1.本发明涉及一种空调扫风叶片自动装配生产线,属智能装配技术领域。
背景技术:
2.空调扫风叶片组件是有效控制空调出风风向的一个非常重要的部件,它由扫风叶片和卡板组成。它在空调扫风过程中起着重要的导向作用,通过扫风叶片的摆动以实现调节空调出风风向的功能。空调扫风叶片的使用既保证了有效控制空调出风风向,与此同时也保证了空调使用者的舒适性。
3.而目前传统空调扫风叶片的装配主要存在以下两个问题,其一是传统空调扫风叶片装配方式需要人工将扫风叶片和卡板进行挤压装配,对人工依赖性极高、需要大量的劳动力,虽然能够有效地控制出风的方向,但是仍存在组装效率低、组装效果和组装精度低等问题。其二是目前空调扫风叶片装配仍是单一工位进行加工,仍未实现系统化、自动化的装配过程,导致生产效率大大降低。随着自动化装配技术的不断发展,可以解决传统装配方式成本高、效率低的两大难题。因此,设计一种空调扫风叶片自动装配生产线就变得尤为重要。
技术实现要素:
4.本发明为解决目前技术中存在的问题,提供一种空调扫风叶片自动装配生产线。首先,将模具组件放置于定向传输系统中,利用气缸推动模具组件逆时针进行转动。模具组件按顺序移动至第一工位,上下料机械手模块利用气动夹指夹取放置在扫风叶片上料模块上的卡板,上料模块可在位于机架上方的上料模块导轨上随意滑动,调整上料模块的位置,将卡板放置位于模具组件上方的扫风叶片上。此时第二工位叶片旋转模块进行工作,通过叶片旋转模块一侧放置的旋转气缸提供动力,蜗杆带动圆柱齿轮进行转动,叶片旋转模块旋转轴与模具组件底部进行连接,促使叶片旋转至卡板卡扣上方。通过定向传输系统将模具组件推入叶片装配模块,叶片模块上方设有装配机械手气缸,驱动装配机械手下压,完成叶片与卡板的装配。装配完成后,通过定向传输系统传递至上下料机械手工位,利用上下料机械手将装配完成的叶片及卡板收取,放置放料箱中,实现存储功能。
5.本发明采用以下技术方案予以实现:一种空调扫风叶片自动装配生产线,包括机架、定向传输模块、模具组件、叶片装配模块、上下料机械手模块、叶片旋转模块、扫风叶片上料模块。
6.所述机架其正上方设有定向传输卡槽安置定向传输模块,在定向传输模块上方设有定向排列的模具组件,模具组件下方连接叶片旋转模块实现叶片旋转,在机架左上方设有上下料机械手模块,上下料机械手模块右侧设有叶片装配模块,叶片装配模块下方设有扫风叶片上料模块。
7.所述机架包括装配机械手导轨,装配机械手导轨与装配机械手滑块连接配合实现装配时装配机械手的滑动;所述机架上方设有定向传输卡槽,机架下方设有叶片旋转模块
安装架。
8.所述定向传输模块,用于叶片的上料传递,其包括气缸、模具组件、叶片旋转模块,在所述气缸布置在定向传输模块的四个角落,提供运输动力,气缸其后方设有气缸固定板,保证气缸的固定位置,气缸通过气缸连接板和气缸安装轴固定在机架的四个方向。
9.所述模具组件包括模具组件下部,在模具组件下部上方设有模具组件上部,通过m8螺栓进行连接安装,在模具组件上部上方设有模芯,叶片装配时扇形叶片卡入模芯进行夹紧卡扣朝上。
10.进一步地,所述模具组件放置于定向传输模块上方,利用定向传输模块四个角落的气缸提供动力,沿逆时针方向传递至第一工位上料机械手模块、第二工位叶片旋转模块、第三工位装配机械手模块、第四工位下料机械手模块。
11.所述上下料机械手模块,用于上料时叶片的抓取与放置,其包括上下料机械手导轨、上下料机械手滑块、侧连接板、后连接法兰、上下料机械手电缸、前连接法兰、下连接板、y型连接座、内嵌销、气动夹指部分、侧板。
12.所述上下料机械手模块设有气动夹指部分,所述气动夹指部分,从上至下分别设有气动推杆、i型连接杆,通过卡销进行连接;i型连接杆一侧连接卡销,另一侧通过贯通销连接耳型连接座,在耳型连接座前方设有气动夹指控制上料爪进行上料。
13.进一步地,所述上下料机械手模块,当定向传输模块将模具组件推至上下料机械手工位,位于上料机械手前端的气动夹指,夹取扫风叶片上料模块置物杆上方放置的卡板,通过机械手的旋转移动,将卡板放置模具组件上方,与扫风叶片进行对应安装。
14.进一步地,所述扫风叶片上料模块包括上料模块导轨,上料模块导轨上方设有上料模块滑块,所述上料模块上方设有升降架,升降架两侧分别设有置物杆,置物杆上放置卡板;通过位于机架上方的上料模块导轨,上料模块可在上下料机械手抓取卡板时进行左右移动,便于抓取。
15.所述叶片旋转模块包括旋转气缸、蜗杆、圆柱齿轮、旋转轴,所述蜗杆其右侧连接旋转气缸,左侧啮合圆柱齿轮,在圆柱齿轮上方安装旋转轴。
16.进一步地,所述叶片旋转模块,安装在模具组件的正下方,叶片旋转模块右侧设有回转气缸,为叶片旋转提供动力,带动蜗杆和圆柱齿轮,圆柱齿轮与旋转轴配合,旋转轴带动叶片旋转,扣入卡板中的卡扣。
17.所述叶片装配模块,用于叶片与卡板的装配,其包括装配机械手气缸,与其相连的是装配机械手前爪,装配机械手气缸下方设有装配机械手滑块,装配机械手滑块与位于机架上方的装配机械手导轨配合实现装配机械手移动,装配机械手前爪下方设有真空吸盘,在装配机械手气缸的驱动下可上下移动进行装配。
18.进一步地,随着定向排列模块将模具组件送入叶片装配模块下方,利用装配机械手导轨和装配机械手滑块的配合调整机械手位置,保证装配机械手处于叶片正上方,随着装配机械手气缸驱动,装配机械手前爪下降,真空吸盘下压,扣紧扫风叶片与卡板,实现装配。
19.进一步地,所述上下料机械手模块,通过定向传输模块将装配完成的模具组件送至第四工位下料机械手模块,利用机械手夹取装配完成的扫风叶片与卡板,放入放料箱中进行存储。
20.本发明与现有技术相比具有以下显著的优点:由于本发明的设备实现了空调扫风叶片装配的自动化,与传统叶片装配生产线不同,本发明着重解决了传统设备分散性的问题,按照工序将生产线分为上下料机械手、装配机械手、上料机构、旋转机构四个工位,实现了生产线运输、上料、装配、收料功能,设备的全自动化在节省劳动成本的同时也提高了工作效率和装配精度。
21.本发明驱动方式全部采用气缸、电缸作为源动力。气缸驱动采用的是清洁能源,动作很快,且具有缓冲作用。气压驱动运行起来比较快捷、安装容易且维护简单。气压驱动的原料为空气,不浪费资源。排气处理很简单,对环境不会造成污染,成本低廉。电气传动适用能力强,不会产生停顿等情况,不受外界环境温度的影响,易于操控,安装起来比较简单,维护方便。
22.全程控制系统采用plc进行系统控制,plc要接收各种信号的输入,向各执行机构发出指令,配备多种传感器等信号采集器来监视机器中每一执行机构的运行情况。plc控制系统可靠性高、抗干扰能力强。此外plc系统发展到如今配套齐全、功能完善,对于本设备来说适应性极强。
23.此外,本发明节约空间、生产线的四个工位方便拆卸和更换。而现有技术中还没有这种全自动的空调扫风叶片装配生产线。
附图说明
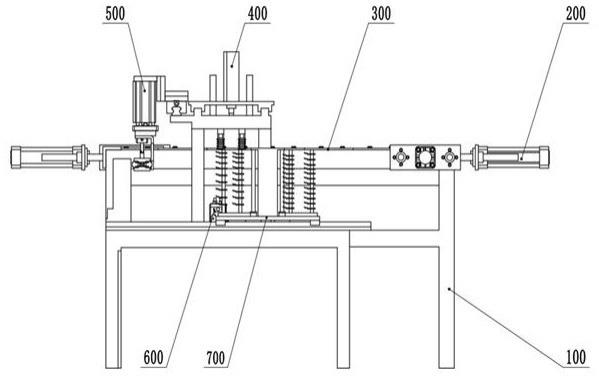
24.图1为本发明空调扫风叶片自动装配生产线前视图;图2为本发明空调扫风叶片自动装配生产线二视角图;图3为本发明空调扫风叶片自动装配生产线机架示意图;图4为本发明定向传输机构二视图;图5为本发明上料机械手二视图;图6为本发明上料机械手气动夹指示意图;图7为本发明上料机构二视图;图8为本发明模具组件二试图;图9为本发明模芯示意图;图10为本发明扫风叶片与卡板装配示意图;图11为本发明装配机械手前视图;图12为本发明旋转机构右视图。
25.图中各部件标号说明:100、机架部分;110、装配机械手导轨;120、定向传输模块卡槽;130、叶片旋转模块安装架;200、定向传输模块;210、气缸;211、气缸固定板;212、气缸连接板;213、气缸安装轴;300、模具组件;310、模具组件下部;320、模具组件上部;321、模芯;3211、模芯卡槽;330、m8螺栓;340、空调扫风叶片;341、卡扣;342、扇形叶片;400、叶片装配模块;410、装配机械手气缸;420、装配机械手滑块;430、装配机械手前爪;431、真空吸盘;500、上下料机械手模块;510、上下料机械手导轨;511、上下料机械手滑块;512、侧连接板;513、后连接法兰;520、上下料机械手电缸;521、前连接法兰;522、下连接板;523、y型连接座;540、内嵌销;550、气动夹指部分;551、上料机械手夹爪;552、气动夹指;553、耳环连接座;554、贯通销;555、i型连
接杆;556、卡销;557、气动推杆;560、侧板;600、叶片旋转模块;610、旋转气缸;620、蜗杆;630、圆柱齿轮;640、旋转轴;700、扫风叶片上料模块;710、上料模块导轨;720、上料模块滑块;721、升降架;730、置物杆;731、卡板。
具体实施方式
26.下面参照附图对本发明的具体实施方式进行详细说明。
27.参见图1至图12,一种空调扫风叶片自动装配生产线,包括机架100、定向传输模块200、模具组件300、叶片装配模块400、上下料机械手模块500、叶片旋转模块600、扫风叶片上料模块700。
28.所述机架100其正上方设有定向传输卡槽120安置定向传输模块200,在定向传输模块200上方设有定向排列的模具组件300,模具组件300下方连接叶片旋转模块600实现叶片旋转,在机架100左上方设有上下料机械手模块500,上下料机械手模块500右侧设有叶片装配模块400,叶片装配模块400下方设有扫风叶片上料模块700。
29.所述机架100包括装配机械手导轨110,装配机械手导轨与装配机械手滑块420连接配合实现装配时装配机械手的滑动;所述机架100上方设有定向传输卡槽120,机架下方设有叶片旋转模块安装架130。
30.所述定向传输模块200,用于叶片的上料传递,其包括气缸210、模具组件300、叶片旋转模块600,在所述气缸210布置在定向传输模块的四个角落,提供运输动力,气缸210其后方设有气缸固定板211,保证气缸的固定位置,气缸通过气缸连接板212和气缸安装轴213固定在机架的四个方向。
31.所述模具组件300包括模具组件下部310,在模具组件下部310上方设有模具组件上部320,通过m8螺栓330进行连接安装,在模具组件上部320上方设有模芯321,叶片装配时扇形叶片卡入模芯321进行夹紧卡扣朝上。
32.进一步地,所述模具组300件放置于定向传输模块200上方,利用定向传输模块四个角落的气缸210提供动力,沿逆时针方向传递至第一工位上料机械手模块500、第二工位叶片旋转模块600、第三工位装配机械手模块400、第四工位下料机械手模块500。
33.所述上下料机械手模块500,用于上料时叶片340的抓取与放置,其包括上下料机械手导轨510、上下料机械手滑块511、侧连接板512、后连接法兰513、上下料机械手电缸520、前连接法兰521、下连接板522、y型连接座523、内嵌销540、气动夹指部分550、侧板560。
34.所述上下料机械手模块500设有气动夹指部分550,所述气动夹指部分550,从上至下分别设有气动推杆557、i型连接杆555,通过卡销556进行连接;i型连接杆555一侧连接卡销556,另一侧通过贯通销554连接耳型连接座553,在耳型连接座553前方设有气动夹指552控制上料爪551进行上料。
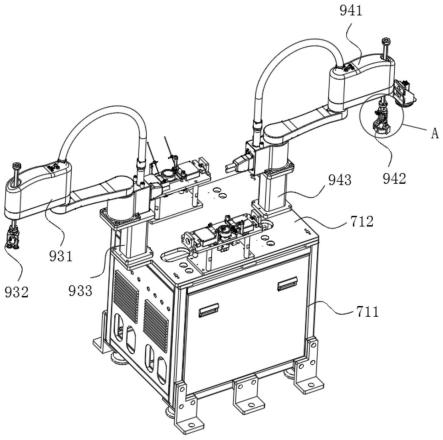
35.进一步地,所述上下料机械手模块500,当定向传输模块200将模具组件300推至上下料机械手工位,位于上料机械手前端的气动夹指552,夹取扫风叶片上料模块700置物杆730上方放置的卡板731,通过机械手的旋转移动,将卡板731放置模具组件500上方,与扫风叶片340进行对应安装。
36.进一步地,所述扫风叶片上料模块700包括上料模块导轨710,上料模块导轨上方设有上料模块滑块720,所述上料模块720上方设有升降架721,升降架721两侧分别设有置
物杆730,置物杆730上放置卡板731;通过位于机架100上方的上料模块导轨710,上料模块700可在上下料机械手抓取卡板731时进行左右移动,便于抓取。
37.所述叶片旋转模块600包括旋转气缸610、蜗杆620、圆柱齿轮630、旋转轴640,所述蜗杆620其右侧连接旋转气缸610,左侧啮合圆柱齿轮630,在圆柱齿轮上方安装旋转轴640。
38.进一步地,所述叶片旋转模块600,安装在模具组件300的正下方,叶片旋转模块右侧600设有回转气缸610,为叶片旋转提供动力,带动蜗杆620和圆柱齿轮630,圆柱齿轮630与旋转轴640配合,旋转轴640带动叶片340旋转,扣入卡板731中的卡扣。
39.所述叶片装配模块400,用于叶片340与卡板731的装配,其包括装配机械手气缸410,与其相连的是装配机械手前爪430,装配机械手气缸410下方设有装配机械手滑块420,装配机械手滑块420与位于机架100上方的装配机械手导轨110配合实现装配机械手移动,装配机械手前爪430下方设有真空吸盘431,在装配机械手气缸410的驱动下可上下移动进行装配。
40.进一步地,随着定向排列模块200将模具组件300送入叶片装配模块400下方,利用装配机械手导轨110和装配机械手滑块420的配合调整机械手位置,保证装配机械手处于叶片340正上方,随着装配机械手气缸410驱动,装配机械手前爪430下降,真空吸盘431下压,扣紧扫风叶片340与卡板731,实现装配。
41.进一步地,所述上下料机械手模块500,通过定向传输模块200将装配完成的模具组件300送至第四工位下料机械手模块500,利用机械手夹取装配完成的扫风叶片340与卡板731,放入放料箱中进行存储。
42.下面说明本发明的工作原理。
43.由图1可以看出本发明一种空调扫风叶片自动装配生产线装配叶片的工作状态。
44.根据装配工艺要求,在本发明中定向传输模块200、模具组件300、叶片装配模块400、上下料机械手模块500、叶片旋转模块600及扫风叶片上料模块700构成完整的生产线系统。利用上下料机械手模块500将空调扫风叶片340放置模具组件300当中,空调扫风叶片340放入模芯321当中;通过位于设备四个角落的气缸210为生产线的运输提供原动力,将定向排列的模具组件300一次推入叶片装配模块400中。生产线运输至第一工位上下料机械手处,机械手在上下料机械手电缸520及气动推杆557的作用下,将上下料机械手夹爪551移动至卡板731前方,夹爪551夹紧卡板731,将卡板731从置物杆730取下,放置空调扫风叶片340正上方。回转气缸610进行动力驱动,蜗杆620与圆柱齿轮630,带动旋转轴640,使得空调扫风叶片340的卡扣341卡入卡板731的卡扣当中。叶片装配模块400下方设有装配机械手滑块420,装配机械手滑块在装配机械手导轨410上进行前后滑动,保证挤压时空调扫风叶片340与卡板731配合的准确度,在装配气缸410驱动下,装配机械手前爪430下降,利用真空吸盘431挤压叶片340完成装配。
45.利用四边的气缸210提供的动力,将装配完成的叶片340及卡板731传递至上下料机械手模块500,机械手在气动夹指552的驱动下,利用上料机械手夹爪551夹紧叶片340,放置放料箱进行存储。
46.总之,本发明实现了空调扫风叶片装配的自动化,以气缸为主要源动力,减少环境污染的同时还节约资源成本。全自动化的装配过程在提高生产效率的同时提升了装配精度。模块化的装配,生产线相比于传统空调扫风叶片生产设备更加易于维修,可操作性强,
装配效果好。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。