1.本发明涉及自动化生产技术领域,尤其是一种螺丝自动锁付装置及锁付方法。
背景技术:
2.随着自动装配的普及和发展,自动螺丝机在装配车间种得到广泛的应用。现有的自动螺丝机能减少人工的使用,只需要把工件放到特制的治具上固定好后,启动机器即可进行螺丝锁付。但是,但对于不同产品或是需要更换锁付螺丝的规格的情况下,则需要对锁付装置进行重新的定制和对螺丝锁付的路径进行重新编程或对供料机进行更换来适应不同的产品的螺丝装配和不同规格的螺丝,这样也大大增大了产品线的生产成本和维护成本。同时,现有的自动螺丝机在运作前对所生产的产品的螺丝孔位以及螺丝锁付时的扭矩参数等进行了设置和编程。但由于实际产品的生产和制造工艺存在一定的误差,预设的螺丝锁付路径和参数会导致螺丝机在锁付过程中发生偏差,会导致螺丝锁付的质量下降,甚至会损坏工件,影响自动螺丝机的安全性和稳定性。
技术实现要素:
3.为解决上述问题,本发明的目的在于提供一种螺丝自动锁付装置及锁付方法,能兼容不同规格的螺丝,降低设备成本,提高装配效率和生产效益。
4.本发明解决其问题所采用的技术方案是:
5.本发明的第一方面,一种螺丝自动锁付装置,包括:夹持组件,用于固定待加工的工件;识别组件,用于获取所述工件的螺孔信息,所述识别组件位于所述夹持组件的上方;上料组件,用于把与所述螺孔信息相配合的螺丝传送到所述夹持组件上;锁付组件,用于将所述螺丝锁紧到所述工件内;控制器,与所述夹持组件、所述识别组件、所述上料组件和所述锁付组件均电连接,所述识别组件把所述螺孔信息发送至所述控制器。
6.上述螺丝自动锁付装置至少具有以下的有益效果:通过设置识别组件和上料组件,识别组件能自动识别不同规格的螺孔,上料组件能把对应规格的螺丝传送到夹持组件的上方,提高螺丝的定位精准性和螺丝自动锁付装置的兼容性;通过设置夹持组件和锁付组件,保证螺丝自动锁付装置能稳定、位置精准地固定螺丝,锁付组件能精准地把螺丝锁紧到工件内,避免螺丝发生位移甚至掉落的情况,提高了螺丝自动锁付装置的稳定性。
7.进一步,所述锁付组件包括支架、电批和夹具;所述电批和所述夹具通过机械臂与所述夹持组件活动连接;所述机械臂与所述控制器电连接。通过设置机械臂,夹具能灵活调整与夹持组件的位置关系,进而使电批能根据螺孔信息,以不同的角度和扭矩把螺丝拧紧到工件内,提高螺丝自动锁付装置的兼容性。
8.进一步,所述机械臂设有升降台、多个支撑杆、与所述支撑杆连接的驱动部件;所述电批和所述夹具固定在所述升降台上;所述支撑杆上设有轨道,所述升降台通过驱动部件与所述轨道活动连接。通过设置升降台和驱动部件,便于精准地控制电批和夹具与工件之间的距离和角度,提高螺丝自动锁付装置的稳定性。
9.进一步,所述驱动部件和所述升降台之间设有多个连接杆。通过设置连接杆,提高了升降台与驱动部件之间的连接灵活性,保证驱动部件能准确、快速地驱动升降台运动,提高螺丝的定位精准性。
10.进一步,所述识别组件包括定焦相机和自动对焦相机,所述定焦相机和所述自动对焦相机均固定在所述支架上。通过定焦相机,控制器采用深度学习的层次化目标识别对工件进行物体识别,并对工件的螺孔进行识别,初步标定出工件的螺丝孔规格、位置和深度信息;通过自动对焦相机,控制器精确地采集工件的螺丝孔规格、位置和深度信息,并通过深度学习算法和多相机融合的技术,得出更加精准的螺丝孔规格、位置和深度,进而保证螺丝自动锁付装置的精确度。
11.进一步,所述夹具设有用于容置所述螺丝的空腔,所述夹具的上端设有与所述空腔相连通的导向口;所述导向口的侧面设有多个与所述空腔相连通的进料口;所述上料组件设有软管和料仓,所述进料口通过所述软管与所述料仓连接。通过设置空腔和进料口,便于把料仓中不同规格的螺丝按需求快速地传送到夹具内,提高螺丝自动锁付装置的运转效率。
12.进一步,所述软管上设有红外传感器,所述红外传感器与所述控制器电连接。通过设置红外传感器,能有效地监测螺丝是否经过软管传送到锁付组件内,避免发生螺丝不到位的情况,影响螺丝锁付的效果。
13.进一步,所述夹持组件包括固定座、活动座和驱动所述活动座移动的夹持电机;所述固定座和所述活动座位置相对地设有夹块;所述夹块包括多个相互活动连接的活动块。通过设置夹持电机和活动块,夹持组件能快速、稳定地夹持工件,并能通过调整夹持电机的扭矩来精准地控制活动块的夹持力度,避免对工件造成损坏。
14.进一步,所述螺孔信息包括如下至少之一:螺孔的宽度、螺孔的深度和螺孔的位置信息。通过获取螺孔信息,能使锁付组件适应工件上不同尺寸、深度和角度的螺孔,自动调整螺丝的规格和锁付组件的位置,提高螺丝的锁付效果,保证螺丝自动锁付装置的兼容性和运行准确性。
15.本发明的第二方面,一种螺丝自动锁付方法,应用于如上所述的螺丝自动锁付装置,所述方法包括:夹持组件固定待加工的工件后,识别组件获取所述工件的螺孔信息,并发送至控制器;上料组件把与所述螺孔信息相配合的螺丝传送到所述夹持组件上;所述锁付组件根据所述螺孔信息,把所述螺丝锁紧到所述工件内。
16.上述螺丝自动锁付方法的有益效果是:通过设置识别组件和上料组件,识别组件能自动识别不同规格的螺孔,上料组件能把对应规格的螺丝传送到夹持组件的上方,提高螺丝的定位精准性和螺丝自动锁付装置的兼容性;通过设置夹持组件和锁付组件,保证螺丝自动锁付装置能稳定、位置精准地固定螺丝,锁付组件能精准地把螺丝锁紧到工件内,避免螺丝发生位移甚至掉落的情况,提高了螺丝自动锁付装置的稳定性。
17.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
18.本发明的上述和附加的方面和优点从结合下面附图对实施例的描述中将变得明
显和容易理解,其中:
19.图1为本发明实施例一种螺丝自动锁付装置的结构示意图;
20.图2为本发明实施例一种螺丝自动锁付装置的另一个角度的结构示意图;
21.图3为图1中锁付组件的结构图;
22.图4为图1中锁付组件的结构分解图;
23.图5为图1中夹持组件的结构图。
具体实施方式
24.下面详细描述本发明的实施例,实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
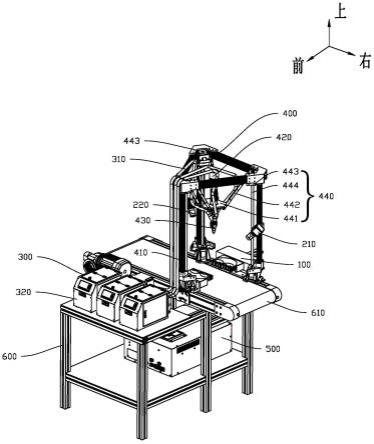
25.参照图1至图5,本发明实施例提供了一种螺丝自动锁付装置,包括:夹持组件100,用于固定待加工的工件;识别组件200,用于获取工件的螺孔信息,识别组件200位于夹持组件100的上方;上料组件300,用于把与螺孔信息相配合的螺丝传送到夹持组件100上;锁付组件400,用于将螺丝锁紧到工件内;控制器500,与夹持组件100、识别组件200、上料组件300和锁付组件400均电连接,识别组件200把螺孔信息发送至控制器500。
26.通过设置识别组件200和上料组件300,识别组件200能自动识别不同规格的螺孔,上料组件300能把对应规格的螺丝传送到夹持组件100的上方,提高螺丝的定位精准性和螺丝自动锁付装置的兼容性;通过设置夹持组件100和锁付组件400,保证螺丝自动锁付装置能稳定、位置精准地固定螺丝,锁付组件400能精准地把螺丝锁紧到工件内,避免螺丝发生位移甚至掉落的情况,提高了螺丝自动锁付装置的稳定性。
27.在本实施例中,夹持组件100、上料组件300、锁付组件400和控制器500均固定在底座600上,夹持组件100的下方还设有传送带610。
28.另一个实施例,锁付组件400包括支架410、电批420和夹具430;电批420和夹具430通过机械臂440与夹持组件100活动连接;机械臂440与控制器500电连接。通过设置机械臂440,夹具430能灵活调整与夹持组件100的位置关系,进而使电批420能根据螺孔信息,以不同的角度和扭矩把螺丝拧紧到工件内,提高螺丝自动锁付装置的兼容性。
29.另一个实施例,机械臂440设有升降台441、多个支撑杆442、与支撑杆442连接的驱动部件443;电批420和夹具430固定在升降台441上;支撑杆442上设有轨道444,升降台441通过驱动部件443与轨道444活动连接。通过设置升降台441和驱动部件443,便于精准地控制电批420和夹具430与工件之间的距离和角度,提高螺丝自动锁付装置的稳定性。
30.另一个实施例,驱动部件443和升降台441之间设有多个连接杆450。通过设置连接杆450,提高了升降台441与驱动部件443之间的连接灵活性,保证驱动部件443能准确、快速地驱动升降台441运动,提高螺丝的定位精准性。
31.另一个实施例,识别组件200包括定焦相机210和自动对焦相机220,定焦相机210和自动对焦相机220均固定在支架410上。通过定焦相机210,控制器500采用深度学习的层次化目标识别对工件进行物体识别,并对工件的螺孔进行识别,初步标定出工件的螺丝孔规格、位置和深度信息;通过自动对焦相机220,控制器500精确地采集工件的螺丝孔规格、位置和深度信息,并通过深度学习算法和多相机融合的技术,得出更加精准的螺丝孔规格、
位置和深度,进而保证螺丝自动锁付装置的精确度。
32.另一个实施例,夹具430设有用于容置螺丝的空腔431,夹具430的上端设有与空腔431相连通的导向口432;导向口432的侧面设有多个与空腔431相连通的进料口433;上料组件300设有软管310和料仓320,进料口433通过软管310与料仓320连接。通过设置空腔431和进料口433,便于把料仓320中不同规格的螺丝按需求快速地传送到夹具430内,提高螺丝自动锁付装置的运转效率。在本实施例,夹具430的下端设有多个支撑块434,多个支撑块434盖合形成空腔431。
33.另一个实施例,软管310上设有红外传感器(图中未示),红外传感器与控制器500电连接。通过设置红外传感器,能有效地监测螺丝是否经过软管310传送到锁付组件400内,避免发生螺丝不到位的情况,影响螺丝锁付的效果。
34.另一个实施例,夹持组件100包括固定座110、活动座120和驱动活动座120移动的夹持电机(图中未示);固定座110和活动座120位置相对地设有夹块140;夹块140包括多个相互活动连接的活动块141。通过设置夹持电机和活动块141,夹持组件100能快速、稳定地夹持工件,并能通过调整夹持电机的扭矩来精准地控制活动块141的夹持力度,避免对工件造成损坏。
35.另一个实施例,螺孔信息包括如下至少之一:螺孔的宽度、螺孔的深度和螺孔的位置信息。通过获取螺孔信息,能使锁付组件400适应工件上不同尺寸、深度和角度的螺孔,自动调整螺丝的规格和锁付组件400的位置,提高螺丝的锁付效果,保证螺丝自动锁付装置的兼容性和运行准确性。
36.本发明实施例还提供了一种螺丝自动锁付方法,应用于如上的螺丝自动锁付装置,方法包括:夹持组件100固定待加工的工件后,识别组件200获取工件的螺孔信息,并发送至控制器500;上料组件300把与螺孔信息相配合的螺丝传送到夹持组件100上;锁付组件400根据螺孔信息,把螺丝锁紧到工件内。
37.下面对本发明的工作原理做进一步说明。
38.在锁付过程中,首先将待加工的工件放到传送带610的输入侧,在驱动电机的带动下,工件进入定焦相机210和机械臂440的工作范围,控制器500通过定焦相机210采集图像信息,并采用深度学习的层次化目标识别对工件进行物体识别,并对工件的螺孔进行识别,初步标定出工件的螺丝孔规格、位置和深度信息,定焦相机210对工件进行识别后,控制器500通过控制夹持电机工作使工件夹固在活动座120和固定座110之间,然后驱动部件443驱动升降台441沿支撑杆442的方向移动,控制器500通过定焦相机210获得的图象信息进行分析,通过粒子群优化算法优化机械臂轨迹规划,同时挂载在支架410上的自动对焦相机220开始工作,开始进一步仔细采集工件的螺孔的规格、位置和深度信息,并通过深度学习算法和多相机融合的技术,得出更加精准的螺丝孔规格、位置和深度,不断修正机械臂440的轨迹规划,当控制器500获取的螺丝钉锁付所需的数据和信息满足要求后,锁付组件400自动进入螺丝锁付流程。接着,控制器500控制上料组件300的驱动部件,如气泵等,使得所需螺丝规格的螺丝从料仓320内通过软管310传送到空腔431内,软管310的红外传感器接收到螺丝已进入空腔431的信号后,反馈信号给控制器500;控制器500控制智能控制电批420的批头向下运动,将螺丝一部分推到支撑块434使其固定;然后驱动部件443驱动升降台441运动到对应螺孔上方,电批420开始工作并进行螺丝锁付流程。其中,电批420通过基于强化学习
的磁场导向控制(field-oriented control,foc)力矩控制,精准控制螺丝锁付时的力矩,当锁付力矩达到一定数值时,电批420停止螺丝锁付,机械臂440运动并回到初始位置。这样完成一个螺丝锁付流程,控制器500继续开始下一个螺丝的锁付流程,直到工件上的螺孔均已锁付完成,机械臂440运动返回初始坐标原点,夹持组件100松开工件,传送带610运作将工件送到下一步工作区域。
39.从以上的描述可以看出,本发明的螺丝自动锁付装置及其锁付方法通过设置识别组件200和上料组件300,识别组件200能自动识别不同规格的螺孔,上料组件300能把对应规格的螺丝传送到夹持组件100的上方,提高螺丝的定位精准性和螺丝自动锁付装置的兼容性;通过设置夹持组件100和锁付组件400,保证螺丝自动锁付装置能稳定、位置精准地固定螺丝,锁付组件400能精准地把螺丝锁紧到工件内,避免螺丝发生位移甚至掉落的情况,提高了螺丝自动锁付装置的稳定性。
40.上面结合附图对本发明实施例作了详细说明,但是本发明不限于上述实施例,在技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。