1.本实用新型涉及一种模具,尤其涉及一种料头自动弹出的模具。
背景技术:
2.模具,工业生产上用以注塑、吹塑、挤出和压铸或锻压成型、冶炼和冲压等方法得到所需产品的各种模子和工具,简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成,它主要通过所成型材料物理状态的改变来实现物品外形的加工,夹具是指机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置,又称卡具,从广义上说,在工艺过程中的任何工序,用来迅速、方便和安全地安装工件的装置,都可称为夹具。
3.在实际生产时,由于模具中料头长度等问题影响,会使料头连在拨料板上无法分离,此时通常需要手动分离,会影响加工效率并加大操作人员的负担。
技术实现要素:
4.本实用新型的目的在于提供一种结构简单的模具,可以使料头自动弹出。
5.为达到上述目的,本实用新型提供如下技术方案:
6.一种料头自动弹出的模具,包括:
7.定模组件,包括定模座板、固定连接所述定模座板的定模板,所述定模座板的中心位置上设有贯穿所述定模座板的定位环,所述定模板上设有与所述定位环中心位置对应的浇口以及自所述定模板一侧向所述定模板的内部凹陷的定模凹槽部,所述定模组件还包括收容于所述定模凹槽部的定模仁,所述定模仁固定于所述定模板内;
8.动模组件,包括动模座板、设置在所述动模座板上的垫圈以及固定连接所述垫圈的动模板,所述垫圈与动模座板、动模板共同围设成一收容空间,所述动模板自所述动模板一侧向所述动模板的内部凹陷的动模凹槽部,所述动模组件还包括收容于所述收容空间的顶出单元以及收容于所述动模凹槽部的动模仁,所述定模仁与动模仁配合形成成型型腔,;
9.导向组件,包括固定在所述定模座板上的导柱及套设在所述导柱上的导套,
10.所述浇口连接有浇筑管道,所述浇筑管道设置有至少一个料头,所述料头至少部分伸入所述成型型腔中,所述定模座板和定模凹槽部中间位置设置有拨料板,所述浇口位于所述拨料板中心位置,所述拨料板上设置有多组弹性组件,所述每组弹性组件包括弹性件和弹性销,所述弹性件的两端分别抵持所述拨料板与所述弹性销以将所述弹性销向所述动模组件方向抵持,所述拨料板向远离所述动模组件方向移动时,所述弹性件驱动所述弹性销弹出将所述料头弹出。
11.进一步地,所述模具还包括至少一个抓料针,所述抓料针与所述料头一对一相对设置。
12.进一步地,所述抓料针靠近所述料头的一端设置有凸块,所述料头靠近所述抓料针的一端设置有凹槽,所述凹槽与所述凸块相匹配。
13.进一步地,所述拨料板上自所述拨料板一侧向所述动模座板的内部凹陷的多个盖板凹槽部,所述每个盖板凹槽部内收容有盖板,所述盖板与所述弹性件连接。
14.进一步地,所述弹性件为弹簧。
15.进一步地,所述至少两个料头可伸入一个所述成型型腔。
16.进一步地,所述至少一个料头可伸入至少一个所述成型型腔。
17.进一步地,所述顶出单元还包括靠近所述动模座板设置的顶针推板、固定连接所述顶针推板的推板固定板,所述顶针贯穿所述推板固定板并朝向定模组件设置。
18.进一步地,所述顶出单元还包括定向组件,所述定向组件包括定向柱及设置在所述顶针推板和推板固定板内的定向套;
19.进一步地,所述顶出单元还包括复位单元,所述复位单元包括复位杆以及套设在所述复位杆上的弹簧。
20.本实用新型的有益效果在于:本技术文件的一种料头自动弹出的模具,在料头上设置有弹性组件,弹性组件包括弹性件和弹性销,通过弹性件和弹性销的配合使料头自动弹出,从而使得脱模简单,且模具配合精度高,使产品注射成型良好,无缺陷,成品尺寸公差及外观要求均达甚至并超过图纸要求,产品量产稳定,且同时伴随接触面积的增大,脱模时成型产品受力均匀,不会损害产品。
21.上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,以下以本实用新型的较佳实施例并配合附图详细说明如后。
附图说明
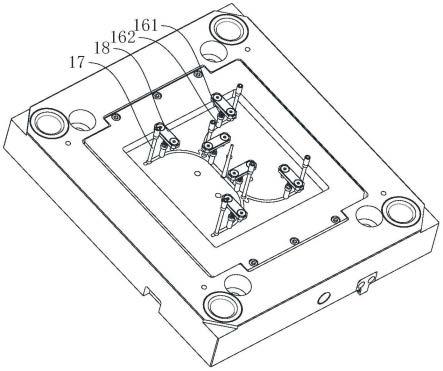
22.图1为本实用新型的整体示意图;
23.图2为本实用新型的第一立体示意图;
24.图3为本实用新型的另一部分立体示意图;
25.图4为本实施例的再一部分立体示意图;
具体实施方式
26.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的机构或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
28.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本
发明中的具体含义。
29.此外,下面所描述的本技术不同实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
30.本实用新型揭示了一种模具,该模具用于生产产品。
31.如图1至图4所示,模具包括定模组件1、动模组件2、固定组件3以及导向组件4,定模组件1与动模组件2位置相对,用以配合成型产品,导向组件4用于导向动模组件2和定模组件1的相对位置,确保不发生偏差以保证的质量。当使用本模具制备产品时,通过固定组件3固定定模组件1与动模组件2,使得两者都互相闭合,保证的精度。并且当本模具需要入库存放时,可以通过固定组件3固定定模组件1与动模组件2,使得两者都互相闭合,可以在保证的装配精度的同时避免模具的内部原件受到损坏。
32.具体的,定模组件1包括定模座板10,位于定模座板10下方且与定模座板10固定连接的定模板11。定模座板10的中心位置上设有贯穿定模座板10的定位环12,定模板11上设有与定位环12中心位置对应的浇口13以及自定模板11一侧向定模板11的内部凹陷的定模凹槽部(未图示),定位环12与注塑机上的炮台位置对应,用于导向炮台使得注塑机可以准确的将胶料注入模具内,浇口13用于引导注塑胶料进入模具内部。
33.定模组件1还包括收容于定模凹槽部的定模仁14,定模仁14用于与动模组件2配合以成型产品。
34.动模组件2包括动模座板20、对应垂直设置在动模座板20两侧的垫块21以及固定连接动模座板20和垫块21的动模板22,两个垫块21与动模座板20、动模板22共同围设成一收容空间。动模组件2还包括收容于收容空间内并固定于动模座板20上的4个支撑杆23,支撑杆23用于支撑动模板22,防止动模板22变形。动模板22自动模板22一侧向动模板22的内部凹陷的动模凹槽部(未图示)。动模组件2还包括收容于收容空间的顶出单元7以及收容于动模凹槽部的动模仁24和位于动模仁24内的多个动模型芯。动模座板20、垫块21、动模板22自下而上依次设置,定模座板10和定模板11自上而下依次设置,使得定模组件1与动模组件2可以相对配合。
35.动模组件2还包括收容于收容空间的顶出单元7,顶出单元7包括朝向定模组件1设置的顶针(未图示)、及推动所述顶针的顶针推板71。顶出状态下,顶针推动产品朝向定模组件1移动。
36.注塑机上设有顶杆(未图示),动模座板20上设有与顶杆配合的顶杆通孔253,顶杆穿过顶杆通孔253与顶针推板71抵接,因此当注塑机推动顶杆时,顶杆被推动并依次推动顶针推板71、顶针与顶推块27共同沿着顶杆的运动方向移动。顶针推板71还限位顶针的一端,从而顶推块27可以通过顶杆被推动以朝向定模组件1移动。顶推块27与被注塑的产品配合,在模具开模后,可以将产品从动模仁24上顶出。
37.顶出单元7还包括复位单元73,复位单元73包括复位杆731以及套设在复位杆731上的弹簧732,复位杆731及弹簧732设置为4个,均匀的分布在顶针推板71的4个边角上。复位杆731一端被限位在动模座板20与顶针推板71之间,另一端可自由的贯穿动模板22而与定模板11抵接,复位杆731围绕顶针设置,因此复位杆731可以导向顶针推板71和顶针,避免顶针移动歪斜而受到损坏。当顶针顶推产品时,复位杆731可辅助顶推动定模板11。弹簧732一部分深入动模板22以限位自身相对于动模板22的位置,另一部分凸出动模板22设置,且
凸出的部分抵接推板推板。当模具打开,顶针被注塑机的顶杆推出后,产品取出,顶杆退回,可通过的弹簧732的弹性力使得顶出单元7复位,模具合模。但是当弹簧732失效或者因为外部原因复位失败,此时模具合模,复位杆731可直接抵接定模板11上,从而避免顶针直接受合模的作用力,进而保护顶针不受损坏。
38.固定组件3包括固定条31,固定条31的两端设有固定孔,螺钉32或螺栓32通过两个固定孔将固定条31同时固定在定模板11和动模板22上,从而保证了定模组件1与动模组件2的相对位置不变。
39.导向组件4包括导柱41及套设在导柱41上的导套42。导柱41设置为4个,均匀分布在定模座板10的4个边角,并限位与定模座板10和注塑机之间。导柱41一端被卡合在定模座板10内,一端可自由的伸入至垫块21内。定模组件1和动模组件2均设有导套42,导套42与导柱41对应配合,均匀的分布在定模板11和动模板22的4个边角。当模具开模时,导柱41从动模板22中的导套42内脱离,动模组件2远离定模组件1,当模具闭模时,导柱41穿入动模板22中的导套42,动模组件2与定模组件1形成用于成型产品的型腔。
40.模具还包括注塑组件5,注塑组件包括注塑管道51和料头52,注塑管道51连接浇口13个料头52,料头52设置的个数为至少一个,在本实施例中,工共设置有4个料头52。需要说明的是,料头52至少部分伸入成型型腔中,可以至少两个料头52伸入一个成型型腔中形成一个产品,也可以至少一个料头51伸入至少一个成型型腔中形成多个产品,可以依据生产的产品进行适应性改动。当产品较大时,通常需要多个料头52,此时,料头52均匀分散在成型型腔四周,更好地提升效率形成产品,也使产品注塑形成更均匀。成型型腔可以为各种形状用于形成各种产品,可依据客户需求进行更改,故在此不进行限制。
41.定模座板10和定模凹槽部中间位置设置有拨料板(未图示),浇口13位于拨料板中心位置。拨料板上设置有多组弹性组件16,每组弹性组件16包括弹性件161和弹性销162,弹性件161的两端分别与拨料板和弹性销162抵持。在本实施例中,弹性件为弹簧。弹性销162在弹性件161发生形变使得弹性销162可相对动模组件2移动,当拨料板向远离动模组件2方向移动时,即产品脱模时,弹性件161驱动弹性销162弹出将料头52弹出。拨料板上自拨料板一侧向动模座板10的内部凹陷的多个盖板凹槽部(未图示),每个盖板凹槽部内收容有盖板18,盖板18与弹性件161的一端固定连接。
42.模具还包括至少一个抓料针17,抓料针17和料头52一对一相互设置。抓料针17的一端与定模座板10固定连接,另一端可滑动地贯穿过拨料板15。在注塑时,抓料针17与注塑组件5抵持,使料头52至少部分进入成项型腔中;在开模时,抓料针17抓取料头52并使料头52与成型型腔中的产品分离。抓料针17靠近对应料头52的一端设置有凸块(未图示),料头52靠近抓料针17的一端设置有凹槽(未图示),其中,凹槽和凸块相匹配。
43.在本实用新型中,当注塑机的炮台将材料通过浇口注入型腔时,可以成型产品,然后顶出单元中的顶针顶出带动顶块将产品顶出,至此完成整个注塑过程。
44.为了使成型的产品快速冷却成型且保持整个模具温度恒定,模具内还设置有循环水路,循环水路围绕所述成型型腔设置。具体的,为了保证产品的质量,在成型型腔的上方的定模板11内相对设置有两个循环水路(未图示),在成型型腔的下方的动模板22内设置有一个循环水路(未图示)。
45.导向组件3包括导柱31及套设在导柱上的导套。导柱31设置为4个,均匀分布在定
模座板10的4个边角,并限位与定模座板10和注塑机之间。导柱41一端被卡合在定模座板10内,一端可自由的伸入至垫块21内。定模组件1和动模组件2均设有导套,导套与导柱31对应配合,均匀的分布在定模坐板10和动模座板20的4个边角。当模具开模时,导柱31从动模板22中的导套内脱离,动模组件2远离定模组件1,当模具闭模时,导柱31穿入动模板22中的导套,动模组件2与定模组件1形成用于成型产品的型腔。
46.本实用新型的有益效果在于:本技术文件的一种料头自动弹出的模具,在料头上设置有弹性组件,弹性组件包括弹性件和弹性销,通过弹性件和弹性销的配合使料头自动弹出,从而使得脱模简单,且模具配合精度高,使产品注射成型良好,无缺陷,成品尺寸公差及外观要求均达甚至并超过图纸要求,产品量产稳定,且同时伴随接触面积的增大,脱模时成型产品受力均匀,不会损害产品。
47.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
48.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。