1.本发明涉及成形模具以及密封部件,该成形模具在板状的基材的表面成形由弹性材料构成且沿基材的表面延伸的环形状的密封垫,该密封部件包括板状的基材和在基材表面成形的由弹性材料构成且沿基材表面延伸的环形状的密封垫。
背景技术:
2.一直以来已知有如下成形模具,该成形模具在板状的基材的表面成形由弹性材料构成且沿基材的表面延伸的环形状的密封垫(例如参照专利文献1)。这样的成形模具例如能够用于利用密封垫来防止基材上流体漏出的密封部件的制造。作为这样的密封部件的典型例,公知有在燃料电池中层叠于膜/电极集合体(以下称为mea)两侧的隔板用的密封部件。在燃料电池的隔板处,需要以不向外部泄漏的方式向mea供给燃料电池用的流体(包含氢的燃料气体、包含氧的氧化剂气体等),环形状的密封垫起到将这样的燃料电池用的流体封闭(密封)在由密封垫包围的空间内的作用。
3.图4是燃料电池的隔板用的密封部件1’的示意图,图5是图4所示的密封部件1’的示意性剖视图。
4.如图4所示,在密封部件1’中,在板状的基材2的表面,由弹性材料构成且沿基材2的表面延伸的环形状的密封垫3形成于通气孔2b的周围。在图5中,示出密封部件1’的沿图4的aa’线的示意性截面,密封垫3作为从基材2的表面突出的4个突出部而进行表示。如图5所示,密封垫3具有粘接于基材2的表面的基部3a、以及从基部3a隆起为山形状的密封唇部3b。此处,如后所述,在图4的aa’线上存在当密封垫3成形时供密封垫3的成形用材料流出流入的部位。以下,对通过在基材2的表面成形密封垫3来制造图4以及图5所示那样的燃料电池的隔板用的密封部件1’的现有成形模具进行说明。
5.图6是在基材2的表面2a成形密封垫3的现有的成形模具10’的示意性剖视图。
6.在图6中,示出在基材2的表面2a成形密封垫3的现有的成形模具10’中的以下部分的截面,即示出实现密封部件1’的图5的截面形状的部分的截面。如图6所示,现有的成形模具10’包括腔部4、浇口5’以及排气口6’。腔部4是形成于成形模具10’的与基材2的表面2a相对的相对面12a’上且具有与图4以及图5的密封垫3的环形状对应的模形状的部位。浇口5’是在成形模具10’内朝向腔部4延伸的孔,是用于将通过固化而成为上述弹性材料的流动性的成形用材料向腔部4导入的孔。另外,排气口6’是在成形模具10’内向远离腔部4的方向延伸的孔,是用于将腔部4内的密封垫成形所不需要的不需要气体从腔部4排出的孔。另外,充满全部的腔部4后的多余的成形用材料也从腔部4向排气口6’排出。
7.在现有的成形模具10’中,在向成形模具10’内注入成形用材料而使得腔部4被成形用材料充满后,成形用材料固化,由此,在基材2的表面2a形成由弹性材料构成的密封垫3(参照图4以及图5)。但是,积存于浇口5’、排气口6’的成形用材料也同样固化,并且在浇口5’中的成形用材料的开口部5a’的附近、排气口6’中的成形用材料的开口部6a’的附近与密封垫3相连。通过在从成形模具10’取出基材2时将密封垫3与其他部分切离,由此,完成在基
材2的表面2a形成有密封垫3的密封部件1’。
8.现有技术文献
9.专利文献
10.专利文献1:国际公开第2010/113558号公报
技术实现要素:
11.发明要解决的技术问题
12.但是,在将密封垫3与其他部分切离时,在原本属于密封垫3的部位进行这样的切离,有时会产生使得基材2的表面2a露出的缺口(凹陷)。
13.图7是示出在密封垫3产生的凹陷e’的图。
14.在图7中,示出在浇口5’的开口部5a’附近,在基部3a产生凹陷e且基材2的表面2a露出的情形。在像这样基材2的表面2a露出的状态下,有绝缘性降低的可能。以上,以在浇口5’附近的密封垫3产生的凹陷e’为例进行了说明,但是同样的凹陷也可能在排气口6’附近的密封垫3产生。
15.鉴于上述情况,在本发明中,实现抑制由凹陷导致的绝缘性降低的成形模具、以及能够抑制由凹陷导致的绝缘性降低的密封部件。
16.用于解决技术问题的方案
17.为了解决上述问题,本发明提供以下的成形模具以及密封部件。
18.1.19.一种成形模具,其在板状的基材的表面成形由弹性材料构成且沿所述基材的所述表面延伸的环形状的密封垫,其中,该成形模具包括:腔部,形成于所述成形模具的与所述基材的所述表面相对的相对面上,且具有与所述密封垫的所述环形状对应的模形状;浇口,在所述成形模具内朝向所述腔部延伸,所述浇口用于将通过固化而成为所述弹性材料的流动性的成形用材料向所述腔部导入;第一中间部,从所述浇口接受所述成形用材料并送入所述腔部,所述第一中间部将所述浇口的朝向所述腔部侧开口的开口部与所述腔部连接,且所述第一中间部的沿所述基材的所述表面的截面具有所述浇口的所述开口部的开口面积以上的截面积;排气口,在所述成形模具内向远离所述腔部的方向延伸,所述排气口用于将所述腔部内的在所述密封垫的成形中不需要的不需要气体从所述腔部排出;以及第二中间部,从所述腔部接受所述不需要气体并向所述排气口送出,所述第二中间部将所述排气口的朝向所述腔部侧开口的开口部与所述腔部连接,且所述第二中间部的沿所述基材的所述表面的截面具有所述排气口的所述开口部的开口面积以上的截面积。
20.此处,“环形状”是指一维地连续延伸并环绕返回的形状且由于环绕返回而不存在端部的形状。另外,“腔部”、“浇口”、“排气口”、“第一中间部”以及“第二中间部”均指成形模具的形成特定空间的一部分的形状,并不是指无实体的空间本身的词语。另外,在上述的“弹性材料”中除了含有橡胶材料之外,还含有具有弹性的树脂材料。
21.2.22.根据[1]所述的成形模具,其中,所述成形模具为分割类型的成形模具,所述成形模具包括:第一分割模,在接触与所述基材的所述表面相反的一侧的所述基材的面的状态下,承载所述基材;第二分割模,在与所述第一分割模之间夹入所述基材并固定所述基材,
所述第二分割模具有作为夹入所述基材侧的面的形成有所述腔部的所述相对面,并且所述第二分割模在内部形成有所述浇口、所述第一中间部、所述排气口以及所述第二中间部,在与所述相对面相反的一侧的面还形成有在沿着所述基材的方向上延伸并与所述浇口连接的流道;以及第三分割模,层叠于所述第二分割模的所述相反的一侧的面,且形成有贯通该第三分割模并与所述第二分割模的所述流道连接的浇道。
[0023]
[3]
[0024]
根据[1]或[2]所述的成形模具,其中,所述成形模具是用于制造所述密封垫与所述基材一体成形而成的燃料电池用的密封部件的成形模具。
[0025]
[4]
[0026]
一种密封部件,其包括板状的基材、以及在所述基材的表面成形的由弹性材料构成且沿所述基材的所述表面延伸的环形状的密封垫,所述密封垫是将通过固化而成为所述弹性材料的流动性的成形用材料注入至具有浇口以及排气口的成形模具而成形出的密封垫,所述密封垫分别在该成形时接近所述浇口的位置以及所述成形时接近所述排气口的位置具有向远离所述基材的所述表面的方向突出的台座。
[0027]
发明效果
[0028]
在本发明的成形模具中,浇口、排气口不是在腔部直接开口,而是在浇口与腔部之间以及排气口与腔部之间所具备的第一中间部及第二中间部开口。由于夹有这样的第一中间部以及第二中间部,因此即使在中间部固化而成的成形用材料处可能产生凹陷,也难以产生使得基材的表面露出那样的凹陷。同样地,在本发明的密封部件中,由于存在台座而难以产生基材的表面露出那样的凹陷。其结果是,在本发明中能够抑制由凹陷导致的绝缘性降低。
附图说明
[0029]
图1是本发明的一实施方式的成形模具的示意性剖视图,其中,所述成型模具用于在板状的基材的表面成形由弹性材料构成且沿基材的表面延伸的环形状的密封垫。
[0030]
图2是图1的剖视图中的第一中间部的周边的放大图。
[0031]
图3是表示图1的浇口附近处的密封部件的截面的示意性剖视图。
[0032]
图4是燃料电池的隔板用的密封部件的示意图。
[0033]
图5是图4所示的密封部件的示意性剖视图。
[0034]
图6是在基材的表面成形密封垫的现有的成形模具的示意性剖视图。
[0035]
图7是示出在密封垫上产生的凹陷的图。
具体实施方式
[0036]
以下,一边参照附图一边对本发明的实施方式进行说明。应当理解的是,本发明并不限定于以下的实施方式,在不脱离本发明的主旨的范围内,基于本领域技术人员的常识可以适宜地进行设计的变更、改进等。
[0037]
以下,以本实施方式的成形模具为如下成形模具的情况为例进行说明,即该成型模具为用于制造与图4以及图5所示的密封部件1’相同类型的密封部件(但是,如后文所述,与图7不同,还具备用于避免凹陷e’的台座(参照图3的台座3c))的成形模具。由该本实施方
式的成形模具制造的密封部件1(参照图3)相当于本发明的密封部件的一实施方式。
[0038]
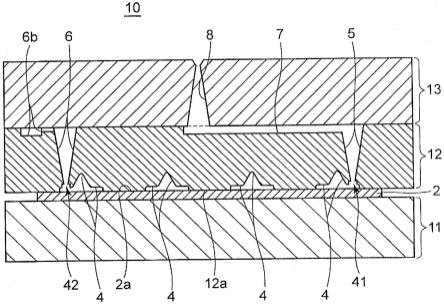
图1是本发明的一实施方式的成形模具10的示意性剖视图,其中,所述成形模具10用于在板状的基材2的表面2a成形由弹性材料构成并沿基材2的表面2a延伸的环形状的密封垫3。
[0039]
在图1中,与上述的图6同样地示出成形模具10的实现制造对象的密封部件(需要说明的是,参照后述的图3的密封部件1)的截面形状的部分的截面。在图1中,对与在上述图6以及图7中说明的现有成形模具10’的结构要素相同的结构要素标注相同的附图标记,并且下文也使用该相同的附图标记进行说明。成形模具10包括腔部4、浇口5、第一中间部41、排气口6以及第二中间部42。
[0040]
如上文所述,腔部4是形成于成形模具10的与基材2的表面2a相对的相对面12a上且具有与图4以及图5的密封垫3的环形状对应的模形状的部位。
[0041]
浇口5是在成形模具10内朝向腔部4延伸的孔,是用于将通过固化而成为上述弹性材料的流动性的成形用材料向腔部4导入的孔。如图1所示,浇口5具有随着趋向腔部4而前端变细的形状,该前端变细形状的前端朝向腔部4侧开口,成为供成形用材料从浇口5流出的开口部5a(参照后述的图2)。
[0042]
第一中间部41形成浇口5与腔部4之间的中间的空间,起到经由开口部5a从浇口5接受成形用材料并将其送入腔部4的作用。
[0043]
图2是图1的剖视图中的第一中间部41的周边的放大图。
[0044]
第一中间部41将浇口5的朝向腔部4侧开口的开口部5a与腔部4连接,第一中间部41的沿着基材2的表面2a的截面具有浇口5的开口部5a的开口面积以上的截面积。针对这样的结构的第一中间部41的技术效果将在后详细说明。作为这样的结构的一具体例,在图2中示出具有第一底部41a和筒状的第一侧面部41b的第一中间部41,该第一底部41a在浇口5的开口部5a的周围沿基材2的表面2a扩展,该第一侧面部41b从第一底部41a的周缘朝向腔部4延伸并将第一底部41a的周缘与腔部4连接。
[0045]
以下,根据这样的具体例进行说明,但本发明的第一中间部也可以不具有第一底部41a,而是由从浇口5的开口部5a朝向腔部4延伸且将浇口5的开口部5a与腔部4直接连接的筒状的第一侧面部形成。在该情况下,第一中间部的截面具有与浇口5的开口部5a的开口面积相同的截面积。需要说明的是,以上说明中的“筒状”不限于截面为圆形的圆筒形状,也包括截面为椭圆状、跑道状等具有平滑曲线的外轮廓的形状、或截面为多边形的棱筒形状。另外,本发明的第一中间部也可以不具有第一底部41a,而是由从浇口5的开口部5a朝向腔部4扩展并将浇口5的开口部5a与腔部4直接连接的锥状的侧面部形成的第一中间部。在该情况下,第一中间部的截面具有比浇口5的开口部5a的开口面积大的截面积。
[0046]
返回图1继续进行结构要素的说明。
[0047]
排气口6是在成形模具10内向远离腔部4的方向延伸的孔,是成为不需要气体的流路的孔,该不需要气体的流路用于将腔部4内的在密封垫3的成形中不需要的不需要气体从腔部4排出。此处,不需要气体是指在成形时由于成形用材料向腔部4的流入而被挤出的腔部4内的空气、由成形用材料产生的挥发性气体等。另外,在密封垫3的成形中未使用的多余的成形用材料也从腔部4通过排气口6排出,所排出的多余的成形用材料储存在设置于成形模具10内的多余材料积存部6b。如图1所示,排气口6与浇口5同样地具有随着趋向腔部4而
前端变细的形状,该前端变细形状的前端成为朝向腔部4侧开口供成形用材料流入排气口6的开口部6a。
[0048]
第二中间部42形成腔部4与排气口6之间的中间的空间,起到从腔部4接受成形用材料并经由开口部6a将成形用材料送入排气口6的作用。第二中间部42的结构与图2所示的第一中间部41的结构相同。也就是说,第二中间部42将排气口6的朝向腔部4侧开口的开口部6a与腔部4连接,第二中间部42的沿着基材2的表面2a的截面具有排气口6的开口部6a的开口面积以上的截面积。针对这样的结构的第二中间部42的技术效果将在后详细说明。以下作为这样的结构的第二中间部42的一具体例,对下述的第二中间部42进行说明,即,第二中间部42与图2所示的第一中间部41的结构同样地具有第二底部和筒状的第二侧面部,该第二底部在排气口6的开口部6a的周围沿基材2的表面2a扩展,该第二侧面部从第二底部的周缘朝向腔部4延伸并将第二底部的周缘与腔部4连接。因此,对于第二中间部42的结构参照图2即可,在此省略其图示。
[0049]
但是,本发明的第二中间部也可以不具有第二底部,而是由从排气口6的开口部6a朝向腔部4延伸且将排气口6的开口部6a与腔部4直接连接的筒状的第二侧面部形成的第二中间部。在该情况下,第二中间部的截面具有与排气口6的开口部6a的开口面积相同的截面积。另外,本发明的第二中间部也可以不具有第二底部,而是由从排气口6的开口部6a朝向腔部4扩展且将排气口6的开口部6a与腔部4直接连接的锥状的侧面部形成的第二中间部。在该情况下,第二中间部的截面具有比排气口6的开口部6a的开口面积大的截面积。
[0050]
以下,对成形模具10中的成形的流程简单地进行说明,并对由第一中间部41以及第二中间部42产生的技术效果详细地进行说明。
[0051]
在成形时,成形用材料经由第一中间部41从浇口5流入腔部4。所流入的成形用材料一边将沿基材2的表面2a延伸的腔部4作为流路而沿腔部4流动(参照图4以及图5的密封垫3的与腔部4对应的形状),一边充满全部的腔部4。此时,对于在成形用材料流入前已经存在于腔部4的空气、由成形用材料产生的挥发性气体等不需要气体而言,它们经由在图1的剖视图中在图的水平方向上位于与第一中间部41相反的一侧的第二中间部42而从腔部4向排气口6排出。另外,充满全部的腔部4后的多余的成形用材料也经由第二中间部42从腔部4向排气口6排出。然后,成形用材料固化(典型的是经时交联固化),通过该成形用材料的固化而在基材2的表面2a形成由弹性材料构成的密封垫3(参照图4以及图5)。在该阶段,积存于浇口5、排气口6、第一中间部41以及第二中间部42的成形用材料也同样地固化并成为与密封垫3相连的状态。在从成形模具10’取出基材2时,将密封垫3与其他部分切离,由此,完成在基材2的表面2a形成有密封垫3的密封部件1。
[0052]
在将密封垫3与其他部分切离时,在原本属于密封垫3的部位发生这样的切离,有时会产生使得基材2的表面2a露出的缺口(凹陷)。这样,在基材2的表面2a露出的状态下存在绝缘性降低的可能。然而,在本实施方式的成形模具10中,如以下说明的那样致力于抑制由凹陷导致的绝缘性降低。
[0053]
图3是表示图1的浇口5附近处的密封部件1的截面的示意性剖视图。
[0054]
在图3中,由于在浇口5的开口部5a的外侧的、在图2的第一中间部41内固化而成的成形用材料处进行了切离,因此示出在该部分产生凹陷e的情形。这样,由于在浇口5与腔部4之间夹有第一中间部41(参照图2),因此与图7的状态不同,凹陷e不会到达基材2的表面
2a,从而能够抑制由凹陷导致的绝缘性降低。以上,虽然以在浇口5附近产生的凹陷e为例对第一中间部41的技术效果进行了说明,但对于在排气口6附近产生的凹陷而言,第二中间部42发挥同样的技术效果。
[0055]
这样,在本实施方式中,通过第一中间部41以及第二中间部42的存在,实现了对由凹陷导致的绝缘性降低进行抑制的成形模具。
[0056]
此处,图3的密封部件1包括板状的基材2、以及在基材2的表面2a成形的由弹性材料构成且沿基材2的表面2a延伸的环形状的密封垫3,该密封部件1相当于本发明的密封部件的一实施方式。如上所述,密封垫3是通过固化而成为弹性材料的流动性的成形用材料被注入至具有浇口5以及排气口6的成形模具10而成形的密封垫。密封垫3除了具有在图3以及图4中如上所述的基部3a、密封唇部3b以外,还分别在成形时靠近浇口5的位置(即最接近浇口5的开口部5a的位置)以及成形时靠近排气口6的位置(即最接近排气口6的开口部6a的位置)具有向远离基材2的表面2a的方向突出的台座3c。由于存在这样的台座3c,从而难以产生使得基材2的表面2a露出那样的凹陷,从而能够抑制由凹陷导致的绝缘性降低。
[0057]
返回图1,针对成形模具10的结构进一步详细说明。
[0058]
本发明的成形模具优选为图1所示的成形模具10那样的分割类型的成形模具。在分割类型的成形模具10中,包括第一分割模11、第二分割模12以及第三分割模13这三个分割模,这三个分割模的集合体作为一个成形模具10来发挥功能。以下针对每个分割模进行说明。
[0059]
第一分割模11是在接触与基材2的表面2a相反的一侧的基材2的面的状态下承载基材2的分割模。
[0060]
第二分割模12是在与第一分割模11之间夹入基材2并将基材2固定的分割模,且具有作为夹入基材2的一侧的面的、形成有图1的腔部4的相对面12a。在第二分割模12的内部形成有在图1的说明中如上所述的浇口5、第一中间部41、排气口6以及第二中间部42。而且,在第二分割模12的与相对面12a相反的一侧的面形成有在沿着基材2的方向上延伸且与浇口5连接的流道7。
[0061]
第三分割模13是在第二分割模12的与相对面12a相反的一侧的面上层叠的分割模。在第三分割模13形成有贯通第三分割模13且与第二分割模12的流道7连接的浇道8。
[0062]
在这样的分割类型的成形模具10中,首先,在上述方案中,在第一分割模11与第二分割模12之间夹入基材2并将其固定,向在第二分割模12的面上层叠的第三分割模13的浇道8注入成形用材料。注入至浇道8的成形用材料流过第二分割模12的上部的流道7而到达浇口5。然后,通过浇口5以及第一中间部41流入腔部4内,并一边将沿基材2的表面2a延伸的腔部4作为流路而沿腔部4流动,一边充满全部的腔部4。需要说明的是,充满全部的腔部4后的多余的成形用材料经由第二中间部42从腔部4向排气口6排出,并存储于多余材料积存部6b。在成形用材料固化后,从第一分割模11与第二分割模12之间取出在表面2a形成有密封垫3的基材2,由此完成密封部件1。
[0063]
这样,通过使用分割类型的成形模具10,能够高效地进行密封垫3在基材2的表面2a的成形。
[0064]
以上为本实施方式的说明。
[0065]
以上,以制造燃料电池的隔板用的密封部件1的情况为例进行了说明,但是本发明
的成形模具能够对于形成有沿基材的表面延伸的环形状的密封垫的类型的任意密封部件进行使用。因此,也可以在燃料电池的隔板用的密封部件以外的密封部件的制造中进行使用。
[0066]
工业上的可利用性
[0067]
本发明对于抑制由凹陷导致的绝缘性降低是有用的。
[0068]
附图标记说明
[0069]
1 密封部件
[0070]1’ꢀ
密封部件
[0071]
2 基材
[0072]
2a 表面
[0073]
2b 通气孔
[0074]
3 密封垫
[0075]
3a 基部
[0076]
3b 密封唇部
[0077]
4 腔部
[0078]
5 浇口
[0079]5’ꢀ
浇口
[0080]
5a 开口部
[0081]
5a
’ꢀ
开口部
[0082]
6 排气口
[0083]6’ꢀ
排气口
[0084]
6a 开口部
[0085]
6a
’ꢀ
开口部
[0086]
6b 多余材料积存部
[0087]
7 流道
[0088]
8 浇道
[0089]
10 成形模具
[0090]
10
’ꢀ
成形模具
[0091]
11 第一分割模
[0092]
12 第二分割模
[0093]
13 第三分割模
[0094]
41 第一中间部
[0095]
41a 第一底部
[0096]
41b 第一侧面部
[0097]
42 第二中间部
[0098]
e 凹陷
[0099]e’ꢀ
凹陷
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。