一种h13钢表面梯度复合涂层及其制备方法
技术领域
1.本发明属于金属表面改性及再制造技术领域,具体涉及一种h13钢表面梯度复合涂层及其制备方法。
背景技术:
2.h13钢常被用来制作热挤压模、锻模等热作模具。在使用过程中,模具表面常出现磨损、开裂等形式的失效。为延长模具服役周期,降低生产成本,常用电弧堆焊及等离子喷涂等方法对h13模具表面进行改性及再制造。电弧堆焊方法能量输入大,对基体的热影响大,易造成涂层组织粗大及基体变形;等离子喷涂涂层与基体为机械、半机械结合,且涂层厚度较薄,不能满足使用要求。激光熔覆作为一种材料表面改性及再制造的先进制造技术,具有能量集中、对基体热影响小、涂层组织致密、可实现梯度送粉等特点;然而,由于激光熔覆加热及冷却速度极快,使得成形过程温度梯度及冷却速率很大,尤其是多层熔覆时,更易导致涂层开裂。
3.鉴于以上原因,特提出本发明。
技术实现要素:
4.为了解决现有技术存在的以上问题,本发明提供了一种h13钢表面梯度复合涂层及其制备方法,本发明方法制备的h13钢表面梯度复合涂层利用不同位置材料的不同特性,使底层与基体结合性能好,中间过渡层韧性好、强度高,表层硬度高、耐磨性好,熔覆层无开裂等缺陷,从而达到零件不同部位的性能要求。
5.本发明的第一目的,提供了一种h13钢表面梯度复合涂层,所述的梯度复合涂层从基体至表层依次为316l涂层、stellite6涂层和h13合金 碳化钨涂层。
6.进一步的,所述的h13合金 碳化钨涂层中碳化钨的质量分数为10.00-20.00%。
7.进一步的,按照质量百分比,所述的316l涂层由316l合金粉末制成,所述的316l合金粉末由如下成分制成:c≤0.03%,cr 16.00-18.00%,si≤1.00%,mn≤2.00%,mo 2.00-3.00%,ni 10.00-14.00%,余量为fe;
8.所述的stellite6涂层由stellite6合金粉末制成,所述的stellite6合金粉末由如下成分制成:c 0.90-1.40%,cr 28.00-32.00%,si≤1.10%,mn 0.50-2.00%,mo 1.00-1.50%,w 3.50-5.50%,fe≤3.00%,ni≤3.00%,余量为co;
9.h13合金 碳化钨涂层由h13合金粉末和碳化钨制成,所述的h13合金粉末由如下成分制成:c 0.32-0.45%,cr 4.75-5.50%,si 0.80-1.20%,mn 0.20-0.50%,mo 1.10-1.75%,v 0.80-1.20%,余量为fe。
10.进一步的,所述的316l合金粉末、stellite6合金粉末和h13合金粉末粒径均为45-105μm。
11.本发明的第二目的,提供了一种所述的h13钢表面梯度复合涂层的制备方法,所述方法包括如下步骤:
12.(1)按照质量百分比,取316l涂层、stellite6涂层和h13合金 碳化钨涂层各层中的原料放入不同的送粉器中;
13.(2)对h13钢表面进行打磨,再用丙酮或乙醇冲洗后吹干;
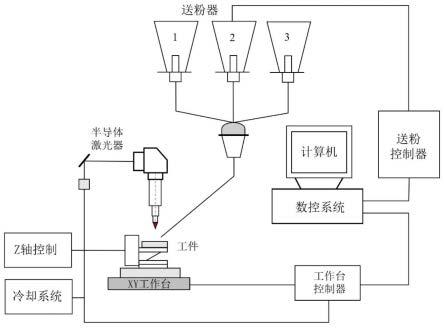
14.(3)将处理后的h13钢基体表面预热,在氩气保护下,采用半导体激光器和3轴送粉方式进行激光熔覆,依次进行316l涂层、stellite6涂层和h13合金 碳化钨涂层的涂覆,冷却至室温,得到所述的h13钢表面梯度复合涂层。
15.进一步的,步骤(2)采用400-1000目砂纸对h13钢表面进行打磨。
16.进一步的,步骤(3)中将h13钢基体预热至200-300℃。
17.进一步的,步骤(3)中激光功率为1200-1500w,扫描速率150-250mm/min,光斑半径为2-4mm,搭接率25-40%,送粉速率3-4g/min。
18.本发明的第三目的,提供了一种所述的h13钢表面梯度复合涂层在h13钢热作模具中的应用。
19.本发明的h13钢表面梯度复合涂层制备过程中采用的装置都属于现有技术。本发明中所述的3轴送粉方式具体为采用不同的送粉器针对不同的涂层分别送粉进行激光熔覆。本发明中316l涂层、stellite6涂层或h13合金 碳化钨涂层可以是一层或多层,根本实际需要进行设置即可。
20.与现有技术相比,本发明的有益效果为:
21.(1)本发明在h13钢表面制备316l、stellite6和h13合金 碳化钨复合涂层,采用梯度复合涂层使基底层与基体及梯度复合涂层间呈冶金结合,中间过渡层韧性好、强度高,且不易开裂;表面层硬度高、耐磨性好,h13钢表面梯度复合涂层避免了采用传统工艺方法进行表面改性及修复时基体热变形及热影响及激光多层熔覆时易开裂等缺点,可以在h13钢表面获得无气孔、裂纹等缺陷的全密度梯度复合涂层;
22.(2)本发明的方法通过基体预热的方式减小熔覆层温度梯度及冷却速率,抑制熔覆层开裂倾向,本发明的方法可以用于h13钢表面改性及模具再制造领域。该方法简单、易于操作和控制,采用不同送粉器在熔覆层不同部位熔覆不同成分的材料,可实现零件不同部位性能的定制,对于改善h13钢零件表面性能及延长模具使用寿命、降低生产成本具有重要意义。
附图说明
23.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
24.图1是本发明的h13钢表面梯度复合涂层的制备工艺示意图;
25.图2是本发明实施例1制备的h13钢表面梯度复合涂层的显微组织图。
具体实施方式
26.为使本发明的目的、技术方案和优点更加清楚,下面将对本发明的技术方案进行详细的描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基
2.80%,ni 2.90%,余量为co;
43.h13合金 碳化钨涂层由h13合金粉末和碳化钨制成,所述的h13合金粉末由如下成分制成:c 0.39%,cr 5.00%,si 1.00%,mn 0.35%,mo 1.43%,v 1.0%,余量为fe;所述的h13合金 碳化钨涂层中碳化钨的质量分数为15.00%;
44.所述的316l合金粉末、stellite6合金粉末和h13合金粉末粒径均为45-105μm。
45.本实施例的h13钢表面梯度复合涂层制备方法如下:
46.(1)按照质量百分比,取316l涂层、stellite6涂层和h13合金 碳化钨涂层各层中的原料放入不同的送粉器中;
47.(2)从损伤的h13钢热锻模块中截取200mm
×
100mm
×
15mm的试样,采用400-1000目砂纸对h13钢表面进行打磨,再用丙酮冲洗后吹干;
48.(3)将处理后的h13钢基体表面预热,预热温度至250℃,在氩气保护下,采用半导体激光器和3轴送粉方式进行激光熔覆,依次进行316l涂层、stellite6涂层和h13合金 碳化钨涂层的涂覆,涂覆2层316l涂层,涂覆2层stellite6涂层,涂覆1层h13合金 碳化钨涂层,激光功率为1350w,扫描速率200mm/min,光斑半径为3mm,搭接率30%,送粉速率3.50g/min,采用耐高温石棉覆盖缓冷至室温,得到无气孔、裂纹等缺陷的全密度梯度h13钢表面梯度复合涂层。
49.实施例3
50.本实施例的一种h13钢表面梯度复合涂层,所述的梯度复合涂层从基体至表层依次为316l涂层、stellite6涂层和h13合金 碳化钨涂层;
51.其中,所述的316l涂层由316l合金粉末制成,所述的316l合金粉末由如下成分制成:c 0.03%,cr 17.00%,si 1.00%,mn 1.90%,mo 2.50%,ni 14.00%,余量为fe;
52.所述的stellite6涂层由stellite6合金粉末制成,所述的stellite6合金粉末由如下成分制成:c 1.4%,cr 32.00%,si 1.10%,mn 2.00%,mo 1.50%,w 5.50%,fe 3.00%,ni 3.00%,余量为co;
53.h13合金 碳化钨涂层由h13合金粉末和碳化钨制成,所述的h13合金粉末由如下成分制成:c 0.45%,cr 5.5%,si 1.20%,mn 0.50%,mo 1.75%,v 1.20%,余量为fe;所述的h13合金 碳化钨涂层中碳化钨的质量分数为10%;
54.所述的316l合金粉末、stellite6合金粉末和h13合金粉末粒径均为45-105μm。
55.本实施例的h13钢表面梯度复合涂层制备方法如下:
56.(1)按照质量百分比,取316l涂层、stellite6涂层和h13合金 碳化钨涂层各层中的原料放入不同的送粉器中;
57.(2)从损伤的h13钢热锻模块中截取200mm
×
100mm
×
15mm的试样,采用400-1000目砂纸对h13钢表面进行打磨,再用丙酮冲洗后吹干;
58.(3)将处理后的h13钢基体表面预热,预热温度至300℃,在氩气保护下,采用半导体激光器和3轴送粉方式进行激光熔覆,依次进行316l涂层、stellite6涂层和h13合金 碳化钨涂层的涂覆,涂覆2层316l涂层,涂覆2层stellite6涂层,涂覆1层h13合金 碳化钨涂层,激光功率为1500w,扫描速率250mm/min,光斑半径为4mm,搭接率40%,送粉速率4.00g/min,采用耐高温石棉覆盖缓冷至室温,得到无气孔、裂纹等缺陷的全密度梯度h13钢表面梯度复合涂层。
59.对比例1
60.本对比例的h13钢表面梯度复合涂层制备方法与实施例1相同,不同之处在于,将316l涂层替换为stellite6涂层。
61.对比例2
62.本对比例的h13钢表面梯度复合涂层制备方法与实施例1相同,不同之处在于,将stellite6涂层替换为316l涂层。
63.对比例3
64.本对比例的h13钢表面梯度复合涂层制备方法与实施例1相同,不同之处在于,去掉h13合金 碳化钨涂层。
65.对比例4
66.本对比例的h13钢表面梯度复合涂层制备方法与实施例1相同,不同之处在于,h13合金 碳化钨涂层中碳化钨的含量为0%或40%。
67.对比例5
68.本对比例的h13钢表面梯度复合涂层与实施例1相同,不同之处在于,制备方法步骤(3)中h13钢基体表面不进行预热处理。
69.对比例6
70.本对比例的h13钢表面梯度复合涂层与实施例1相同,不同之处在于,制备方法步骤(3)中激光功率为1000w或2500w。
71.对比例7
72.本对比例的h13钢表面梯度复合涂层与实施例1相同,不同之处在于,制备方法步骤(3)中扫描速率为300mm/min。
73.对比例8
74.本对比例的h13钢表面梯度复合涂层与实施例1相同,不同之处在于,制备方法步骤(3)中预热温度为400℃。
75.试验例1
76.对实施例1-3和对比例1-8制备的复合涂层按照实施例1的方法测定显微组织图,结果见表1。
77.表1
78.[0079][0080][0081]
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何
熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。