用于装饰性地板或墙壁覆盖物的基板片材
发明领域
1.本发明涉及一种用于生产用于装饰性地板或墙壁覆盖物的基板片材的方法、一种包括基板片材的装饰性地板或墙壁覆盖物、以及一种用于生产装饰性地板或墙壁覆盖物的方法。发明背景
2.文献ep 3 326 815 a1教导了一种形成塑料地板的分层结构的方法,该方法包括以下步骤:a.通过使用挤出机来形成基板,以便一体挤出形成该基板,该基板包括至少两个片材,其中,该至少两个片材是堆叠在一起的第一片材和第二片材;b.递送印刷层,其中,该印刷层上印刷有图案并通过使用第二辊轧机构和第二压紧机构来递送到辊单元;c.输送耐磨层,其中,该耐磨层借助辊轧输送机的第二辊轧机构和第二压紧机构输送到该辊单元;以及d.借助该辊单元将该基板、该印刷层和该耐磨层辊式压紧在一起,以便形成该塑料地板,并且基于所需大小来移除并切割该塑料地板。一般描述
3.本发明的第一方面涉及一种用于生产用于装饰性地板或墙壁覆盖物的基板片材的方法。该方法包括:提供包含再生聚氯乙烯(pvc)颗粒的第一热塑性组合物,该第一热塑性组合物具有色度;以及提供第二热塑性组合物。该方法还包括将增深剂掺混到该第一热塑性组合物,以便获得具有特定色度的第一热塑性组合物。将具有特定色度的第一热塑性组合物与该第二组合物共挤出,以便形成相邻的第一共挤出层和第二共挤出层。第一共挤出层是具有特定色度的支撑层。支撑层包含第一热塑性组合物。第二共挤出层是可数字地印刷的层。可数字地印刷的层包含第二热塑性组合物。有目的地进行将增深剂掺混到第一热塑性组合物以实现特定色度,该特定色度是已知的(预定的),即,期望的色度。换句话说,特定色度是掺混增深剂的目标参数(特定目标色度)。
4.如本文所使用,热塑性组合物是在某个温度以上变得柔韧或可模塑并且在冷却时凝固的塑料聚合物组合物。
5.再生pvc可以源自多个来源(例如,pvc产品或pvc半成品)。因此,再生pvc颗粒的组合物、颜色、色度、几何形状、大小、物理和/或化学性质可能极大地不同。典型地,pvc颗粒的大小小于1000μm、优选地小于800μm、甚至更优选地小于300μm。pvc颗粒的大小可以由筛测量。
6.如本文所使用,物体的颜色是物体由于其反射或发射光的方式而对眼睛产生不同感觉的性质(例如,蓝色)。色度是颜色的相对暗度(例如,浅蓝色、深蓝色)。
7.如本文所使用,支撑层是向基板片材并且还向成品装饰性地板或墙壁覆盖物提供结构支撑(例如,刚性)的层。
8.如本文所使用,可数字地印刷的层是优选地基本上白色的层,即,在cielab颜色空
间中定义的亮度l*大于80、优选地大于85、甚至更优选地大于90。可数字地印刷的层优选地具有预定色度,该预定色度比第一热塑性组合物的特定色度更亮。根据一个实施例,可数字地印刷的层具有被包括在15mn/m与60mn/m之间的区间中、优选地在从20mn/m至50mn/m的区间中、甚至更优选地在从25mn/m至40mn/m的区间中的表面能。可数字地印刷的层可以具有小于0.5μm、优选地小于0.3μm、甚至更优选地小于0.2μm的表面粗糙度ra。可数字地印刷的层可以具有小于5μm、优选地小于3μm、甚至更优选地小于2μm的表面粗糙度rz。根据iso 4288:1996来测量表面粗糙度。根据一个实施例,可数字地印刷的层具有被包括在从10至90的区间中、优选地在从20至80的区间中、甚至更优选地在从25至75的区间中的在60
°
处的光泽度值。根据en iso 2813:2014来测量光泽度值。可数字地印刷的层的不透明度可以大于90%、优选地大于95%、甚至更优选地大于97%。根据din 53146来测量可数字地印刷的层的不透明度。不透明度o是反射率r0与反射率r
∞
之间的比率:o=r0/r
∞
,其中反射率r0是可数字地印刷的层在纯黑色上的反射率,并且反射率r
∞
是相同的可数字地印刷的层在厚到不透明的一堆相同的可数字地印刷的层上的反射率。din 53145定义了确定反射率r0和反射率r
∞
的必要条件。
9.第一热塑性组合物优选地基于pvc。第一热塑性组合物可以是包含原生pvc和再生pvc的共混物。作为原生pvc的替代或附加,第一热塑性组合物可以包含以下原生聚合物:pe(聚乙烯,包括ldpe、hdpe等)、abs(丙烯腈丁二烯苯乙烯)、pp(聚丙烯)、聚醋酸乙烯酯(pva)、聚乙烯醇(pvoh)、其他乙烯基和亚乙烯基(共)聚合物、聚苯乙烯(ps)、苯乙烯共聚物、丙烯共聚物、聚酯、丙烯酸树脂、聚酰胺、聚碳酸酯(pc)、聚酰亚胺、聚砜或它们的组合。第一热塑性组合物优选地设置为包含再生pvc颗粒的悬浮pvc(s-pvc)。
10.如本文所使用,“增深剂”是指向第一热塑性组合物赋予更深色度的物质。增深剂典型地以多种形式使用,诸如离散颗粒、分散体和/或溶液。增深剂可以包括颜料(有机或无机)和/或染料。颜料是优选的。示例性颜料包括炭黑、氧化铁黑、骨黑、灯黑、象牙黑。炭黑是优选的。
11.将了解,本发明允许生产更通用的基板片材,而不必增加其生产成本。事实上,使用再生pvc允许成比例地减少成品中原生材料的量。发明人已经发现,准确地控制位于可数字地印刷的层和上覆的数字地印刷的装饰物下方的支撑层(包含再生pvc)的色度极大地改善了最终装饰性地板或墙壁覆盖物的质量的恒常性(例如,在若干生产批次中)。例如,两块不同的具有相同装饰物和可数字地印刷的层的最终装饰性地板或墙壁覆盖物可以整体上或局部上看起来不同(例如,更深、更亮),因为再生pvc源自不同的来源并因此具有例如不同的组合物、颜色、色度。另外,数字地印刷装饰物在印刷的图案方面提供了极大的灵活性,尤其是在与如ep 3 326 815 a1中提出的印刷层的压延相比时。通过配置数字打印机,即使在运行中,也可以容易地改变图案。
12.优选地,执行掺混增深剂的步骤,使得颜料紧密地堆积在支撑层内,使得它们不能彼此间移动。
13.根据一个实施例,掺混增深剂的步骤包括将增深剂添加到第一热塑性组合物,以便获得具有更深色度的第一热塑性组合物,并且将更深色度与特定色度进行比较。基于比较,在必要时,重复以上步骤,直到获得具有特定色度的第一热塑性组合物。在一个实施例中,将更深色度与特定色度进行比较的步骤按以下方式进行。将具有更深色度的第一热塑
性组合物的样品与具有特定色度的参考样品进行比较。如果更深色度和特定色度在某些极限内不匹配,则认为更深色度对应于特定色度。因此,不重复添加增深剂和比较获得的更深色度的步骤。如果不匹配大于某些极限,则认为更深色度不对应于特定色度。重复以上步骤。换句话说,可以使用特定色度的匹配容差来确定是否应当重复以上步骤。如本文所使用,位于特定色度的匹配容差内的色度被称为在匹配容差内与特定色度匹配。在第二实施例中,可以获得第一热塑性组合物的多个样品,它们中的每一者具有不同的更深色度(通过添加不同量的增深剂获得)。将样品中的每一者与具有特定色度的参考样品进行比较。选择具有在所述匹配容差内与特定色度匹配的更深色度的样品。如果在所述容差内没有样品匹配,则对被包括在色度最接近的两个样品之间的具有更深色度的多个其他样品重复以上步骤。两个选定的最接近样品中的一者具有比特定色度更浅的色度,而两个最接近样品中的另一者具有比特定色度更深的色度。在掺混步骤结束时,为获得具有特定色度的第一热塑性组合物而添加的增深剂的量是已知的。
14.优选地,设定匹配容差,使得特定色度“s”(在cielab颜色空间中的)和更深色度“d”(在cielab颜色空间中的)彼此相差至多为5的δe值、优选地至多为3的δe值、甚至更优选地至多为1的δe值,其中根据来计算δe。
15.根据一个实施例,将增深剂掺混到第一热塑性组合物的步骤被实施为负反馈回路,以便通过将增深剂添加到第一热塑性组合物来获得具有特定色度的第一热塑性组合物。添加到第一热塑性组合物的增深剂的量由负反馈回路确定,使得第一热塑性组合物的色度在每次迭代之后越来越趋于特定色度,直到第一热塑性组合物的色度与特定色度在匹配容差内匹配。
16.可以设想用于确定样品的色度的若干方法。例如,可以使用分光光度计。替代地或另外地,可以使用校准的相机来在受控的环境(例如,照明)中拍摄样品的数字照片。
17.第一热塑性组合物可包含从10重量%至50重量%、优选地从15重量%至35重量%、更优选地从17重量%至32重量%的再生pvc颗粒。
18.第一热塑性组合物可包含从30重量%至70重量%、优选地从35重量%至65重量%、更优选地从45重量%至55重量%的一种或多种填料。
19.一种或多种填料可以是一种或多种有机和/或无机填料,例如选自由以下项组成的组:铝土矿、滑石、云母、白云石、重晶石、高岭土、二氧化硅、玻璃、碳酸钙、白垩、胶体或非晶二氧化硅、氧化镁、粘土或它们的任何组合。有机填料的示例是纤维素或聚合物纤维(例如,木粉或锯末)。
20.第一热塑性组合物可包含从0.01重量%至0.1重量%、优选地从0.02重量%至0.075重量%、更优选地从0.025重量%至0.05重量%的增深剂。
21.第二共挤出层可具有被包括在从0.1mm至5mm的区间中、优选地在从0.1mm至3mm的区间中、更优选地在从0.1mm至1mm的区间中、甚至更优选地在从0.1mm至0.3mm的区间中的厚度。
22.第一共挤出层可具有被包括在从2mm至15mm的区间中、优选地在从3mm至12mm的区间中、更优选地在从4mm至10mm的区间中的厚度。
23.本发明的第二方面涉及一种用于生产装饰性地板或墙壁覆盖物的方法。该方法包括:提供根据本发明的第一方面的基板片材;以及在可数字地印刷的层上数字地印刷装饰物。
24.如本文所使用,数字印刷是指用于在基板片材上、更具体地在可数字地印刷的层上印刷数字图像的方法。数字印刷方法的示例包括喷墨印刷和激光印刷。在喷墨印刷方法中,通过将油墨的液滴喷射到可数字地印刷的层上来形成图像。油墨可以包括颜料和/或染料作为着色剂。
25.装饰物优选地直接地印刷在可数字地印刷的层上。
26.该方法可以包括在数字地印刷的装饰物上、优选地直接在该数字地印刷的装饰物上施加耐磨层。耐磨层可以是半透明的或透明的。
27.如本文所使用,透明层是允许光透射基本上不受影响的层。半透明层部分地允许光透射但不允许透过该层清楚地看到物体。
28.该方法可以包括施加聚氨酯基顶层。根据一个实施例,在耐磨层上、优选地直接在耐磨层上施加聚氨酯基顶层。聚氨酯基顶层可以从可湿固化的组合物、可辐射固化的(例如,可uv固化的组合物)组合物或100%固体组合物获得。100%固体是指基本上不含非反应性溶剂(例如,不含水或其他(有机)溶剂)的组合物。聚氨酯基顶层可以是半透明的或透明的。聚氨酯基顶层可以是聚氨酯顶层。
29.耐磨层和聚氨酯基顶层可以通过本领域中的任何已知技术来施加,例如压延、挤出涂覆、铺展组合物和固化组合物。组合物的铺展可以例如通过平滑辊涂、帘涂、气刀涂覆、喷涂和它们的组合来实现。组合物的固化可以通过例如用于可uv固化的组合物的uv固化、用于水基悬浮液的闪蒸来实现。
30.优选地,装饰物具有被包括在从0.05mm至1mm的区间中、优选地在从0.1mm至0.8mm的区间中、更优选地在从0.2mm至0.7mm的区间中的厚度。根据一个实施例,根据图案来将装饰物数字地印刷在可数字地印刷的层上。根据一个实施例,可数字地印刷的层未完全被装饰物覆盖。换句话说,图案包括一个或多个空隙。在图案化装饰物的情况下,数字地印刷装饰物的区域可以具有如上所述的厚度。装饰物可以进行一维、二维或三维图案化。装饰物可以是半透明的。
31.本发明的第三方面涉及一种通过根据本发明的第二方面的方法获得的装饰性地板或墙壁覆盖物。
附图说明
32.通过举例,现在将参考附图来详细地描述本发明的优选、非限制性实施例,在这些附图中:图1:是根据本发明的优选实施例的用于生产多层装饰性地板或墙壁覆盖物的方法的流程图;图2:是用于获得具有特定色度的热塑性组合物的过程的流程图;图3:是根据本发明的一个实施例的多层装饰性地板或墙壁覆盖物的一部分的横截面图;以及图4:是根据本发明的另一个实施例的多层装饰性地板或墙壁覆盖物的一部分的
横截面图。
33.读者应注意的事实是附图未按比例绘制。此外,为了清楚起见,可能没有正确表示高度、长度和/或宽度之间的比例。
具体实施方式
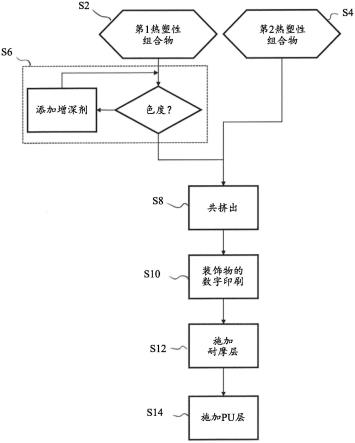
34.图1示出了根据本发明的优选实施例的用于生产多层装饰性地板或墙壁覆盖物的方法。该方法包括提供(s2)包含再生pvc颗粒的第一热塑性组合物和提供第二热塑性组合物,这两种热塑性组合物将在稍后阶段共挤出,以便形成相邻的第一共挤出层和第二共挤出层。
35.第一热塑性组合物还包含原生pvc(例如,悬浮法pvc(s-pvc)、微悬浮法pvc、乳液pvc)和填料。另外,第一热塑性组合物可以包含一种或多种添加剂,诸如抗冲改性剂、加工助剂、(氧化)聚乙烯蜡(pe蜡)和硬脂酸。第一热塑性组合物包含从10重量%至50重量%、优选地从15重量%至35重量%、更优选地从17重量%至32重量%的再生pvc颗粒。原生pvc和再生pvc的比率包括在从0.5至1.5的区间中、优选地在从0.75至1.25的区间中。第一热塑性组合物包含从30重量%至70重量%、优选地从35重量%至65重量%、更优选地从45重量%至55重量%的一种或多种填料。
36.pvc颗粒可以源自不同产品(例如,再生地板或墙壁覆盖物、管道、家具等)。因此,只有在确切地知道再生pvc颗粒的混合物的程度上才能准确地控制这种pvc颗粒的化学组合物和物理性质(例如,增塑剂含量、色度、添加剂含量等)。另外,由于第一热塑性组合物是要共挤出的,因此pvc颗粒的化学组合物可以因批次而不同。
37.在接下来的步骤(s6)中,将增深剂添加到第一热塑性组合物,以便获得具有特定色度的第一热塑性组合物。因此,在步骤s6结束时,第一热塑性组合物具有特定色度,而不管pvc颗粒的化学组合物如何。
38.然后将第一热塑性组合物和第二热塑性组合物共挤出(s8),以便形成相邻的第一共挤出层和第二共挤出层。第一共挤出层是包含第一热塑性组合物的支撑层。第二共挤出层是基本上白色的可数字地印刷的层。第二共挤出层包含第二热塑性组合物。
39.第一共挤出层具有被包括在从2mm至15mm的区间中、优选地在从3mm至12mm的区间中、更优选地在从4mm至10mm的区间中的厚度。第二共挤出层具有被包括在从0.1mm至5mm的区间中、优选地在从0.1mm至3mm的区间中、更优选地在从0.1mm至1mm的区间中、甚至更优选地在从0.1mm至0.3mm的区间中的厚度。应当注意,通常期望的是支撑层的厚度大于可数字地印刷的层的厚度。事实上,仅具有原生pvc而没有再生pvc的可数字地印刷的层的生产成本通常远高于支撑层的生产成本。例如,可数字地印刷的层的厚度与支撑层的厚度的比率可以被包括在0.05与0.5之间的区间中、优选地在0.1与0.4之间的区间中、并且更优选地在0.15与0.3之间的区间中。在步骤s8结束时,生产基板片材。
40.该方法包括直接在基板片材的可数字地印刷的层上数字地印刷(s10)装饰物。数字印刷可以通过喷墨印刷或激光印刷或这两者的组合来实现。装饰物可以是层、优选地具有均匀厚度的层、或图案的形式。图案可以表示自然设计,诸如木头或石头。装饰性图案也可以是异想设计或照片。
41.随后,可以在装饰物上施加耐磨层(步骤s12),接着是在耐磨层上施加聚氨酯面层
(步骤s14)。可以省略一个层或其他层。
42.可以例如通过压延、热压或本领域已知的任何其他技术来施加耐磨层和聚氨酯层。
43.耐磨层和聚氨酯是透明或半透明的,使得当看向装饰性地板或墙壁覆盖物的顶部时可看到装饰物。
44.将了解,准确地控制支撑层的色度允许向包含再生pvc的装饰性地板或墙壁覆盖物提供在色度方面几乎没有差异的装饰物,即使当再生pvc源自不同来源时也是如此。对于非常薄的可数字地印刷的层尤其如此。换句话说,使支撑层加深允许提供具有改善的数字印刷一致性的可数字地印刷的白色层,这继而允许提供在各共挤出批次间色度几乎没有差异的装饰性地板或墙壁覆盖物。
45.参考图2,详述了根据本发明的实施例的用于获得具有特定色度的第一热塑性组合物的方法。
46.在步骤s22中,确定第一热塑性组合物(s2)的色度。该步骤可以各种方式进行。例如,可以使用分光光度计来确定第一热塑性组合物的色度。另外地或替代地,可以使用校准的数字相机来在受控的照明下拍摄组合物的数字照片。然后处理数字图像来确定第一热塑性组合物的色度,特别是确定第一热塑性组合物的在cielab颜色空间中的三元组优选地,设定匹配容差,使得特定色度“s”(在cielab颜色空间中的)和更深色度“d”(在cielab颜色空间中的)彼此相差至多为5的δe值、优选地至多为3的δe值、更优选地至多为1的δe值,其中根据来计算δe。
47.然后将第一热塑性组合物的确定色度与具有在cielab色空间中的三元组的特定色度(s24)进行比较。在该步骤中,确定第一热塑性组合物的色度是否与特定色度在匹配容差内匹配。具体地,根据来确定第一热塑性组合物的色度与特定色度之间的距离δe。匹配容差δe
最大
指示用于确定第一热塑性组合物是否与特定色度在匹配容差内匹配的δe的最大值。匹配容差δe
最大
可以等于5、优选地等于3、甚至更优选地等于1。如果色度与匹配容差匹配(即,δe≤δe
最大
),则获得具有特定色度的第一热塑性组合物。如果情况不是这样(即,δe》δe
最大
),则控制器(s26)指示致动器将增深剂添加到热塑性组合物(s28)。热塑性组合物现在具有比之前更深的色度。重复步骤s22至s26,直到热塑性组合物的色度与特定色度在匹配容差内匹配。
48.应当注意,可以对取自第一热塑性组合物的样品执行在步骤s22至s28中定义的过程。控制器存储获得具有特定色度的第一热塑性组合物所需的增深剂的量。要添加到第一热塑性组合物本身的增深剂的比例是已知的。
49.用于获得具有特定色度的第一热塑性组合物的方法也可以不同方式进行。例如,可以从第一热塑性组合物提取多个样品。向样品中的每一者提供不同量的增深剂(例如,以递增顺序)。然后由例如分光光度计或校准的数字相机确定样品中的每一者的色度并进行比较,如上所述。甚至可以通过视觉检查来确定样品中的每一者的色度。选择具有与特定色度在匹配容差内匹配或最接近特定色度的色度的样品。以与之前相同的方式,通过简单的
交叉相乘来获得要添加到第一热塑性组合物的增深剂的量。应当注意,在选择最接近的样品的实施例中,样品的数量(以及因此色度)应当相当高,使得选定的色度非常接近特定色度。例如,可以制备具有不同量的增深剂的五十个样品,以便获得五十个灰色色度以用于比较。
50.在图3和图4中描绘了根据本发明的实施例的地板或墙壁覆盖物10的示例。从底部到顶部,地板或墙壁覆盖物10包括:支撑层12、可数字地印刷的层14、装饰物16、耐磨层18和pu顶层20。支撑层12和可数字地印刷的层14形成共挤出基板片材22。在地板或墙壁覆盖物10的安装期间,将支撑层12的底表面24施加到地板或墙壁。
51.图4中描绘的实施例与图3中描绘的实施例的不同之处在于装饰物是图案化的(参见例如装饰物未触及的区26)。应当注意,区26可以由耐磨层填充,例如在用于形成耐磨层的组合物以液态施加在装饰物上的情况下,从而填充由区26限定的间隙。
52.下表1中提供了用于支撑层的可能的热塑性组合物。材料量(重量%)原生pvc19-23再生pvc19-23稳定剂1-2.5抗冲改性剂1-2.5加工助剂0.5-2填料45-70pe蜡0-0.5填料增容剂0.5-2硬脂酸0.1-0.2增深剂0.01-0.1总计:100%表1
53.下表2中提供了用于可数字地印刷的层的可能的热塑性组合物。材料量(重量%)原生pvc22-30稳定剂1-3抗冲改性剂1-2.5加工助剂0.5-2填料45-60pe蜡0-0.5填料增容剂0.5-2硬脂酸0.01-0.10增白剂1-5总计:100%表2
54.表1中的重量百分比是关于整个热塑性组合物(用于支撑层或可数字地印刷的层)
给出的。原生pvc是vynova s6760(维诺瓦公司(vynova))。稳定剂是mark cz 2081(加拉塔公司(galata))。抗冲改性剂是来自阿科玛公司(arkema)的durastrength 200。加工助剂是来自lg公司的lg pa912。填料是来自欧米亚公司(omya)的omya bl20。pe蜡是来自巴斯夫公司(basf)的luwax a。填料增容剂是来自英诺斯派公司(innospec)的viscowax 443。硬脂酸是来自布伦塔格公司(brenntag)的硬脂精rg。增白剂是来自泰坦波公司(tytanpol)的biel tytanowa rfc 5(颜料)。增深剂是来自欧励隆公司(orion)的炭黑corax。
55.虽然已经在本文中详细地描述了具体实施例,但是本领域技术人员将理解,可根据本披露内容的总体教导对那些细节的各种不同的修改和替代进行开发。相应地,所披露的特定安排意在仅为说明性的并且不限制将在所附权利要求书和其任何及所有等效物的整个广度中给出的本发明的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。