1.本技术涉及撕膜装置技术领域,尤其是一种自动撕膜输送机构及其使用方法。
背景技术:
2.线路板又称柔性线路板或柔性电路板,是以聚酰亚胺制成的电路板,线路板具有配线密度高、重量轻、厚度薄、弯折性好的特点,其使电路迷你化、直观化,对于固定电路的批量生产和优化用电器布局起重要作用。
3.目前市面上,在线路板的生产加工过程中,通常将线路板通过静电贴合在离型膜上,从而对线路板的表面进行隔离,起到了防止线路板磨损和防尘的效果。但是在进入后续工序前,需要将线路板从离型膜上撕下并运输至后续的工作位置。
4.传统撕膜工序中,通常需要提前对线路板和离型膜贴合部的一端进行预剥离,但是在将二者贴合的端部剥开后,位于离型膜上方的线路板可能受重力影响而再次落在离型膜上,并再次吸附贴合,导致后续撕膜困难。
技术实现要素:
5.为了改善现有技术中由于预剥离后容易再次吸附,导致撕膜困难的问题,本技术提供的一种自动撕膜输送机构及其使用方法:第一方面,本技术提供的一种自动撕膜输送机构采用如下的方案:包括运料带,所述运料带具有用于承载离型膜和线路板的外侧以及与所述外侧相对的内侧,运料带的出料端向下弯折回转形成剥离部;分料件,位于运料带的出料端,与运料带的剥离部之间形成出膜间隙;抽气件,位于所述运料带的内侧,具有朝向所述运料带内侧的抽气口;出料带,位于所述分料件远离所述运料带的一侧,用于承接转运剥离下来的线路板;运料带上贯穿开设有多组吸附孔,每组吸附孔沿垂直于运料方向均布,所述出膜间隙与离型膜的厚度一致;所述分料件高位端设置有导向辊,所述导向辊与出膜间隙的入口平齐,所述导向辊用于承载被剥离的线路板并导向至出料带方向。
6.通过采用上述方案,通过设置有分料件,运料带在出料端弯折回转形成剥离部,分料件与剥离部之间形成出膜间隙,离型膜被吸附件稳定吸附在运料带上,当其随运料带弯折变形时,离型膜与线路板之间的真空贴合被破坏,离型膜顺势进入出膜间隙中,而线路板由分料件上方的导向辊进行导向运动至出料带上。传统技术方案中,由于离型膜与线路板之间端部剥离开口,线路板在重力作用下容易再次贴合在离型膜上,导致后续剥离困难。在一些其他技术方案中,为了解决此问题,通常采用人工将离型膜与线路板剥离后,将线路板人工承托于送料带上,以防线路板与离型膜再次贴合,操作较为复杂且效率较低。本技术技术方案中,通过吸附件配合运料带上的吸附孔,保证离型膜与运料带在剥离部的紧密贴合,并使离型膜顺势进入出膜间隙中,剥离下来的线路板则随导向辊而向出料带运动,从而有
效的避免了被剥开后的离型膜与线路板再次吸附的问题,并且该自动撕膜输送机构自动化程度高,操作简单且效率较高。
7.可选的,还包括静电消除装置,所述静电消除装置具有吹气口,所述静电消除装置位于运料带的出料端,所述吹气口朝向出膜间隙的入口处。
8.通过采用上述方案,设置有静电消除装置,并使得该静电消除装置稳定吹气口朝向出膜间隙的入口处,以使得离型膜与线路板在靠近出膜间隙是,二者之间的静电吸附作用被破坏,以便于后续离型膜弯折而单独进入出膜间隙中。由于离型膜与线路板之间通常采用静电吸附,本技术技术方案通过采用静电消除装置,并将其对准出膜间隙的入口处,以使得离型膜和线路板贴合位置的端部失去相互贴合的静电力,从而提升了将二者分离的便捷度。
9.可选的,所述吹气口倾斜向上。
10.通过采用上述方案,吹气口倾斜向上,使得由静电消除装置所吹出的携带有大量正负离子的风倾斜向上的吹向线路板与离型膜贴合的端部,由柔性的线路板较为轻薄,其受到倾斜向上的风力后更加便于向上倾斜从而与离型膜脱离。在其他技术方案中,由于线路板与离型膜端部的预剥离效果不佳,导致其靠近出膜间隙时,可能存在线路板与出膜间隙入口处的分料件碰撞损坏的问题。本技术技术方案中,静电消除装置从吹气口吹出携带有大量正负离子的风,并倾斜向上吹向出膜间隙入口处,一方面对线路板与离型膜之间的静电消除便于剥离分料;另一方面,倾斜向上的风能够将线路板微微吹起,而离型膜仍吸附在运料带上,从而进一步起到了较佳的剥离效果。
11.可选的,还包括驱动电机,所述驱动电机的输出轴与所述导向辊相连,用于驱动所述导向辊转动以带动被剥离的线路板。
12.通过采用上述方案,驱动电机驱动该导向辊转动,从而带动被剥离下来的线路板运动;在一些技术方案中,导向辊通常为从动辊,仅作为随动导引的作用,需要依靠线路板对导向辊的摩擦力来驱动,效果不佳。本技术技术方案中,导向辊转动以带动线路板运动,导引效果较佳。
13.可选的,还包括用于承载来自分料件上线路板的中转件,所述中转件沿出料带长度方向滑移安装在出料带正上方;所述中转件具有静止的承载态以及与出料带同步运动的中转态,承载态时,所述中转件位于出料带的进料端以接收来自分料件的线路板;中转态时,中转件带动线路板与出料带同步运动;中转件由静止的承载态切换至中转态后骤停并复位,以使得线路板能够沿出料带长度方向滑出至出料带上。
14.通过采用上述方案,将剥离出的线路板放在静止的中转件上,从而有效的避免线路板在未被剥离下来之前直接被高速运动的传送带拉扯磨损,并且可能将线路板从离型膜上直接拉脱的问题。传统技术方案中,通常传送带为匀速运动,并且,为了提升运料的效率,出料带的运动速度较快。因此,当线路板较长,未能完全与离型膜分离时,若线路板与高速运转的出料带接触,一方面,二者之间的相对速度较大,会产生相对滑移,导致线路板底面元件被磨损;另一方面,由于传送带对线路板的底面产生摩擦力,会导致还未被完全剥离的线路板受到强力拉扯,可能导致离型膜被带动脱离运料带,严重影响分料剥离工序的稳定性。本技术技术方案中,通过中转件静止接收线路板之后,再带动线路板沿出料带方向加速运动,一方面,保证未被完全剥离的线路板线落在静止的中转件上,有效的避免了高速运动
的传送带对剥离工序可能产生的影响。
15.可选的,所述中转件具有承载面,所述承载面为光滑面,所述中转件在靠近分料件的侧缘上设置有挡料板,所述挡料板用于抵推线路板与中转件同步运动。
16.通过采用上述方案,设置有用于抵推线路板的挡料板以及光滑的承载面,将出料带对于线路板底面的磨损转化为中转件对线路板侧面的抵推,从而有效的减少对线路板的磨损;传统技术方案中,由于线路板剥离后的初速度较慢,其与出料带之间的速度差较大,因此二者相互接触时,容易产生相对滑移损坏线路板底部元件。本技术技术方案中,由于中转态时,中转件与出料带同步运动,因此当中转件骤停时,线路板滑出落在出料带上,该线路板在水平方向的速度十分接近出料带的运动速度,因此有效的减少了线路板与出料带之间的磨损;并且,线路板在中转件上的过程中,由于承载面为光滑材质,对线路板底部的损伤理想状态下基本可以忽略不计;因此中转件通过挡料板对线路板的侧面的抵推,从而对线路板进行了加速中转,进而有效的减少了对线路板底部的磨损。
17.可选的,所述分料件上远离运料带的一端具有导向部,所述导向部呈弧形向下弯折朝向所述出料带的进料端,承载态时,所述导向部的低位端朝向所述承载面。
18.通过采用上述方案,通过设置有弧形的导向部,由于弧形的导向部向下弯折并朝向承载面,从而对被剥离下来的线路板进行缓冲导向。传统技术方案中,由于剥离下来的线路板通常与出料带之间具有一定的间隙距离,柔性的线路板很容易受重力而弯折落入间隙中,影响自动化的出料。因此通常采用人工将线路板的端部放到出料带上,流程复杂,浪费人力。本技术技术方案中,通过弧形的导向部对被剥离的线路板进行导向,并朝向承载面,从而有效的防止柔性线路板落入分料件与出料带之间的间隙中,起到了较佳的导向效果。
19.可选的,所述出料带的进料端设置有用于监测线路板位置的位置传感器和控制器,所述位置传感器监测到线路板完全落在承载面上并向控制器发送位置信号,所述位置传感器与控制器耦接,所述控制器接收到位置信号并控制用于驱动所述中转件的电机工作。
20.通过采用上述方案,设置有位置传感器以及控制器,由于本技术技术方案中,中转件的承载面为光滑材质,线路板落在承载面上容易继续向前滑移而直接脱离中转件。位置传感器能够检测线路板在中转件上的位置,从而控制中转件在线路板落至承载面上时,立刻启动以有效的避免线路板滑出中转件的问题出现。
21.可选的,所述出料带的两侧各设置有一根滑轨,所述中转件同时滑移架设在两根所述滑轨上。
22.通过采用上述方案,设置有两根滑轨,并将中转件同时架设在两根滑轨上,从而同时对中转件进行支撑,提升了中转件受力的稳定性,且同时滑移在两根滑轨上有助于提升中转件运动的稳定性。
23.第二方面,基于自动撕膜输送机构的使用方法采用如下的技术方案:s1:抽气件工作以将离型膜吸附在运料带上,运料带运转并带动离型膜和线路板同步向分料件方向运动;s2:静电消除装置倾斜向上朝向出料间隙的入口处吹气,线路板与离型膜的静电贴合在出料间隙入口处被解除;s3:离型膜进入出料间隙中,线路板经由分料件上的导向辊而向出料带运动;
s4:线路板经由导向部落入中转件中,位置传感器向控制器发送位置信号,控制器接收位置信号后控制中转件加速运动至中转态;s5:中转件骤停,线路板沿承载面滑移抛落至出料带上,以输送至后续工序。
24.通过采用上述方案,综上所述,本技术包括至少以下有益技术效果:1.避免再次吸附,效率高:通过设置有分料件,运料带在出料端弯折回转形成剥离部,分料件与剥离部之间形成出膜间隙,离型膜被吸附件稳定吸附在运料带上,当其随运料带弯折变形时,离型膜与线路板之间的真空贴合被破坏,离型膜顺势进入出膜间隙中,而线路板由分料件上方的导向辊进行导向运动至出料带上。传统技术方案中,由于离型膜与线路板之间端部剥离开口,线路板在重力作用下容易再次贴合在离型膜上,导致后续剥离困难。在一些其他技术方案中,为了解决此问题,通常采用人工将离型膜与线路板剥离后,将线路板人工承托与送料带上,以防线路板与离型膜再次贴合,操作较为复杂且效率较低。本技术技术方案中,通过吸附件配合运料带上的吸附孔,保证离型膜与运料带在剥离部的紧密贴合,并使离型膜顺势进入出膜间隙中,剥离下来的线路板则随导向辊而向出料带运动,从而有效的避免了被剥开后的离型膜与线路板再次吸附的问题,并且该自动撕膜输送机构自动化程度高,操作简单且效率较高;2.便于剥离:设置有静电消除装置,并使得该静电消除装置稳定吹气口朝向出膜间隙的入口处,以使得离型膜与线路板在靠近出膜间隙是,二者之间的静电吸附作用被破坏,以便于后续离型膜弯折而单独进入出膜间隙中。由于离型膜与线路板之间通常采用静电吸附,本技术技术方案通过采用静电消除装置,并将其对准出膜间隙的入口处,以使得离型膜和线路板贴合位置的端部失去相互贴合的静电力,从而提升了将二者分离的便捷度;3.运料过程中磨损较小:设置有用于抵推线路板的挡料板以及光滑的承载面,将出料带对于线路板底面的磨损转化为中转件对线路板侧面的抵推,从而有效的减少对线路板的磨损;传统技术方案中,由于线路板剥离后的初速度较慢,其与出料带之间的速度差较大,因此二者相互接触时,容易产生相对滑移损坏线路板底部元件。本技术技术方案中,由于中转态时,中转件与出料带同步运动,因此当中转件骤停时,线路板滑出落在出料带上,该线路板在水平方向的速度十分接近出料带的运动速度,因此有效的减少了线路板与出料带之间的磨损;并且,线路板在中转件上的过程中,由于承载面为光滑材质,对线路板底部的损伤理想状态下基本可以忽略不计;因此中转件通过挡料板对线路板的侧面的抵推,从而对线路板进行了加速中转,进而有效的减少了对线路板底部的磨损。
附图说明
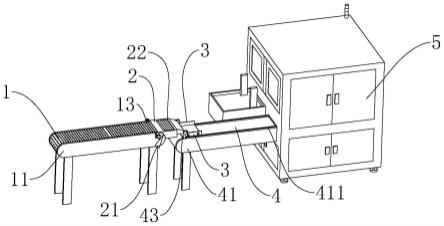
25.图1是本技术实施例整体结构示意图;图2是本技术实施例为展示中转件结构而将分料件从第一安装架上分割所做的爆炸图且加工箱已隐藏;图3是本技术实施例为展示运料带和出料带内部结构而隐藏第一安装架和第二安装架所做的示意图且加工箱已隐藏;图4是本技术实施例为凸显中转件结构所做的a处放大图。
26.附图标记说明:
1、运料带;11、第一安装架;111、避让槽;12、传动轮;13、抽气件;14、吸附孔;15、剥离部;16、静电消除装置;161、吹气口;2、分料件;21、出膜间隙;22、导向辊;23、导向部;3、中转件;31、容纳槽;32、承载面;33、挡料板;34、侧板;4、出料带;41、第二安装架;411、滑轨;42、传动辊;43、第三安装架;44、点触传感器;45、位置传感器;451、出光端;452、入光端;5、加工箱。
具体实施方式
27.以下结合附图,对本技术作进一步详细说明。
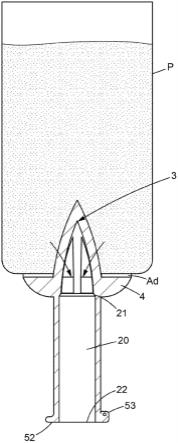
28.本技术实施例公开一种自动撕膜输送机构及其使用方法:参照图1和图2,公开了一种自动撕膜输送机构,其包括:运料带1、分料件2、抽气件13、中转件3以及出料带4,抽气件13将离型膜吸附于运料带1上,离型膜上携带有线路板由运料带1的进料端向出料端运动,运料带1在出料端向下弯折回转形成剥离部15;分料件2位于运料带1的出料端,分料件2与剥离部15之间形成出膜间隙21,出膜间隙21的高度与离型膜的厚度一致,使得离型膜随运料带1同步运动而进入该出膜间隙21中,而线路板被剥离顺着分料件2的高位端向出料带4运动,出料带4承接该线路板并运向下一工序。
29.参照图1和图2,运料带1安装在第一安装架11上,第一安装架11的数量为两个,每个第一安装架11在进料端和出料端均对应的转动安装有一个传动轮12;运料带1首尾相连并同时套设在传动轮12上,每个第一安装架11上固定安装有第一电机,第一电机工作驱动传动轮12转动从而带动运料带1由进料端向出料端滑动。
30.参照图1和图2,第一安装架11上还固定连接有抽气件13,抽气件13位于运料带1的内侧,抽气件13上具有运料带1内侧的抽气口。对应的,运料带1上贯穿开设有多组吸附孔14,每组吸附孔14沿垂直于运料方向均布;本技术实施例中,运料带1的长度方向为运料方向,运料带1的宽度方向为单独吸附孔14均布的方向。抽气件13上的抽气孔抽气从而将离型膜吸附在运料带1上。
31.参照图1和图2,运料带1在出料端高位处向下弯折回转至出料端的低位处以形成剥离部15,分料件2位于该运料带1的出料端,具体的,分料件2上具有适配于剥离部15形状的弧形面,该弧形面由分料件2的高位端向下弯折延伸,弧形面与剥离部15之间形成出膜间隙21,且分料件2的高位端面与运料带1上的离型膜齐平,出膜间隙21与离型膜的厚度一致,以使得离型膜能够被吸附与运料带1上并随运料带1弯折而进入出膜间隙21中,而剥离下来的线路板能够滑至分料件2高位端面。分料件2的高位端上还转动安装有多个导向辊22,导向辊22垂直于运料方向,且导向辊22与触摸间隙的入口处平齐,具体的,该导向辊22的高位端与分料件2的高位端面平齐,以使得滑至分料件2高位端面的线路板能够滑至导向辊22上,并被导向至出料带4方向。本技术实施例中,导向辊22上连接有驱动电机,每个导向辊22上对应的与一个驱动电机的输出轴相连,导向辊22匀速转动且其转动速度与运料带1的运动速度相同。驱动电机驱动转动的方式为常规手段,在此不做赘述,且本技术实施例的附图中,对其不做展示。值得一提的是,抽气件13的抽气孔包括朝向上方的第一抽气孔以及朝向剥离部15的第二抽气孔,以使得离型膜在运料带1高位端以及出膜间隙21中时,被吸附在运
料带1上。需要注意的是,本身实施例中,分料件2固定安装在第一安装架11上,在实际使用工况中,离型膜在运料带1上运动,离型膜的宽度不大于运料带1的宽度,因此,离型膜在出膜间隙21中运动时不会与分料件2和第一安装架11的连接点相碰触。本技术实施例附图中,不对分料件2与第一安装架11的连接位置作出展示。
32.参照图1和图2,为了提升离型膜滑入出膜间隙21的便捷度,还设置有静电消除装置16,静电消除装置16的数量为两个,每个第一安装架11的侧壁上对应的固定有一个静电消除装置16。静电消除装置16位于运料带1的出料端,且该静电消除装置16具有倾斜向上的吹气口161,吹气口161朝向出膜间隙21的入口处,以对将靠近出膜间隙21的离型膜和线路板之间的静电吸附进行消除。值得一提的是,静电消除装置16具有朝向出膜间隙21入口的吹气路径,对应的,第一安装架11上开设有避让于该吹气路径的避让槽111,以便于静电消除装置16吹出的风直接倾斜向上吹至运料带1横向的侧缘,并对该处的离型膜及线路板贴合端进行静电消除。实际生产工况中,该吹气路径朝向离型膜与线路板贴合处,以向线路板提供向上抬起而远离该离型膜的力。
33.参照图3和图4,还包括用于安装出料带4的第二安装架41,第二安装架41的进料端和出料端各转动转动安装有一个传动辊42,对应的,第二安装架41上还固定安装有两个电机,每个电机的输出轴对应的与一个传动辊42相连,出料带4同时绕包在两个传动辊42上,电机工作而驱动出料带4由进料端向出料端运动,本技术实施例附图中,对于电机不做展示。值得一提的是,该自动撕膜输送机构还包括用于后续打包工序的加工箱5,出料带4的出来端位于加工箱5内部,以将剥离下的线路板输送至加工箱5中。
34.参照图3和图4,为了减少输送剥离下的线路板时高速运动的出料带4对线路板产生的损坏,还设置有用于承载来自分料件2上线路板的中转件3,对应的,第二安装架41宽度方向的两侧各固定安装有一根滑轨411,滑轨411的平行于出料带4长度方向布置,中转件3同时滑移架设在两根滑轨411上,以使得中转件3沿出料带4长度方向滑移安装在出料带4正上方。
35.参照图3和图4,中转件3上具有用于容纳线路板的容纳槽31,该容纳槽31的低位端为光滑的承载面32。中转件3在靠近分料件2的侧缘上设置有挡料板33,容纳槽31具有朝向上方的入料口以及朝向加工箱5方向的出料口,出料口位于中转件3上与挡料板33相对的一侧。中转件3具有静止的承载态以及与出料带4同步运动的中转态,承载态时,中转件3位于出料带4的进料端以接收来自分料件2的线路板;中转态时,中转件3带动线路板与出料带4同步运动;中转件3由静止的承载态切换至中转态后骤停并复位,以使得线路板能够经由出料口沿出料带4长度方向滑出至出料带4上。值得一提的是,实际生产工况中,中转件3与出料带4的间距为1mm,以使得线路板滑出中转件3后下落1mm即可落在出料带4上。中转件3在出料端宽度方向的两侧还设置有侧板34,每个侧板34上转动安装有两个滑轮,对应的,滑轮上连接有电机,电机工作以驱动滑轮转动并带动中转件3在滑轨411上运动。
36.参照图3和图4,对应的,分料件2上远离运料带1的一端具有导向部23,导向部23的高位端与分料件2的高位端相连,且导向部23呈弧形向下弯折朝向该出料带4的进料端,具体的,承载态时,导向部23的低位端朝向承载面32,以使得分料件2上的线路板能够顺势滑至中转件3上的承载面32。
37.参照图3和图4,第二安装架41上在运料带1的进料端固定安装有第三安装架43,第
三安装架43上安装有用于检测中转件3位置的点触传感器44、用于检测线路板是否完全落入中转件3的位置传感器45以及控制器,点触传感器44和位置传感器45均与控制器耦接。点触传感器44固定安装在第三安装架43上朝向运料带1出料端的端面上,承载态时,点触传感器44与中转件3的挡料板33抵触,并向控制器发出到位信号。位置传感器45的出光端451与入光端452位于出料带4宽度方向的两侧。承载态时,出光端451与入光端452之间形成的光路位于挡料板33上方,且该光路与挡料板33朝向容纳槽31的端面在同一平面上。线路板的经过该光路后,当尾端再次经过光路,即线路板完全落向承载面32上,此时,位置传感器45向控制器发送位置信号,控制器接收到位置信号并控制电机驱动中转件3运动。控制器为现有设备,本技术实施例附图中,对控制器的位置和结构不做展示。
38.还公开了一种基于上述自动撕膜输送机构的使用方法,第二方面,基于自动撕膜输送机构的使用方法采用如下的技术方案:s1:抽气件13工作以将离型膜吸附在运料带1上,运料带1运转并带动离型膜和线路板同步向分料件2方向运动;s2:静电消除装置16倾斜向上朝向出料间隙的入口处吹气,线路板与离型膜的静电贴合在出料间隙入口处被解除;s3:离型膜进入出料间隙中,线路板经由分料件2上的导向辊22而向出料带4运动;s4:线路板经由导向部23落入中转件3中,位置传感器45向控制器发送位置信号,控制器接收位置信号后控制中转件3加速运动至中转态;s5:中转件3骤停,线路板沿承载面32滑移抛落至出料带4上,以输送至后续工序。
39.本技术实施例一种自动撕膜输送机构的实施原理为:通过吸附件配合运料带1上的吸附孔14,保证离型膜与运料带1在剥离部15的紧密贴合,并通过静电消除装置16消除静电,使离型膜顺势进入出膜间隙21中,剥离下来的线路板则随导向辊22而向出料带4运动落入中转件3上。中转件3加速运动至中转态后骤停,线路板滑落至出料带4上以进入后续工序。
40.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,其中相同的零部件用相同的附图标记表示。故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。