:
1.本实用新型涉及贴胶技术领域,特指一种并排式自动贴胶设备。
背景技术:
2.由于led发光模组都是将几十个led单元模组用软导线串接起来使用,即形成led灯串使用;而在贴背胶工序前,led单元模组已加工成成串的led发光模组,因为led单元模组之间是采用软导线连接,导致每个led单元模组的背面所在方向不能一致,而背胶需要贴在led单元模组的背面,因此,目前市场上的贴胶工序大多为纯手工作业,纯手工作业就会生产效率低下,造成产品生产成本高。当然,也存在贴胶装置,但是这些贴胶装置也都是半自动,其需要人工将led 单元模组调整好正反面后,再放入贴胶设备中,由贴胶设备在led单元模组反面 (即背面)贴背胶,以完成贴背胶工序,由于半自动设备作业也需要人工参与, 虽然效率有所提升,但是也是一人操作一台机器,效率和人员的熟练程度息息相关,且采用人工之间上料到贴背装置,以致存在设备伤人的安全风险,因此生产效率也受到很大限制,不利于提高市场竞争力。
3.有鉴于此,本发明提出以下技术方案。
技术实现要素:
4.本实用新型的目的在于克服现有技术的不足,提供一种并排式自动贴胶设备。
5.为了解决上述技术问题,本实用新型采用了下述技术方案:该并排式自动贴胶设备包括用于对成串的led发光模组进行上料的自动上料装置、用于检测led 发光模组中每个led单元模组正反面的正反面识别装置、用于将方向错误的led 单元模组进行翻转换向的翻转换向装置、以及安装于该翻转换向装置旁侧并用于对led单元模组贴背胶的贴胶装置,所述贴胶装置包括设置于翻转换向装置后端的第二机架、安装于该第二机架内并用于上下夹紧led单元模组以传送led单元模组的传送机构、安装于第二机架内并用于推动传送机构中传送的led单元模组水平转动的转向机构、安装于第二机架内并用于检测led单元模组是否平行的平行对齐机构、用于驱使转向后的led单元模组并列排列在一起的推出机构和用于对多个led单元模组同时贴背胶的贴胶机构。
6.进一步而言,上述技术方案中,所述传送机构包括有上下层叠安装于第二机架内的上传送带和下传送带、以及分别用于驱动该上传送带和下传送带转动的第一电机组件和第二电机组件,该上传送带内穿设有上固定销,该下传送带内穿设有下固定销,该上固定销的端部与下固定销的端部通过弹簧连接,使上传送带和下传送带之间形成可夹紧led单元模组的传送间隔。
7.进一步而言,上述技术方案中,所述转向机构包括有并列安装于第二机架一侧的第一转向气缸和第二转向气缸以及并列安装于第二机架另一侧的第三转向气缸和第四转向气缸,该第一转向气缸和第二转向气缸分别与第三转向气缸和第四转向气缸对称分布,第一转向气缸和第四转向气缸同时工作以分别推动led单元模组一侧的前端和led单元模
组另一侧的后端,从而驱使该led单元模组转动;或者是,第二转向气缸和第三转向气缸同时工作以分别推动led单元模组一侧的后端和led单元模组另一侧的前端,从而驱使该led单元模组转动。
8.进一步而言,上述技术方案中,所述平行对齐机构包括有安装于第二机架后端并可升降的对齐架以及安装于该对齐架下端两侧并分别用于与led单元模组前后两端接触的第一传感器和第二传动器。
9.进一步而言,上述技术方案中,所述推出机构包括有安装于第二机架后端的滑槽板、以可滑动的方式安装于该滑槽板上并用于驱动对齐架向上移动的推动座、用于驱动该推动座前后移动的凸轮和用于驱动该凸轮旋转的推出电机。
10.进一步而言,上述技术方案中,所述贴胶机构包括安装于第二机架后端的贴胶平台并位于滑槽板下方的导向贴胶平台、用于导向背胶胶带并可收缩的导向转筒和安装于导向贴胶平台下端并用于防止背胶胶带卷的轴筒,该导向贴胶平台具有供led单元模组滑动的贴胶通道,且该贴胶通道前端设置有呈喇叭状的导向口,且该贴胶平台前端设置有与导向口连通的窗口,该背胶胶带绕过导向转筒后贴合贴胶通道底部穿出贴胶平台。
11.进一步而言,上述技术方案中,所述正反面识别装置包括有支架、中部通过轴体以可转动的方式安装于该支架下端的压轮杆和安装于该压轮杆下端并可旋转的压轮、安装于该压轮杆上端的磁铁以及固定安装于该支架下端并与磁铁适配的霍尔元件;所述压轮杆下端设置有第一凹槽,所述压轮以可转动的方式安装于该第一凹槽内,并且压轮外围还伸出于第一凹槽外以用于与led单元模组接触;所述压轮杆上端设置有第二凹槽,该第二凹槽内侧内壁均设置有所述的磁铁,所述霍尔元件置于该第二凹槽内,并位于磁铁旁侧。
12.进一步而言,上述技术方案中,所述正反面识别装置设置于该自动上料装置的后端;所述自动上料装置与翻转换向装置之间还设置有翻转位置传感器,该翻转位置传感器包括有安装板、若干安装于该安装板上端的红外发射管、若干安装于该安装板下端的红外接收管,且该安装板上设置有供led单元模组穿过的开口,该红外发射管和红外接收管分别分布于该开口上下边缘处。
13.进一步而言,上述技术方案中,所述翻转换向装置包括有第一机架、以可旋转的方式安装于该第一机架内的翻转换向架和用于驱动该翻转换向架旋转的翻转驱动电机、对称安装于该翻转换向架内的第一传送带和第二传送带、安装于该翻转换向架中并用于驱动该第一传送带转动的第一传送电机、安装于该翻转换向架中并用于驱动该第二传送带转动的第二传送电机,该第一传送带与第二传送带之间形成用于传送led单元模组的第一传送间隔;所述翻转驱动电机两端分别设置有同步转动的第一转轴和第二转轴,该第一转轴和第二转轴上分别设置有第一小皮带轮和第二小皮带轮;所述翻转换向架两端分别设置有第一大皮带轮和第二大皮带轮,该第一小皮带轮与第一大皮带轮之间连接有第一皮带,该第二小皮带轮与第二大皮带轮之间连接有第二皮带。
14.进一步而言,上述技术方案中,所述自动上料装置包括有机座、对称安装于该机座前端的第一导向板和第二导向板、安装于该机座上的上料皮带和用于驱动该上料皮带转动的上料电机、安装于该上料皮带上方的滚筒,该第一导向板和第二导向板之间形成有供led单元模组穿过的第一间隔,该滚筒与上料皮带之间形成有供led单元模组穿过的第二间隔;所述机座上还设置有对中机构,该对中机构位于滚筒旁侧,并位于该上料皮带上方;所述对
中机构包括有以可调节相对位置的方式安装于该机座上的第一对中板和第二对中板、若干安装于该第一对中板和第二对中板之间的对中滚轮,该对中滚轮位于上料皮带上方。
15.采用上述技术方案后,本实用新型与现有技术相比较具有如下有益效果:本实用新型能够实现自动上料自动贴胶,且能够同时对多个led单元模组贴背胶,其贴胶效率极高,且一个人操作3-5台设备,对操作人员的专业性和熟练程度几乎没有要求,与现有的半自动贴胶装置相比,可大幅减低人工成本,并且极大地提高了生产效率,还降低了人工劳动强度,保证贴胶质量,且因为不需要人工放料到贴胶装置内,所以不会发生机器伤人的安全事故,操作起来更加安全。
附图说明:
16.图1是本实用新型的立体图;
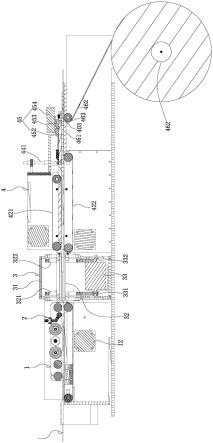
17.图2是本实用新型的剖视图;
18.图3是本实用新型中正反面识别装置的立体图;
19.图4是本实用新型中正反面识别装置的立体分解图;
20.图5是本实用新型中翻转位置传感器的立体图;
21.图6是本实用新型中翻转换向装置的立体图;
22.图7是本实用新型中正反面识别装置与自动上料装置的装配图;
23.图8是本实用新型中贴胶装置的立体图;
24.图9是本实用新型中贴胶装置的内部结构图;
25.图10是本实用新型中转向机构与平行对齐机构、推出机构的装配图;
26.图11是本实用新型中平行对齐机构与推出机构的装配图。
具体实施方式:
27.下面结合具体实施例和附图对本实用新型进一步说明。
28.见图1-11所示,为一种并排式自动贴胶设备,其包括用于对成串的led发光模组100进行上料的自动上料装置1、用于检测led发光模组100中每个led 单元模组101正反面的正反面识别装置2、用于将方向错误的led单元模组101 进行翻转换向的翻转换向装置3、以及安装于该翻转换向装置3旁侧并用于对led 单元模组101贴背胶的贴胶装置4,所述贴胶装置4包括设置于翻转换向装置3 后端的第二机架41、安装于该第二机架41内并用于上下夹紧led单元模组101 以传送led单元模组101的传送机构42、安装于第二机架41内并用于推动传送机构42中传送的led单元模组101水平转动的转向机构43、安装于第二机架41 内并用于检测led单元模组101是否平行的平行对齐机构44、用于驱使转向后的led单元模组101并列排列在一起的推出机构45和用于对多个led单元模组 101同时贴背胶的贴胶机构46。本实用新型工作时,将led发光模组100的第一个led单元模组101放入自动上料装置1,并由自动上料装置1控制向前传送,以此实现对成串的led发光模组100进行上料;然后由正反面识别装置2检测 led发光模组100中每个led单元模组101正反面,当检测到led单元模组101 的反面(即背面)朝上时,翻转换向装置3则对led单元模组101进行翻转换向,驱使led单元模组101的反面(即背面)朝下;当检测到led单元模组101的正面朝上时,此时翻转换向装置3不工作,led单元模组101正常通过翻转换向装置3,最终保证通过翻转换向装置3
后的led单元模组101均处于反面(即背面) 朝下的状态,以便后期贴胶装置4对led单元模组101贴背胶,完成上料自动贴胶工序;后期贴胶装置4对led单元模组101贴背胶时,led单元模组101先进入传送机构42,并由传送机构42上下夹紧led单元模组101以传送led单元模组101,同时,该转向机构43推动传送机构42中传送的led单元模组101水平转动,并且由平行对齐机构44检测led单元模组101是否平行,当检测到led 单元模组101处于平行状态时,推出机构45驱使转向后的led单元模组101并列排列在一起,并由贴胶机构46对多个led单元模组101同时贴背胶,也就是说,本实用新型能够实现自动上料自动贴胶,且能够同时对多个led单元模组101 贴背胶,其贴胶效率极高,且一个人操作3-5台设备,对操作人员的专业性和熟练程度几乎没有要求,与现有的半自动贴胶装置相比,可大幅减低人工成本,并且极大地提高了生产效率,还降低了人工劳动强度,保证贴胶质量,且因为不需要人工放料到贴胶装置内,所以不会发生机器伤人的安全事故,操作起来更加安全。
29.所述自动上料装置1包括有机座11、对称安装于该机座11前端的第一导向板12和第二导向板13、安装于该机座11上的上料皮带14和用于驱动该上料皮带14转动的上料电机15、安装于该上料皮带14上方的滚筒16,该第一导向板 12和第二导向板13之间形成有供led单元模组101穿过的第一间隔,该滚筒16 与上料皮带14之间形成有供led单元模组101穿过的第二间隔,该led单元模组101穿入该第二间隔,并由第一导向板12和第二导向板13的限位,保证传送的稳定性,并且不会出现跑偏的现象;且上料皮带14在不断的转动过程中,能够将led单元模组101稳定的向前传送,达到自动上料的目的。
30.所述机座11上还设置有对中机构17,该对中机构17位于滚筒16旁侧,并位于该上料皮带14上方;所述对中机构17包括有以可调节相对位置的方式安装于该机座11上的第一对中板171和第二对中板172、若干安装于该第一对中板 171和第二对中板172之间的对中滚轮173,该对中滚轮173位于上料皮带14上方。对中机构17采用对中滚轮173压在led单元模组101上,以此可进一步保证led单元模组101在传送的过程中不会跑偏,达到对中的目的,并且使led单元模组101精准进入到正反面识别装置2。
31.所述led发光模组100包括有多个led单元模组101以及串联连接于相邻两个led单元模组101之间的软导线103。该led单元模组101的正面形成有凸起 102,而led单元模组101的反面(即背面)没有凸起,即为平面。
32.所述正反面识别装置2包括有支架21、中部通过轴体以可转动的方式安装于该支架21下端的压轮杆22和安装于该压轮杆22下端并可旋转的压轮23、安装于该压轮杆22上端的磁铁24以及固定安装于该支架21下端并与磁铁24适配的霍尔元件25。正反面识别装置2工作时,该压轮23压在led发光模组100上端面,当led单元模组101反面(即背面)朝上时,由于led单元模组101反面 (即背面)为平面,以致压轮23不会上下起伏,以致该磁铁24与霍尔元件25 之间不会相对移动,以致霍尔元件25不会感应到信号变化而不会触发,判断为 led单元模组101反面(即背面)朝上;当led发光模组100正面朝上时,由于 led发光模组100正面形成有凸起102,以致压轮23会上下起伏,以致该磁铁 24与霍尔元件25之间相对移动,以致霍尔元件25感应到信号变化而触发,判断为led发光模组100正面朝上。
33.所述压轮杆22下端设置有第一凹槽221,所述压轮23以可转动的方式安装于该第一凹槽221内,并且压轮23外围还伸出于第一凹槽221外以用于与led 单元模组101接触;所述压轮杆22上端设置有第二凹槽222,该第二凹槽222 内侧内壁均设置有所述的磁铁24,所
述霍尔元件25置于该第二凹槽222内,并位于磁铁24旁侧,以致使磁铁24与霍尔元件25发生移动后,该霍尔元件25感应到信号变化而触发。
34.所述正反面识别装置2设置于该自动上料装置1的后端;所述自动上料装置 1与翻转换向装置3之间还设置有翻转位置传感器30,该翻转位置传感器30包括有安装板301、若干安装于该安装板301上端的红外发射管302、若干安装于该安装板301下端的红外接收管303,且该安装板301上设置有供led单元模组 101穿过的开口304,该红外发射管302和红外接收管303分别分布于该开口304 上下边缘处。当led单元模组101经过该翻转位置传感器30的开口304后,该红外发射管302发出的红外线会被挡住,而不能被红外接收管303接收,以此实现判断为有led单元模组101经过,并且当正反面识别装置2判断led单元模组 101反面朝上时,在此条件下,该翻转换向装置3才会实现翻转换向工作。
35.所述翻转换向装置3包括有第一机架31、以可旋转的方式安装于该第一机架31内的翻转换向架32和用于驱动该翻转换向架32旋转的翻转驱动电机33、对称安装于该翻转换向架32内的第一传送带34和第二传送带35、安装于该翻转换向架32中并用于驱动该第一传送带34转动的第一传送电机36、安装于该翻转换向架32中并用于驱动该第二传送带35转动的第二传送电机37,该第一传送带34与第二传送带35之间形成用于传送led单元模组101的第一传送间隔。该led单元模组101经过第一传送带34与第二传送带35之间形成的第一传送间隔,并由该第一传送带34与第二传送带35对led单元模组101实现传送,当正反面识别装置2判断led发光模组100正面朝上时,翻转驱动电机33不工作,该led单元模组101直接由第一传送带34与第二传送带35配合传送出来;当正反面识别装置2判断led单元模组101反面朝上时,翻转驱动电机33工作以驱动该翻转换向架32进行180
°
换向,使led单元模组101反面朝上,再由第一传送带34与第二传送带35配合将该led单元模组101传送出来。
36.所述第一传送带34和第二传送带35均以可调节相对位置的方式安装于该翻转换向架32中,使第一传送带34与第二传送带35之间形成的第一传送间隔的大小可调节,以满足不同大小的led单元模组101的传送要求。
37.所述翻转驱动电机33两端分别设置有同步转动的第一转轴331和第二转轴 332,该第一转轴331和第二转轴332上分别设置有第一小皮带轮和第二小皮带轮;所述翻转换向架32两端分别设置有第一大皮带轮321和第二大皮带轮322,该第一小皮带轮与第一大皮带轮321之间连接有第一皮带323,该第二小皮带轮与第二大皮带轮322之间连接有第二皮带324,以致该翻转驱动电机33能够同时驱动第一小皮带轮和第二小皮带轮同步工作,以此稳定驱动翻转换向架32旋转。
38.所述传送机构42包括有上下层叠安装于第二机架41内的上传送带421和下传送带422、以及分别用于驱动该上传送带421和下传送带422转动的第一电机组件423和第二电机组件424,该上传送带421内穿设有上固定销425,该下传送带422内穿设有下固定销426,该上固定销425的端部与下固定销426的端部通过弹簧427连接,使上传送带421和下传送带422之间形成可夹紧led单元模组101的传送间隔。led单元模组101穿过该上传送带421和下传送带422之间形成的传送间隔时,由于上固定销425压住上传送带421,而下固定销426压住下传送带422,且上固定销425的端部与下固定销426的端部通过弹簧427连接,以致上传送带421和下传送带422能够保持紧密贴合以平稳传送led单元模组 101。
39.所述转向机构43包括有并列安装于第二机架41一侧的第一转向气缸431和第二转
向气缸432以及并列安装于第二机架41另一侧的第三转向气缸433和第四转向气缸434,该第一转向气缸431和第二转向气缸432分别与第三转向气缸 433和第四转向气缸434对称分布,换句话或,第一转向气缸431和第四转向气缸434对角分布,第二转向气缸432和第三转向气缸433也是对角分布。当第一转向气缸431和第四转向气缸434同时工作以分别推动led单元模组101一侧的前端和led单元模组101另一侧的后端,从而驱使该led单元模组101转动;或者是,第二转向气缸432和第三转向气缸433同时工作以分别推动led单元模组 101一侧的后端和led单元模组101另一侧的前端,从而驱使该led单元模组101 转动。
40.所述平行对齐机构44包括有安装于第二机架41后端并可升降的对齐架441 以及安装于该对齐架441下端两侧并分别用于与led单元模组101前后两端接触的第一传感器和第二传动器443。当该第一传感器和第二传动器443能够同时接触同一个led单元模组101时,则证明led单元模组101处于平行状态。
41.所述推出机构45包括有安装于第二机架41后端的滑槽板451、以可滑动的方式安装于该滑槽板451上并用于驱动对齐架441向上移动的推动座452、用于驱动该推动座452前后移动的凸轮453和用于驱动该凸轮453旋转的推出电机 454。凸轮453下端形成有一凸轴,而推动座452后端设置有条形槽,凸轴卡入该条形槽内,当推出电机454驱动该凸轮453旋转时,该凸轮453通过凸轴与条形槽的配合将驱动该推动座452移动,以此实现推动该对齐架441向上移动,使第一传感器和第二传动器443离开上一个led单元模组101,当上传送带421和下传送带422配合将上一个led单元模组101推送至贴胶机构46后,该推动座 452复位,而对齐架441及第一传感器和第二传动器443在其自身重力作用下自动下降,使第一传感器和第二传动器443压下下一个led单元模组101,以检测下一个led单元模组101的平行度。
42.所述贴胶机构46包括安装于第二机架41后端的贴胶平台461并位于滑槽板 451下方的导向贴胶平台461、用于导向背胶胶带462并可收缩的导向转筒463 和安装于导向贴胶平台461下端并用于防止背胶胶带卷的轴筒464,该导向贴胶平台461具有供led单元模组101滑动的贴胶通道401,且该贴胶通道401前端设置有呈喇叭状的导向口402,且该贴胶平台461前端设置有与导向口402连通的窗口403,该背胶胶带462绕过导向转筒463后贴合贴胶通道401底部穿出贴胶平台461,且该背胶胶带462也被其它机构拉动以移动,以致该背胶胶带462 能够不断的黏在led单元模组101背面。
43.综上所述,本实用新型工作时,将led发光模组100的第一个led单元模组 101放入自动上料装置1,并由自动上料装置1控制向前传送,以此实现对成串的led发光模组100进行上料;然后由正反面识别装置2检测led发光模组100 中每个led单元模组101正反面,当检测到led单元模组101的反面(即背面) 朝上时,翻转换向装置3则对led单元模组101进行翻转换向,驱使led单元模组101的反面(即背面)朝下;当检测到led单元模组101的正面朝上时,此时翻转换向装置3不工作,led单元模组101正常通过翻转换向装置3,最终保证通过翻转换向装置3后的led单元模组101均处于反面(即背面)朝下的状态,以便后期贴胶装置4对led单元模组101贴背胶,完成上料自动贴胶工序;后期贴胶装置4对led单元模组101贴背胶时,led单元模组101先进入传送机构42,并由传送机构42上下夹紧led单元模组101以传送led单元模组101,同时,该转向机构43推动传送机构42中传送的led单元模组101水平转动,并且由平行对齐机构44检测led单元模组101是否平行,当检测到led单元模组101处于平行状态时,推出机构45驱使转向后的led单元模组101并列排列在一起,并由贴胶机构46
对多个led单元模组101同时贴背胶,也就是说,本实用新型能够实现自动上料自动贴胶,且能够同时对多个led单元模组101贴背胶,其贴胶效率极高,且一个人操作3-5台设备,对操作人员的专业性和熟练程度几乎没有要求,与现有的半自动贴胶装置相比,可大幅减低人工成本,并且极大地提高了生产效率,还降低了人工劳动强度,保证贴胶质量,且因为不需要人工放料到贴胶装置内,所以不会发生机器伤人的安全事故,操作起来更加安全。
44.当然,以上所述仅为本实用新型的具体实施例而已,并非来限制本实用新型实施范围,凡依本实用新型申请专利范围所述构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型申请专利范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。