1.本实用新型涉及模具行位的技术领域,特别涉及一种电子烟油杯加工用塑胶模具的行位结构。
背景技术:
2.在传统的行位结构中,行位通常是根据产品倒扣镶件的抽芯方向来设计行位滑行的动作。对于用于生产电子烟油杯这类的多穴模具,采用这种的行为结构会加大产品之间排布的间距,模具排位大,使用的注塑机台大,生产成本高且稳定性差。
技术实现要素:
3.针对现有技术存在的问题,本实用新型的主要目的是提供一种电子烟油杯加工用塑胶模具的行位结构,旨在缩小电子烟油杯模具这类多穴模具的模具排位。
4.为实现上述目的,本实用新型提出的电子烟油杯加工用塑胶模具的行位结构,包括正交于产品倒扣镶件的抽芯方向滑动设置的行位和用于驱动所述行位移动的铲基,所述行位上设置有多个正交于产品倒扣镶件的抽芯方向设置的换向行位镶件,每一换向行位镶件上滑动设置有多个产品倒扣镶件,所述产品倒扣镶件与塑胶模具的后模仁沿抽芯方向滑动配合;
5.所述行位在铲基的驱动下带动换向行位镶件沿正交于产品倒扣镶件的抽芯方向移动时,所述换向行位镶件带动产品倒扣镶件沿抽芯方向动作。
6.可选地,所述换向行位镶件设有与所述产品倒扣镶件一一对应的斜导台,所述产品倒扣镶件的下部滑动卡合在所述斜导台上。
7.可选地,所述斜导台上设置第一卡口,所述产品倒扣镶件上设置与所述第一卡口对应的第二卡口,开模状态下所述第一卡口与所述第二卡口相互卡合。
8.可选地,所述换向行位镶件成对设置,且每对行位镶件呈对称设置。
9.本实用新型通过将行位正交于产品倒扣镶件的抽芯方向设置,并在行位上设置多个正交于产品倒扣镶件的抽芯方向设置的换向行位镶件,在各换向行位镶件设置多个产品倒扣镶件,同时令产品倒扣镶件与塑胶模具的后模仁沿抽芯方向滑动配合。由此,通过同一个换向行位镶件就能够实现同一列产品倒扣镶件的抽芯,使用一个铲基就能够实现全部全部换向行位镶件脱模,从而实现模具排位的缩小,进而实现使用更小的注塑机台生产,确保产品注塑成型的稳定性及成本的管控,提升生产效率,提高产品良率及生产效率。
10.且,采用的注塑机台的减小还利于控制物料在炮筒内的滞留时间,防止物料碳化,保证产品的品质及降低注塑成本。
附图说明
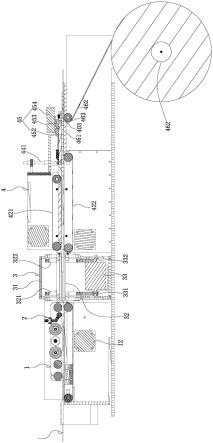
11.图1为本实用新型电子烟油杯加工用塑胶模具一实施例的结构示意图;
12.图2为本实用新型电子烟油杯加工用塑胶模具一实施例的分解示意图;
13.图3为本实用新型电子烟油杯加工用塑胶模具一实施例中产品成型镶件与产品倒扣镶件的配合示意图;
14.图4为本实用新型电子烟油杯加工用塑胶模具一实施例中行位机构的结构示意图;
15.图5为本实用新型电子烟油杯加工用塑胶模具一实施例中换向行位镶件的结构示意图;
16.图6为本实用新型电子烟油杯加工用塑胶模具一实施例中产品倒扣镶件的结构示意图;
17.图7为行位带动产品倒扣镶件抽芯的动作示意图。
具体实施方式
18.下面将结合本实用新型实施例中的中附图,对本实用新型实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.请参阅说明书附图1-7,在本实用新型实施例提出了一种电子烟油杯加工用塑胶模具,该塑胶模具包括后模仁100、镶件安装板300以及夹设在后模仁100与镶件安装板300之间的行位400板。镶件安装板300上设置有8个以2
×
4横纵排列的方式排布的产品成型镶件310,产品成型镶件310依次穿过行位400板和后模仁100。每一产品成型镶件310的前后两侧分别设有产品倒扣镶件110,后模仁100的底部设有与各个产品倒扣镶件110对应的滑槽,滑槽沿产品倒扣镶件110的抽芯方向设置,产品倒扣镶件110的上部滑动卡合在其对应的滑槽内。后模仁100、产品倒扣镶件110以及产品倒扣镶件110在合模时形成电子烟油杯的型腔。
20.在行位400板的左右两端分别设置一个行位400和用于驱动行位400移动的铲基500。行位400沿正交于产品倒扣镶件110的抽芯方向滑动设置在行位400板上,其上设置有四个平行设置换向行位镶件410,四个换向行位镶件410两两成对设置,每对换向行位镶件410对应两产品成型镶件310,且每对换向行位镶件410以其中间的两个产品成型镶件310的中心面呈对称设置。
21.各个换向行位镶件410设置有两斜导台410a,两产品成型镶件310同一侧的两个产品倒扣镶件110滑动卡合在该侧对应的产品成型镶件310的两个斜导台410a上,且产品倒扣镶件110上具有与斜导台410a的外斜面410c配合的内斜面110b,使得换向行位镶件410沿正交于抽芯方向移动时,能够通过外斜面410c和内斜面110b的配合向产品倒扣镶件110施加一个与抽芯方向同向的分力,从而驱动产品倒扣镶件110沿抽芯方向动作。
22.由于产品成型镶件310前后两侧的产品倒扣镶件110的抽芯方向动作相反,通过将产品成型镶件310两侧的换向行位镶件410对称设置,以此使得产品成型镶件310两侧的换向行位镶件410沿同一反向动作时,能够驱动产品成型镶件310前后两侧的产品倒扣镶件110以相反的方向抽芯。
23.本实用新型通过将行位400正交于产品倒扣镶件110的抽芯方向设置,并在行位400上设置多个正交于产品倒扣镶件110的抽芯方向设置的换向行位镶件410,在各换向行
位镶件410设置多个产品倒扣镶件110,同时令产品倒扣镶件110与塑胶模具的后模仁100沿抽芯方向滑动配合以限制产品倒扣镶件110在非抽芯方向上滑动。由此,通过同一个换向行位镶件410就能够实现同一列产品倒扣镶件110的抽芯,使用一个铲基500就能够实现全部全部换向行位镶件410脱模,从而实现模具排位的缩小,进而实现使用更小的注塑机台生产,确保产品注塑成型的稳定性及成本的管控,提升生产效率,提高产品良率及生产效率。
24.且,采用的注塑机台的减小还利于控制物料在炮筒内的滞留时间,防止物料碳化,保证产品的品质及降低注塑成本。
25.可选地,在本实施例中,在斜导台410a上设置第一卡口410b,在产品倒扣镶件110上设置与所述第一卡口410b对应的第二卡口110a。由此,在开模状态下可通过第一卡口410b与第二卡口110a的卡合配合来限制产品倒扣镶件110,避免位于模具中间的两个产品倒扣镶件110碰撞。
26.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种电子烟油杯加工用塑胶模具的行位结构,其特征在于,包括正交于产品倒扣镶件的抽芯方向滑动设置的行位和用于驱动所述行位移动的铲基,所述行位上设置有多个正交于产品倒扣镶件的抽芯方向设置的换向行位镶件,每一换向行位镶件上滑动设置有多个产品倒扣镶件,所述产品倒扣镶件与塑胶模具的后模仁沿抽芯方向滑动配合;所述行位在铲基的驱动下带动换向行位镶件沿正交于产品倒扣镶件的抽芯方向移动时,所述换向行位镶件带动产品倒扣镶件沿抽芯方向动作。2.如权利要求1所述的电子烟油杯加工用塑胶模具的行位结构,其特征在于,所述换向行位镶件设有与所述产品倒扣镶件一一对应的斜导台,所述产品倒扣镶件的下部滑动卡合在所述斜导台上。3.如权利要求2所述的电子烟油杯加工用塑胶模具的行位结构,其特征在于,所述斜导台上设置第一卡口,所述产品倒扣镶件上设置与所述第一卡口对应的第二卡口,开模状态下所述第一卡口与所述第二卡口相互卡合。4.如权利要求1所述的电子烟油杯加工用塑胶模具的行位结构,其特征在于,所述换向行位镶件成对设置,且每对行位镶件呈对称设置。
技术总结
本实用新型公开了一种电子烟油杯加工用塑胶模具的行位结构,将行位正交于产品倒扣镶件的抽芯方向设置,并在行位上设置多个正交于产品倒扣镶件的抽芯方向设置的换向行位镶件,在各换向行位镶件设置多个产品倒扣镶件,同时令产品倒扣镶件与塑胶模具的后模仁沿抽芯方向滑动配合。由此,通过同一个换向行位镶件就能够实现同一列产品倒扣镶件的抽芯,使用一个铲基就能够实现全部全部换向行位镶件脱模,从而实现模具排位的缩小,进而实现使用更小的注塑机台生产,确保产品注塑成型的稳定性及成本的管控,提升生产效率,提高产品良率及生产效率。率。率。
技术研发人员:卢兵全 杨芬平 黄立维 苗晓飞 李龙华 张光普 吴俊治
受保护的技术使用者:百汇精密塑胶模具(深圳)有限公司
技术研发日:2021.12.30
技术公布日:2022/7/22
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。