1.本发明涉及钣金加工技术领域,特别涉及一种多工位精密钣金加工用折弯装置及其方法。
背景技术:
2.钣金加工是钣金技术职员需要把握的枢纽技术,也是钣金制品成形的重要工序。钣金加工是包括传统的切割下料、冲裁加工、弯压成形等方法及工艺参数,又包括各种冷冲压模具结构及工艺参数、各种设备工作原理及操纵方法,还包括新冲压技术及新工艺。零件金属板材加工就叫钣金加工,金属板材加工就叫钣金加工。具体譬如利用板材制作烟囱、铁桶、油箱油壶、通风管道、弯头大小头、天圆地方、漏斗形等,主要工序有剪切、折弯扣边、弯曲成型、焊接、铆接等,需要一定几何知识。钣金件就是薄板五金件,也就是可以通过冲压,弯曲,拉伸等手段来加工的零件,一个大体的定义就是在加工过程中厚度不变的零件。相对应的是铸造件,锻压件,机械加工零件等。现有的钣金加工用折弯装置在对钣金进行折弯时缺乏有效的固定夹持机构,导致钣金进行折弯时容易发生折弯错位的问题,影响钣金加工的效率。
3.公开号为cn211464378u的中国专利公开了一种钣金加工用折弯装置,涉及钣金加工技术领域,为解决现有的钣金加工用折弯装置在对钣金进行折弯时缺乏有效的固定夹持机构,导致钣金进行折弯时容易发生折弯错位的问题。所述加工台的下端设置有支撑架,所述支撑架的内部设置有驱动电机,所述加工台的内部设置有贯通槽,所述贯通槽的内部设置有折弯转盘,且折弯转盘与加工台位于同一水平线上,所述折弯转盘下端的主轴通过联轴器与驱动电机的输出端传动连接,所述折弯转盘的一侧设置有两个定位夹板,且两个定位夹板均位于加工台的上端。但是上述专利存在以下缺陷:
4.在对待加工件进行折弯时,不能多工位折弯,导致折弯效率低下,且折弯下模多为固定结构,在折弯过程中,折弯下模不能根据实际使用需求进行微调,导致折弯装置灵活性差,不能满足不同情况下的折弯需求。
技术实现要素:
5.本发明的目的在于提供一种多工位精密钣金加工用折弯装置及其方法,能实现多工位折弯的目的,提高折弯效率,且在折弯过程中,折弯下模能根据实际使用需求进行微调,提高折弯装置灵活性,能满足不同情况下的折弯需求,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:
7.一种多工位精密钣金加工用折弯装置,包括加工台,所述加工台的表面设置有支撑导向杆,所述支撑导向杆的上端安装有支撑横板,所述支撑横板上安装有液压缸,所述液压缸的活塞杆连接有联动滑块,所述联动滑块活动连接在支撑导向杆上,所述联动滑块通过螺栓安装有折弯上模,所述折弯上模的下方设置有多工位的折弯下模,所述折弯下模通
过联动牵引机构在限位模座内移动,所述限位模座安装在加工台的表面上。
8.进一步地,所述联动牵引机构包括牵引推拉组件、联动转化组件和精密微调组件,所述牵引推拉组件安装在限位模座上,所述牵引推拉组件通过联动转化组件联动精密微调组件,所述精密微调组件用于微调折弯下模。
9.进一步地,所述牵引推拉组件包括驱动电机、旋转圆盘、牵引滑块和联动支架,所述驱动电机安装在限位模座上,所述驱动电机的输出轴安装有旋转圆盘,所述旋转圆盘上安装有牵引滑块,所述牵引滑块的外围设置有联动支架,所述联动支架套在牵引滑块上且联动支架活动连接牵引滑块。
10.进一步地,所述牵引推拉组件还包括第一推拉横杆、第二推拉横杆和导向基座,所述第一推拉横杆连接在联动支架的一侧端面上,所述第二推拉横杆连接在联动支架的另一侧端面上,且第一推拉横杆和第二推拉横杆均贯穿导向基座,所述导向基座安装在限位模座上。
11.进一步地,所述第一推拉横杆和第二推拉横杆通过驱动电机驱动旋转圆盘和牵引滑块旋转且牵引联动支架移动而在导向基座的导向作用下随之横向移动。
12.进一步地,所述联动转化组件包括牵引齿条和传动齿轮,所述第一推拉横杆和第二推拉横杆的表面均设置有牵引齿条,所述牵引齿条的正上方设置有传动齿轮,所述传动齿轮与牵引齿条啮合。
13.进一步地,所述精密微调组件包括传动丝杆、微调滑块和导向滑块,所述传动丝杆通过轴承安装在限位模座上且传动丝杆的一端通过花键安装有传动齿轮,所述传动丝杆螺纹连接有微调滑块,所述微调滑块的上端凸出限位模座且微调滑块连接在折弯下模的底部,所述微调滑块上安装有导向滑块,所述导向滑块嵌在限位模座的内壁上。
14.进一步地,所述微调滑块通过牵引齿条横移且牵引传动齿轮和传动丝杆旋转而在导向滑块的导向作用下移动。
15.进一步地,所述限位模座的内壁设置有供导向滑块移动的导向滑槽,所述导向滑块与导向滑槽适配。
16.根据本发明的另一个方面,提供了一种多工位精密钣金加工用折弯装置的折弯方法,包括如下步骤:
17.s1:驱动电机启动且驱动旋转圆盘和牵引滑块旋转,由于牵引滑块活动连接联动支架且第一推拉横杆和第二推拉横杆均贯穿导向基座,因此牵引滑块旋转带动第一推拉横杆和第二推拉横杆在导向基座的导向作用下同步横向移动;
18.s2:第一推拉横杆和第二推拉横杆同步横向移动时,带动牵引齿条同步移动,由于牵引齿条与传动齿轮啮合且传动齿轮通过花键安装在传动丝杆上,因此牵引齿条移动带动传动齿轮和传动丝杆随之转动;
19.s3:传动丝杆在转动的过程中带动微调滑块在导向滑块的导向作用下移动,微调滑块移动带动折弯下模随之移动,至折弯下模微调至合适的位置处;
20.s4:折弯下模调整后,将待加工件放置在多工位的折弯下模上,液压缸启动且驱动联动滑块在支撑导向杆的导向作用下下移,联动滑块下移带动折弯上模随之下移,利用下移的折弯上模且配合调整后的折弯下模对待加工件进行折弯操作。
21.与现有技术相比,本发明的有益效果是:
22.1、本发明的多工位精密钣金加工用折弯装置及其方法,折弯上模的下方设置有多工位的折弯下模,折弯下模通过联动牵引机构在限位模座内移动,限位模座安装在加工台的表面上,联动牵引机构包括牵引推拉组件、联动转化组件和精密微调组件,牵引推拉组件安装在限位模座上,牵引推拉组件通过联动转化组件联动精密微调组件,精密微调组件用于微调折弯下模,通过牵引推拉组件、联动转化组件和精密微调组件之间的相互配合,可使折弯下模通过联动牵引机构在限位模座内移动,能实现多工位折弯的目的,提高折弯效率,且在折弯过程中,折弯下模能根据实际使用需求进行微调,提高折弯装置灵活性,能满足不同情况下的折弯需求;
23.2、本发明的多工位精密钣金加工用折弯装置及其方法,牵引推拉组件包括驱动电机、旋转圆盘、牵引滑块、联动支架、第一推拉横杆、第二推拉横杆和导向基座,驱动电机启动且驱动旋转圆盘和牵引滑块旋转,由于牵引滑块活动连接联动支架且第一推拉横杆和第二推拉横杆均贯穿导向基座,因此牵引滑块旋转带动第一推拉横杆和第二推拉横杆在导向基座的导向作用下同步横向移动,便于后续牵引折弯下模微调;
24.3、本发明的多工位精密钣金加工用折弯装置及其方法,联动转化组件包括牵引齿条和传动齿轮,传动齿轮与牵引齿条啮合,精密微调组件包括传动丝杆、微调滑块和导向滑块,传动丝杆通过花键安装有传动齿轮,传动丝杆螺纹连接有微调滑块,微调滑块连接在折弯下模的底部,第一推拉横杆和第二推拉横杆同步横向移动时,带动牵引齿条同步移动,牵引齿条移动带动传动齿轮和传动丝杆随之转动,传动丝杆在转动的过程中带动微调滑块在导向滑块的导向作用下移动,微调滑块移动带动折弯下模随之移动,至折弯下模微调至合适的位置处,可提高折弯装置灵活性。
附图说明
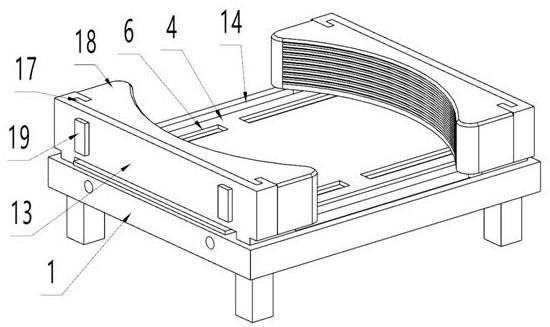
25.图1为本发明的多工位精密钣金加工用折弯装置的正视图;
26.图2为本发明的限位模座上设置折弯下模的侧视图;
27.图3为本发明的折弯下模微调的状态一的侧视图;
28.图4为本发明的折弯下模微调的状态二的侧视图;
29.图5为本发明的限位模座上设置折弯下模的剖面正视图;
30.图6为本发明的限位模座上设置折弯下模的剖面侧视图;
31.图7为本发明的图2中的a处放大图;
32.图8为本发明的图2中的b处放大图;
33.图9为本发明的图5中的c处放大图。
34.图中:1、加工台;2、支撑导向杆;3、支撑横板;4、液压缸;5、联动滑块;6、折弯上模;7、折弯下模;8、联动牵引机构;81、牵引推拉组件;811、驱动电机;812、旋转圆盘;813、牵引滑块;814、联动支架;815、第一推拉横杆;816、第二推拉横杆;817、导向基座;82、联动转化组件;821、牵引齿条;822、传动齿轮;83、精密微调组件;831、传动丝杆;832、微调滑块;833、导向滑块;9、限位模座。
具体实施方式
35.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
36.参阅图1,一种多工位精密钣金加工用折弯装置,包括加工台1,加工台1的表面设置有支撑导向杆2,支撑导向杆2的上端安装有支撑横板3,支撑横板3上安装有液压缸4,液压缸4的活塞杆连接有联动滑块5,联动滑块5活动连接在支撑导向杆2上,联动滑块5通过螺栓安装有折弯上模6,折弯上模6的下方设置有多工位的折弯下模7,折弯下模7通过联动牵引机构8在限位模座9内移动,限位模座9安装在加工台1的表面上。
37.参阅图2-图4,联动牵引机构8包括牵引推拉组件81、联动转化组件82和精密微调组件83,牵引推拉组件81安装在限位模座9上,牵引推拉组件81通过联动转化组件82联动精密微调组件83,精密微调组件83用于微调折弯下模7。
38.通过牵引推拉组件81、联动转化组件82和精密微调组件83之间的相互配合,可使折弯下模7通过联动牵引机构8在限位模座9内移动,能实现多工位折弯的目的,提高折弯效率,且在折弯过程中,折弯下模7能根据实际使用需求进行微调,提高折弯装置灵活性,能满足不同情况下的折弯需求。
39.参阅图7-图8,牵引推拉组件81包括驱动电机811、旋转圆盘812、牵引滑块813和联动支架814,驱动电机811安装在限位模座9上,驱动电机811的输出轴安装有旋转圆盘812,旋转圆盘812上安装有牵引滑块813,牵引滑块813的外围设置有联动支架814,联动支架814套在牵引滑块813上且联动支架814活动连接牵引滑块813,牵引推拉组件81还包括第一推拉横杆815、第二推拉横杆816和导向基座817,驱动电机811启动且驱动旋转圆盘812和牵引滑块813旋转,由于牵引滑块813活动连接联动支架814且第一推拉横杆815和第二推拉横杆816均贯穿导向基座817,因此牵引滑块813旋转带动第一推拉横杆815和第二推拉横杆816在导向基座817的导向作用下同步横向移动,第一推拉横杆815连接在联动支架814的一侧端面上,第二推拉横杆816连接在联动支架814的另一侧端面上,且第一推拉横杆815和第二推拉横杆816均贯穿导向基座817,导向基座817安装在限位模座9上。
40.第一推拉横杆815和第二推拉横杆816通过驱动电机811驱动旋转圆盘812和牵引滑块813旋转且牵引联动支架814移动而在导向基座817的导向作用下随之横向移动。
41.驱动电机811启动且驱动旋转圆盘812和牵引滑块813旋转,由于牵引滑块813活动连接联动支架814且第一推拉横杆815和第二推拉横杆816均贯穿导向基座817,因此牵引滑块813旋转带动第一推拉横杆815和第二推拉横杆816在导向基座817的导向作用下同步横向移动。
42.参阅图9,联动转化组件82包括牵引齿条821和传动齿轮822,第一推拉横杆815和第二推拉横杆816的表面均设置有牵引齿条821,牵引齿条821的正上方设置有传动齿轮822,传动齿轮822与牵引齿条821啮合。
43.第一推拉横杆815和第二推拉横杆816同步横向移动时,带动牵引齿条821同步移动,由于牵引齿条821与传动齿轮822啮合且传动齿轮822通过花键安装在传动丝杆831上,因此牵引齿条821移动带动传动齿轮822和传动丝杆831随之转动。
44.参阅图5-图6,精密微调组件83包括传动丝杆831、微调滑块832和导向滑块833,传动丝杆831通过轴承安装在限位模座9上且传动丝杆831的一端通过花键安装有传动齿轮
822,传动丝杆831螺纹连接有微调滑块832,微调滑块832的上端凸出限位模座9且微调滑块832连接在折弯下模7的底部,微调滑块832上安装有导向滑块833,导向滑块833嵌在限位模座9的内壁上,限位模座9的内壁设置有供导向滑块833移动的导向滑槽,导向滑块833与导向滑槽适配,微调滑块832通过牵引齿条821横移且牵引传动齿轮822和传动丝杆831旋转而在导向滑块833的导向作用下移动。
45.传动丝杆831在转动的过程中带动微调滑块832在导向滑块833的导向作用下移动,微调滑块832移动带动折弯下模7随之移动,至折弯下模7微调至合适的位置处,折弯下模7调整后,将待加工件放置在多工位的折弯下模7上,液压缸4启动且驱动联动滑块5在支撑导向杆2的导向作用下下移,联动滑块5下移带动折弯上模6随之下移,利用下移的折弯上模6且配合调整后的折弯下模7对待加工件进行折弯操作。
46.为了更好的展现多工位精密钣金加工用折弯装置的折弯流程,本实施例现提出一种多工位精密钣金加工用折弯装置的折弯方法,包括如下步骤:
47.s1:驱动电机811启动且驱动旋转圆盘812和牵引滑块813旋转,由于牵引滑块813活动连接联动支架814且第一推拉横杆815和第二推拉横杆816均贯穿导向基座817,因此牵引滑块813旋转带动第一推拉横杆815和第二推拉横杆816在导向基座817的导向作用下同步横向移动;
48.s2:第一推拉横杆815和第二推拉横杆816同步横向移动时,带动牵引齿条821同步移动,由于牵引齿条821与传动齿轮822啮合且传动齿轮822通过花键安装在传动丝杆831上,因此牵引齿条821移动带动传动齿轮822和传动丝杆831随之转动;
49.s3:传动丝杆831在转动的过程中带动微调滑块832在导向滑块833的导向作用下移动,微调滑块832移动带动折弯下模7随之移动,至折弯下模7微调至合适的位置处;
50.s4:折弯下模7调整后,将待加工件放置在多工位的折弯下模7上,液压缸4启动且驱动联动滑块5在支撑导向杆2的导向作用下下移,联动滑块5下移带动折弯上模6随之下移,利用下移的折弯上模6且配合调整后的折弯下模7对待加工件进行折弯操作。
51.综上所述,本发明的多工位精密钣金加工用折弯装置及其方法,驱动电机811启动且驱动旋转圆盘812和牵引滑块813旋转,由于牵引滑块813活动连接联动支架814且第一推拉横杆815和第二推拉横杆816均贯穿导向基座817,因此牵引滑块813旋转带动第一推拉横杆815和第二推拉横杆816在导向基座817的导向作用下同步横向移动,第一推拉横杆815和第二推拉横杆816同步横向移动时,带动牵引齿条821同步移动,由于牵引齿条821与传动齿轮822啮合且传动齿轮822通过花键安装在传动丝杆831上,因此牵引齿条821移动带动传动齿轮822和传动丝杆831随之转动,传动丝杆831在转动的过程中带动微调滑块832在导向滑块833的导向作用下移动,微调滑块832移动带动折弯下模7随之移动,至折弯下模7微调至合适的位置处,折弯下模7调整后,将待加工件放置在多工位的折弯下模7上,液压缸4启动且驱动联动滑块5在支撑导向杆2的导向作用下下移,联动滑块5下移带动折弯上模6随之下移,利用下移的折弯上模6且配合调整后的折弯下模7对待加工件进行折弯操作,能实现多工位折弯的目的,提高折弯效率,且在折弯过程中,折弯下模7能根据实际使用需求进行微调,提高折弯装置灵活性,能满足不同情况下的折弯需求。
52.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,根据本发明的技术方案及其
发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。