,计算值为vc,放料速度v可以通过放料角度转速传感器测得,则
[0099]
v=w*r
p
[0100]
其中,r
p
为带材放料机构中放料驱动辊的半径,v代表放料线速度v1或v2,w代表放料驱动辊的转速对应的角速度w1或w2。
[0101]
(1)对于平均误差,若一个周期内平均速度存在误差,则那么每圈的卷绕中,带材放料总长度与铁芯实际卷绕总长度不一样,缓冲组件的位置就会逐渐过度拉长或过度压缩,由公式f=k(x(t)-x0)/2可知带材的张力也会相应过小或过小,随着误差积累逐渐变大,最终引起带材卷绕的褶皱或断裂。
[0102]
由于带材放料长度与实际卷绕长度的差,决定了带材张力和缓冲组件长度x,所以有:
[0103]
dx(t)/dt=v-v
cc
[0104]
从而,说明实际卷绕线速度v
cc
可以结合放料线速v与缓冲组件的实时长度x测得,则:
[0105]vcc
=v-x
′
(t)
[0106]
结合公式对公式dx(t)/dt=v-v
cc
取一个周期的积分,得:
[0107][0108]
考虑对上式化简,得误差为:
[0109]
ε=(x(t t)/t-x(t))
[0110]
此时需要对放料驱动电机的平均速度根据公式v
cc
=v-x
′
(t)进行误差补偿,则
[0111]
(2)对于瞬时误差,在已经修正第一类误差的前提下,表现为带材放料线速度的瞬时不等于卷绕线速度,而是在一定范围内上下波动,但一周内对带材长度无影响,则且g(t)≠g
cc
(t)。此时可能有两种情况,一是幅值不一致,二是存在相位差。
[0112]
(a)考虑幅值不一致,设g
cc
(t)=qg(t),联立公式与公式dx(t)/dt=v-v
cc
,得:
[0113]
x
′
(t)=g(t)-qg(t)
[0114]
上式整理后,取一个周期积分并化简,得:
[0115][0116]
此时,需要对放料线速度中g(t)部分的幅值进行幅值补偿,则g(t)=qgc(t)。
[0117]
(b)补偿幅值后,再考虑它们存在较小的时间相位差设设联立公式与公式dx(t)/dt=v-v
cc
,得:
[0118][0119]
上式取半个周期的积分并化简,得:
[0120][0121]
此时,需要对放料线速的g(t)部分时间相位调整,修正为
[0122]
s205,根据卷绕线速度函数调整带材放料机构的放料端角速度控制信号,以使带材放料机构的放料速度与带材卷绕机构的卷绕速度一致。
[0123]
通过实时对平均卷绕线速度部分及波动函数部分的幅值与时间相位差的调整,控制器的误差不断被抑制,从而使双层卷绕的张力稳定在要求精度内,保证产品质量。
[0124]
综上,本实施例的工作过程如下:
[0125]
卷绕角度转速测量传感器14和放料角度转速测量传感器(11,17)分别采集卷绕端角速度信息及放料端角速度信息,并传给控制器15;控制器15根据公式计算出瞬时卷绕线速度vc,并根据vc的数值实时生成模拟信号w1及w2,以分别控制两侧的放料驱动电机(10,19)的角速度,使之驱动的放料驱动辊(9,18)转动带材,使带材放料速度v1、v2均跟随铁芯1卷绕带材的线速度vc,实现双侧带材的卷绕和放料速度相对动态平衡,从而使带材双侧卷绕的张力初步稳定。
[0126]
当带材卷绕出现波动时,缓冲组件(7,21)和缓冲辊(6,22)起了缓冲的作用,为张力波动后的修正和调控的响应提供时间条件。当带材的张力因为卷绕厚度的增加或者其他的一些扰动出现误差时,缓冲组件(7,21)的长度x1、x2必定随之变化,测距传感器(8,20)将测量到的长度x1、x2,并传送到控制器15。控制器15接收到数据,将实时根据公式ε=(x(t t)/t-x(t))分别计算平均值与的误差,并修正控制信号,分别输出到两侧的驱动电机,使得两侧带材的放料平均速度恢复到与卷绕平均速度一致;然后根据公式机,使得两侧带材的放料平均速度恢复到与卷绕平均速度一致;然后根据公式和公式分别计算出波动函数g1(t)、g2(t)的幅值与相位误差,并修正控制信号,分别输出到两侧的驱动电机(10,19)。因此,通过上述张力闭环控制,不断实时修正扰动误差,使两侧带材的放料线速度稳定跟随卷绕线速度,双层带材卷绕张力相对偏差不断被抑制,实现双层卷绕张力稳定。
[0127]
因此,本发明采用对称双层卷绕的方法,通过卷绕角度转速测量传感器14和放料角度转速测量传感器(11,17)实时测量卷绕端和放料断的角速度,以及通过缓冲组件(7,21)和测距传感器(8,20)相结合的方法获得张力数据,并实时将检测结果反馈给控制器15,并通过控制器15实时进行带材的双层放料线速度实时协调控制,从而保证卷绕张力在要求精度范围内,实现稳定的卷绕。
[0128]
参见图6,图6显示了本发明基于非晶带材双侧卷绕装置的非晶带材双侧卷绕方法的第三实施例流程图,其包括:
[0129]
s301,实时获取带材卷绕机构中带材的卷绕厚度;
[0130]
s302,将卷绕厚度与预设厚度集进行比对。
[0131]
预设厚度集包括至少一个预设厚度,其中,每一预设厚度对应一个铁芯纵向位置;
[0132]
s303,当卷绕厚度等于预设厚度时,驱动铁芯纵向移动机构推动铁芯移动至对应的铁芯纵向位置,以调节带材卷绕机构中铁芯的卷绕平面的位置。
[0133]
如图3所示,立体变压器芯由三个结构相同的框型铁芯1组成,任意相邻两个框型铁芯1呈
△
型贴合。因此需要对框型铁芯1分层次卷绕成型,且每一个层次都需要精准控制卷绕平面的位置,以产生60
°
的立体贴合斜面。
[0134]
经过图4-5所述的实施例一、二将带材卷绕一定的厚度后,即可完成一个层次的卷绕;然后,铁芯纵向移动机构27推动铁芯1纵向移动,进行下一层次的卷绕;最后,经过若干层次后,带材在铁芯1呈现多层阶梯状,近似60
°
的立体斜面,完成立体卷铁芯的卷绕成型。
[0135]
以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。