1.本发明涉及工程技术领域,具体涉及一种管形件的焊接方法。
背景技术:
2.在低温精馏系统中需要焊接安装大量竖直安放的管形件。对焊缝的质量要求高,焊缝处所产生的缺陷需要进行补救,以满足使用要求。
3.在相关技术中,采用从管形件的外壁挖除焊接缺陷处的填料,再重新进行补焊的方式进行补焊。该方法工作量大、效率低,且无法直接观察到内壁上的补焊效果,存在较高的补焊失败风险。
技术实现要素:
4.有鉴于此,本技术实施例期望提供一种提高补焊成功率的管形件的焊接方法。
5.为达到上述目的,本技术实施例的技术方案是这样实现的:
6.本发明实施例提供一种管形件的焊接方法,所述管形件竖直设置,所述焊接方法包括:
7.从所述管形件的外部对沿上下方向布置的相邻两个所述管形件的对接处进行焊接作业;
8.检测所述焊接位置,确定焊接缺陷位置;
9.从所述管形件的内部对焊接缺陷位置进行补焊作业。
10.在一些实施例中,所述的从所述管形件的内部对焊接缺陷位置进行补焊作业包括:
11.将焊接执行主体自所述管形件顶部的管口吊入所述管形件的内部,并到达所述焊接缺陷位置;
12.对所述焊接缺陷位置执行补焊作业。
13.在一些实施例中,所述的将焊接执行主体自所述管形件顶部的管口吊入所述管形件的内部,并到达所述焊接缺陷位置,包括:
14.提供用于承载焊接执行主体的吊篮;
15.悬吊承载了焊接执行主体的所述吊篮至所述管形件顶部的管口;
16.下放所述吊篮,直至所述吊篮到达所述焊接缺陷位置。
17.在一些实施例中,在所述的悬吊承载了焊接执行主体的所述吊篮至所述管形件顶部的管口之前,所述焊接方法包括:
18.确定所述管形件内部的空气含氧量在预设合格范围内。
19.在一些实施例中,所述预设合格范围设定为:氧气的体积分数范围为19.5%~23.5%。
20.在一些实施例中,所述确定所述管形件内部的空气含氧量在预设合格范围内,包括:
21.当检测的空气含氧量未在预设合格范围内,对所述管形件的内部进行通风作业,直至空气含氧量位于预设合格范围内。
22.在一些实施例中,所述的对所述管形件的内部进行通风作业包括:
23.向所述焊接缺陷位置输送外界空气,并保持预设通风时间。
24.在一些实施例中,所述的补焊作业包括:
25.去除所述焊接缺陷位置的焊接填料;
26.对所述焊接缺陷位置进行补焊。
27.在一些实施例中,在所述的对所述焊接缺陷位置进行补焊之后,所述补焊作业包括:
28.打磨补焊位置的焊接填料;
29.擦拭清理所述补焊位置。
30.本发明实施例中的管形件的焊接方法通过从管形件的外部进行焊接作业,提高了作业效率,从管形件的内部进行补焊作业,能够有针对性地对管形件内壁上的焊接缺陷位置进行补焊,避免了相关技术中从管形件的外壁去除填料再补焊填充的繁琐步骤,节约了作业时间,提高了作业效率;同时,便于在补焊作业过程中直接观察在内壁上的补焊效果,提高了补焊作业的成功率。
附图说明
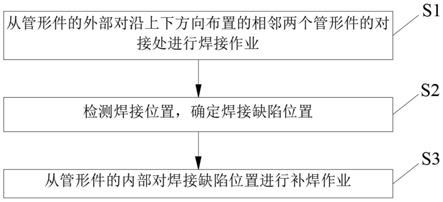
31.图1为本发明一实施例中管形件的焊接方法的步骤示意图;
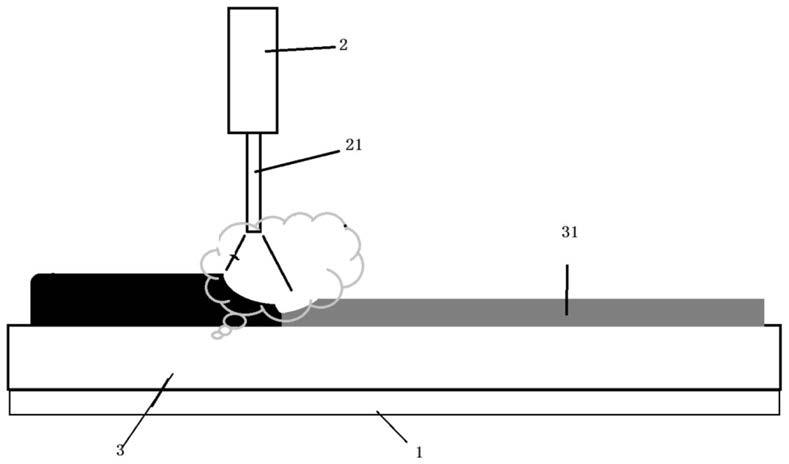
32.图2为本发明一实施例中吊篮吊放至焊接缺陷位置的示意图;
33.图3为本发明一实施例中吊篮的示意图。
34.附图标记说明
35.管形件10;管口10a;焊接缺陷位置11;吊篮20;工作空间20a;敞口20b;立杆21;底板22;第一加强环23;第二加强环24;围挡板25;钢缆30
具体实施方式
36.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的技术特征可以相互组合,具体实施方式中的详细描述应理解为本技术宗旨的解释说明,不应视为对本技术的不当限制。
37.在本技术的描述中,“上”、“下”、“顶”、“底”、“上下方向”方位或位置关系为基于附图2所示的方位或位置关系,需要理解的是,这些方位术语仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
38.本发明实施例提供一种管形件10的焊接方法,参阅图1和图2,管形件10竖直设置,相邻两个管形件10沿轴向的对接位置进行焊接,焊接方法包括:
39.s1:从管形件10的外部对沿上下方向布置的相邻两个管形件10的对接处进行焊接作业。
40.从外部进行焊接作业,能够利用外界活动空间大的优势,布置更多的施工人员和设备对对接位置进行作业,从而提高了作业效率,减少了作业时间。
41.s2:检测焊接位置,确定焊接缺陷位置11。
42.检测焊缝缺陷的具体方法不限。例如,施工人员肉眼观察并判断焊接位置的表面是否存在焊接缺陷;又如,采用x射线探伤仪器或者焊接位置的内部图像,再由施工人员或者机器判断是否存在焊接缺陷。
43.s3:从管形件10的内部对焊接缺陷位置11进行补焊作业。
44.焊接缺陷位置11位于焊缝的根部,即管形件10的内壁上。从管形件10的内部进行补焊作业能够直接对位于管形件10的内壁上的焊接缺陷位置11进行作业。
45.本发明实施例中的管形件10的焊接方法通过从管形件10的外部进行焊接作业,提高了作业效率,从管形件10的内部进行补焊作业,能够有针对性地对管形件10内壁上的焊接缺陷位置11进行补焊,避免了相关技术中从管形件10的外壁去除填料再补焊填充的繁琐步骤,节约了作业时间,提高了作业效率;同时,便于在补焊作业过程中直接观察在内壁上的补焊效果,提高了补焊作业的成功率。
46.可以理解的是,进行补焊作业的焊接执行主体需进入到管形件10的内部。
47.焊接执行主体具体类别不限,例如,施工人员及相关焊接设备;又如焊接机器人等。
48.可以理解的是,焊接执行主体进入管形件10的内部的具体方式不限。
49.例如,焊接执行主体为焊接机器人的实施例中,所述的从管形件10的内部对焊接缺陷位置11进行补焊作业包括:
50.在焊接机器人上设置多足行走结构,在多足行走结构的行走足上设置真空吸盘,以使焊接机器能够攀附在管形件10的内壁上并行走至焊接缺陷位置11进行补焊作业。
51.又如,所述的从管形件10的内部对焊接缺陷位置11进行补焊作业包括:
52.将焊接执行主体自管形件10顶部的管口10a吊入管形件10的内部,并到达焊接缺陷位置11;
53.对焊接缺陷位置11执行补焊作业。
54.采用吊放的方式,能够适用于各种不同形式的焊接执行主体。同时,可以充分利用管形件10在吊放安装过程中所使用的吊车、钢缆30、电葫芦等设备,从而减少了使用成本,减少了补焊作业的准备时间,提高了补焊作业的效率。
55.可以理解的是,设置辅助装置以提高以施工人员为焊接执行主体的补焊效率和安全性。
56.在一些实施例中,参阅图2,所述的将焊接执行主体自管形件10顶部的管口10a吊入管形件10的内部,并到达焊接缺陷位置11,包括:
57.提供用于承载焊接执行主体的吊篮20。吊篮20为施工人员执行补焊作业以及相关焊接设备提供了稳定的施工平台,有利于施工人员执行较长时间的作业,提高了作业效率。
58.悬吊承载了焊接执行主体的吊篮20至管形件10顶部的管口10a。采用钢缆30与吊篮20连接后,通过吊车等起吊装置牵引钢缆30,以将吊篮20移动至管口10a位置。
59.下放吊篮20,直至吊篮20到达焊接缺陷位置11。
60.可以理解的是,吊篮20与管形件10的内壁之间间隔安全施工距离。以降低由于钢缆30的晃动导致吊篮20与管形件10的内壁发生碰撞的几率,一方面,降低管形件10受损的几率,另一方面,保障了施工人员及相关焊接设备的安全性。
61.在一些实施例中,参阅图3,吊篮20中设有工作空间20a,工作空间20a通过吊篮20顶部设有敞口20b,敞口20b与工作空间20a连通。施工人员和相关设备通过敞口20b进入到工作空间20a中。
62.在一些实施例中,参阅图3,吊篮20包括若干根立杆21、底板22和第一加强环23,立杆21沿竖直方向延伸,立杆21的一端与底板22顶面的边缘连接,第一加强环23设置在立杆21的另一端并与各立杆21连接,立杆21、底板22和第一加强环23共同围设形成工作空间20a,第一加强环23远离底板22的一侧围设形成敞口20b。吊篮20结构简单、制作步骤少,生产成本低,方便施工人员进入管形件10的内部。
63.底板22为施工人员的作业和相关设备的摆放提供了稳定的平台,通过立杆21和第一加强环23为施工人员的作业提供了安全保障,第一加强环23降低了立杆21在人员倚靠、设备碰撞等情况发生变形的几率。
64.立杆21可采用标准管材制成,降低制造成本,在保证结构强度的同时减轻结构重量。
65.底板22可采用标准板材制成,以降低制造成本。
66.第一加强环23可采用钣金件弯折成环形后首尾连接而成,或者采用钢筋弯折后首尾连接形成。
67.可以理解的是,第一加强环23与立杆21、立杆21与底板22之间的连接方式不限。可以采用焊接、螺钉连接等形式。
68.可以连接的是,在吊篮20上设置辅助加强结构,以进一步提高吊篮20的结构强度。
69.在一些实施例中,参阅图3,吊篮20包括第二加强环24,第二加强环24设置在底板22与第一加强环23之间,第二加强环24环绕地连接各立杆21。通过第二加强环24进一步降低了立杆21在人员倚靠、设备碰撞等情况发生变形的几率,提高了吊篮20的整体结构强度。
70.可以理解的是,在吊篮20上设置辅助阻挡结构,以降低吊篮20内的设备从吊篮20中掉落的几率。
71.在一些实施例中,参阅图3,吊篮20包括围挡板25,围挡板25设置在底板22的顶面且沿竖直方向延伸,围挡板25连接在至少部分相邻的两立杆21之间。通过围挡板25以约束放置于底板22上的相关设备的活动范围,降低发生坠物的几率。
72.可以理解的是,吊篮20采用与管形件10同种材料制作而成,防止其对管形件10造成污染。
73.可以理解的是,吊篮20制作完成后需进行清洁,以降低吊篮20上粘附的杂质破坏管形件10内部的清洁度的几率。
74.可以理解的是,吊篮20制作完成后,需进行强度、稳定性测试、升降测试、载重测试以及动载荷测试,以验证吊篮20的可靠性和安全性。
75.可以理解的是,采用多根钢缆30与吊篮20连接的方式以吊放吊篮20,可以采用双锁扣锁紧方式进行连接,防止溜绳,降低安全事故发生的几率。多根钢缆30对称布置,以使吊放吊篮20的过程中受力均匀,提高安全性。
76.可以理解的是,在管形件10尺寸较长的情况下,管形件10内部的空气流动性差,施工人员进入到管形件10的内部有感到不适的风险。因此,施工人员进入管形件10内部前需采用措施提高安全性。
77.在一些实施例中,在所述的悬吊承载了焊接执行主体的吊篮20至管形件10顶部的管口10a之前,焊接方法包括:
78.确定管形件10内部的空气含氧量在预设合格范围内。通过氧含量测试仪确定管形件10内部的空气含氧量,待管形件10内部的空气含氧量满足预设合格范围内的要求后方可允许施工人员随吊篮20进入管形件10内部。
79.在一些实施例中,预设合格范围设定为:氧气的体积分数范围为19.5%~23.5%。在该范围内满足施工人员正常呼吸要求,同时能够降低补焊作业中所溅落的火星因氧含量高而引燃吊篮20中物品的可能性。
80.可以理解的是,若检测的空气含氧量未在预设合格范围内,需采取措施以使调节管形件10内的空气含氧量。
81.在一些实施例中,确定管形件10内部的空气含氧量在预设合格范围内,包括:
82.当检测的空气含氧量未在预设合格范围内,对管形件10的内部进行通风作业,直至空气含氧量位于预设合格范围内。通过通风作业实现对管形件10内部气体的替换,以使空气含氧量符合要求。
83.所采用的通风作业的具体方式不限。
84.在一些实施例中,所述的对管形件10的内部进行通风作业包括:
85.从管口10a向管形件10的内部输送外界空气,并保持预设通风时间。
86.可以在管形件10的管口10a可拆卸地安装通气扇,在吊放吊篮20以及补焊作业的过程中,通气扇不间断工作,以使得管形件10内部的空气含氧量符合要求。
87.在一些实施例中,所述的对管形件10的内部进行通风作业包括:
88.向焊接缺陷位置11输送外界空气,并保持预设通风时间。
89.可以采用空压机连接软管,软管的出气口朝向焊接缺陷位置11,以调节焊接缺陷位置11的空气含氧量。
90.通风时间的具体时长根据管形件10的内部容积以及空气含氧量与预设合格范围的差值确定。
91.需要说明的是,由于管形件10内部空间大,可能出现局部区域的空气含氧量不满足要求。因此,在吊放吊篮20和进行补焊作业的过程中需实时根据现场施工人员反馈情况和仪器的检测情况判断是否继续进行作业。
92.例如,下放吊篮20的过程中,待吊篮20下放至距离管口10a预设安全距离后,停顿预设观察时间,若施工人员无异常或者吊篮20中的氧含量检测仪测试值无异常,则继续下放预设安全距离并再次停顿预设观察时间,依次类推,直至吊篮20下放至焊接缺陷位置11后,再停顿预设观察时间,若无异常则执行补焊作业。在此期间,若出现异常,则提升吊篮20离开管形件10的内部,并对管形件10内部重新进行通风作业。
93.预设安全距离为2m-6m(meter,米),例如,取2m、4m、6m等。
94.预设观察时间为2min-4min(minute,分钟),例如,取2min、3min、4min等。
95.在一些实施例中,所述的补焊作业包括:
96.熔化焊接缺陷位置11的焊接填料,将熔融的焊接填料重新填充焊接缺陷位置11,以节省焊接材料。
97.在一些实施例中,所述的补焊作业包括:
98.去除焊接缺陷位置11的焊接填料。以防止原有焊接填料因焊接缺陷而对后续补焊作业以及该位置的连接强度的影响。
99.对焊接缺陷位置11进行补焊。
100.在一些实施例中,在所述的对焊接缺陷位置11进行补焊之后,补焊作业包括:
101.打磨补焊位置的焊接填料。以降低补焊位置的焊接填料产生凸起,而影响后续管形件10投入运营后输送流体产生紊流和噪声的几率。
102.可采用手持式砂轮打磨机对补焊位置进行打磨。
103.擦拭清理补焊位置。以减少粘附在管形件10内壁上的打磨所产生的杂质,保持管形件10内部的清洁度。
104.本技术提供的各个实施例/实施方式在不产生矛盾的情况下可以相互组合。
105.以上仅为本技术的较佳实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。