1.本发明涉及车辆加工技术领域,具体涉及一种汽车焊接质量扫描检测系统。
背景技术:
2.汽车是生活出行的重要交通工具之一,车体在生产加工过程中,其车身焊接强度是影响汽车安全的重要因素,即焊接过程中不可避免的产生残余应力变形,以及存在不易察觉的焊接缺陷。
3.车体焊接完成后需要对焊接部位进行焊接质量检测。目前,常用的焊接质量检测方法有工作人员目检、工具测量、超声波探测和三维扫描重建等。超声波探测和三维扫描重建能够精确的探测焊缝处瑕疵的位置以及焊接结构的变形尺寸,但多采用手持的方式进行检测,工作率较低,且极为消耗人力,同时,在检测中需要手动翻转检测物进行检测,被检测工件较大时,翻转麻烦,且检测中检测物易偏离,导致检测精确度低。
技术实现要素:
4.本发明提供一种汽车焊接质量扫描检测系统,结构简单紧凑,不仅实现对车体表面不同焊接位置的快速自动扫描,提高检测精度,避免车体的搬运和移动,而且实现多个扫描相应进行、以及同时自动充电,减小扫描缺陷,效率更高。
5.为实现上述目的,本发明提供一种汽车焊接质量扫描检测系统,包括在工作平台上移动并用于载放车体的支撑平台;
6.还包括位于支撑平台上方并通过升降组件带动升降的移动组件;
7.移动组件包括支撑环、扫描摄像头;
8.所述扫描摄像头通过驱动组件在支撑环上环形运动。
9.进一步的,所述驱动组件包括支撑架、固定安装在支撑架上的第一电机、同轴固定安装在支撑环上的内齿圈、与内齿圈相互啮合的第一齿轮;
10.第一电机输出端通过齿轮组件与第一齿轮连接,放置有扫描摄像头的支撑架与支撑环通过环形导轨环形滑动连接。
11.进一步的,多个扫描摄像头处于同一水平面上、并间隔设置在内齿圈上;
12.所述扫描摄像头上设有识别相邻扫描摄像头距离的感应传感器,每个第一电机均与控制器连接控制。
13.进一步的,一对驱动组件上下对称设置在支撑环上,相应的扫描摄像头相互错开环形运动;
14.所述齿轮组件包括与第一电机输出端连接的第二齿轮、与第二齿轮相啮合的第三齿轮、以及安装在支撑架上的传动轴;
15.第三齿轮固定安装在传动轴上、并与第一齿轮同轴转动;
16.所述扫描摄像头通过电缸带动在支撑架上沿支撑环径向滑动。
17.进一步的,上边、下边的第一电机上均设有储电组件;
18.储电组件通过导线分别与相应第一电机、电缸、扫描摄像头连接、并为第一电机、电缸、扫描摄像头提供电源;
19.位于支撑环的上方设有位于升降气缸上、并为储电组件充电的第二接头组件。
20.进一步的,上边、下边的第一电机上相应设有与识别器相匹配的第一定位传感器、第二定位传感器;
21.识别器安装在第二接头组件上、并与控制器连接,控制器控制升降气缸、第一电机的动作。
22.进一步的,上边储电组件上设有与第二接头组件相匹配的第一接头组件;
23.所述传动轴为空心轴结构,上边传动轴的下端轴内设有分别与储电组件输电端相连接的电磁块、第一触点;
24.下边传动轴的上端轴内设有受向下弹力并滑动的支撑块,支撑块上设有与第一触点相互匹配的第二触点;
25.第二触点通过导线与下边的储电组件充电端连接。
26.进一步的,所述第一接头组件包括第一套筒、位于第一套筒内并上端限位的第一接头块;
27.第一接头块下方设有弹力向上的第一弹簧、下端通过导线与储电组件充电端连接;
28.所述第二接头组件包括插装在第一套筒内的第二套筒、固定位于第二套筒内的第二接头块;
29.第二接头块上端通过导线与固定电源连接、下端与第一接头块相匹配。
30.进一步的,所述升降组件包括支撑立柱、轴线竖直设置在支撑立柱上的螺旋杆;
31.螺旋杆上螺纹安装有与支撑环固定连接的连接块、一端与第二电机的输出端固定连接。
32.进一步的,所述工作平台上设有用于感应车体位置的感应装置,感应装置与控制器连接,控制器控制支撑平台的移动、第一电机、第二电机的启动。
33.与现有技术相比,本发明提供一种汽车焊接质量扫描检测系统,由于移动组件通过升降组件在支撑平台上方进行升降,并且扫描摄像头通过驱动组件在支撑环上环形运动,因此保障扫描摄像头在空间位置上的调整,实现对车体表面不同焊接位置的快速自动扫描,避免车体的搬运和移动,效率更高;
34.由于扫描摄像头为多个,每个扫描摄像头可根据使用情况进行环形运动对车体进行扫描,最后汇总至计算机中分析、处理,以避免在升降组件、驱动组件作用下,扫描摄像头移动出现扫描影像缺陷,使得扫描精度更高;并且扫描摄像头通过电缸带动在支撑架上沿支撑环径向滑动,因此适用不同的车体尺寸,避免扫描摄像头距离车体过远造成扫描不清晰,减小扫描缺陷、提高扫描准确性;
35.由于一对驱动组件上下对称设置在支撑环上,一对第一电机上均设有为相应的第一电机、电缸、扫描摄像头提供电源的储电组件,并且储电组件可通过相应定位传感器、识别器进行位置定位,因此实现升降移动的第二接头组件为储电组件自动充电,避免人工操作;
36.由于当传动轴位于同一轴线进行充电时,导线从上边传动轴的空心结构进入,与
下端的电磁块、第一触点连接,电磁体产生磁力对同轴布置的下边传动轴上端的支撑块吸引,使得支撑块向上滑动、第一触点与第二触点相互接触,因此第二接头组件与上边第一接头组件对接充电时,上边储电组件将作为过度电源为下边储电组件充电,实现一对储电组件的同时充电,效率更高。
附图说明
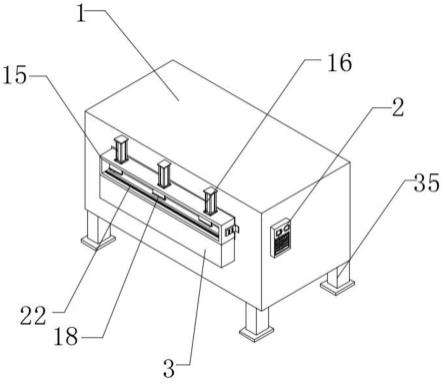
37.图1是本发明的整体示意图;
38.图2是本发明的升降组件示意图;
39.图3是本发明的驱动组件示意图;
40.图4是本发明的一对对称布置驱动组件主视图;
41.图5是本发明的对称布置的驱动组件传动时一种实施例主视图;
42.图6是本发明的对称布置的驱动组件传动时另一种实施例主视图;
43.图7是本发明的对称布置的驱动组件传动时局部主视图;
44.图8是本发明的第一接头组件、第二接头组件连接主视图;
45.图9是本发明的充电时一对传动轴局部主视图;
46.图10是本发明一对储电组件充电时连接流程图;
47.图中:1、移动组件,11、支撑环,12、扫描摄像头;2、升降组件,21、支撑立柱,22、螺旋杆,23、连接块,24、第二电机,25、感应装置,3、滑轨,4、支撑平台,5、工作平台;
48.6、驱动组件,61、传动轴,62、内齿圈,63、环形导轨,64、支撑架,65、第一电机,661、第一齿轮,662、第二齿轮,663、第三齿轮,67、电缸,68、支撑板,71、储电组件,72、第一接头组件,721、第一套筒,722、第一接头块,723、第一弹簧,73、第二接头组件,731、第二套筒,732、第二接头块;
49.741、电磁块,742、支撑块,751、第一触点,752、第二触点,753、第二弹簧。
具体实施方式
50.下面将结合本发明的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
51.如图1、图2和图3所示,本发明提供一种汽车焊接质量扫描检测系统,包括在工作平台5上移动并用于载放车体的支撑平台4、位于支撑平台4上方并通过升降组件2带动升降的移动组件1;
52.移动组件1包括支撑环11、扫描摄像头12;
53.所述扫描摄像头12通过驱动组件6在支撑环11上环形运动。
54.如图2、图3所示,所述驱动组件6包括支撑架64、固定安装在支撑架64上的第一电机65、同轴固定安装在支撑环11上的内齿圈62、与内齿圈62相互啮合的第一齿轮661;
55.第一电机65输出端通过齿轮组件与第一齿轮661连接,放置有扫描摄像头12的支撑架64与支撑环11通过环形导轨63环形滑动连接;
56.具体的为,第一电机65启动,通过内齿圈62与第一齿轮661相互啮合、并且支撑架
64通过环形导轨63滑动设置在支撑环11上,因此支撑架64将滑动设置在支撑环11上,带动扫描摄像头12定位至各个位置。
57.扫描摄像头12可为多个,并可根据使用情况进行环形运动,即每个扫描摄像头12均对车体进行扫描,最后汇总至计算机中分析、处理,以避免在升降组件2、驱动组件6作用下,扫描摄像头12移动出现扫描影像缺陷,使得扫描效率更高;
58.移动组件1在升降组件2的带动下,升降至车体上方合适位置,第一电机65带动扫描摄像头12进行环形运动,并随着升降组件2的移动,使得扫描摄像头12进行360
°
扫描,扫描摄像头12与计算机连接,用于传输扫描信息,利用计算机完成三维扫描,充分获取车身信息并进行处理分析,最终输出检测结果。
59.作为一种实施例,多个扫描摄像头12处于同一水平面上、并通过相应驱动组件6间隔设置在内齿圈62上,即每个扫描摄像头12相应安装在支撑架64上,并通过相应的第一电机65带动第一齿轮661与内齿圈62相啮合进行环形运动;
60.另外相应的第一电机65均与控制器连接,实现联动控制,或者扫描摄像头12上可设有识别相邻扫描摄像头12距离的感应传感器,当多个扫描摄像头12在支撑环11上做不同方向、移动速度时,相邻之间通过感应传感器进行位置感应,通过控制器控制其相应方向、速度,避免其之间发生碰撞。
61.作为另外一种实施例,如图4、图5和图6所示,一对驱动组件6上下对称设置在支撑环11上,相应的扫描摄像头12相互错开环形运动;相互错开主要是一对扫描摄像头12也是上下对称设置,防止一对扫描摄像头12做环形运动时,其之间发生碰撞;
62.第一电机65的输出端可直接与第一齿轮661连接,也可通过齿轮组件进行动力驱动;
63.当通过齿轮组件连接时,齿轮组件包括与第一电机65输出端连接的第二齿轮662、与第二齿轮662相啮合的第三齿轮663、以及转动安装在支撑架64上的传动轴61;
64.第三齿轮663固定安装在传动轴61上、并与第一齿轮661同轴转动;
65.由于不同类型车体的尺寸有差别,当扫描摄像头12在进行描述时,为适用不同的车体尺寸,避免扫描摄像头12距离车体过远造成扫描不清晰,提高扫描准确性,进一步的,所述扫描摄像头12通过电缸67带动在支撑架64上沿支撑环11径向滑动;
66.即电缸67的输出端设有支撑板68,扫描摄像头12安装在支撑板68上,电缸67启动后,带动支撑板68进行移动,移动的方向为支撑环11的径向方向,因此满足扫描摄像头12径向方向上的调整,以适用不同尺寸的车体;
67.如图6、图7所示,进一步的,上边、下边的第一电机65上均设有储电组件71;
68.储电组件71通过导线分别与相应第一电机65、电缸67、扫描摄像头12连接、并为其提供电源;
69.位于支撑环11的上方设有位于升降气缸上、并为储电组件71充电的第二接头组件73;
70.因此储电组件71在提供电力的同时,也可通过第二接头组件73实现充电,实现在线充电的功能,避免传统采用人工接通电源的方式,使得充电效率更高,自动化程度更高。
71.如图10所示,进一步的,上边、下边的第一电机65上相应设有与识别器相匹配的第一定位传感器、第二定位传感器;
72.识别器安装在第二接头组件73上、并与控制器连接,控制器控制升降气缸、第一电机65的动作;
73.具体的为,当储电组件71上电量较少需要充电时,第一电机65带动第一齿轮661与内齿圈62相互啮合,使得支撑架64移动,当第一定位传感器、第二定位传感器靠近识别器位置时,控制器控制第一电机65停止启动,同时控制升降气缸启动,升降气缸带动第二接头组件73向下移动使其为储电组件71充电;
74.上边储电组件71、下边储电组件71可单独进行充电,即第一定位传感器与识别器相感应,通过升降气缸带动第二接头组件73向下移动使其与上边储电组件71接通进行充电,同样的下边的储电组件71也采用这种方式,即上边储电组件71、下边储电组件71上均设有与第二接头组件73相匹配的第一接头组件72,这种方式能够满足一对储电组件71依次独立充电,但是无法同时充电,充电时需要花费双倍的充电时间,造成效率低;
75.因此为实现上边储电组件71、下边储电组件71同时充电,如图7、图9所示,进一步的,上边储电组件71上设有与第二接头组件73相匹配的第一接头组件72;
76.所述传动轴61为空心轴结构,上边传动轴61的下端轴内设有分别与储电组件71输电端相连接的电磁块741、第一触点751;
77.下边传动轴61的上端轴内设有受向下弹力并滑动的支撑块742,支撑块742上设有与第一触点751相互匹配的第二触点752;
78.第二触点752通过导线与下边的储电组件71充电端连接;
79.具体的为:当上边储电组件71、下边储电组件71同时进行充电,第一定位传感器、第二定位传感器相应与识别器相感应,使得一对驱动组件6运动至上下对称位置,即上边传动轴61、下边传动轴61的轴线处于同一直线;
80.此时升降气缸带动第二接头组件73与上边第一接头组件72对接,实现对上边储电组件71的充电,储电组件71的输电端也进行输电,即导线从上边传动轴61的空心结构进入,与下端的电磁块741、第一触点751连接,电磁体产生磁力对同轴布置的下边传动轴61上端的支撑块742吸引,支撑块742向上滑动并对其第二弹簧753压缩,使得第一触点751与第二触点752相互接触;
81.由于第二触点752通过导线与下边的储电组件71充电端连接,使得上边储电组件71与下边储电组件71之间相互接通,即上边储电组件71将作为过度电源为下边储电组件71充电,实现一对储电组件71的同时充电,效率更高;
82.另外为避免导线在传动轴61空心结构内因传动轴61转动造成绕线问题,可将穿线筒通过小型轴承转动安装在传动轴61内,即上边传动轴61上下两端均转动设有穿线筒,此时电磁块741、第一储电均安装在穿线筒内,下边传动轴61上端同样设有穿线筒,此时支撑块742滑动套装在穿线筒内、上端进行行程限位,第二弹簧753套装在支撑块742上,使得支撑块742受向下弹力;
83.当一对储电组件71充电结束后,升降气缸带动第二接头组件73脱离第一接头组件72,电磁块741失电,解除对支撑块742的吸附,并在第二弹簧753作用下,支撑块742回到初始位置,使得第二触点752与第一触点751脱离、断开连接,完成下边储电组件71的充电,并且在驱动组件6带动下,一对扫描摄像头12可自由环形运动;
84.如图8所示,所述第一接头组件72包括第一套筒721、位于第一套筒721内并上端限
位的第一接头块722;
85.第一接头块722下方设有弹力向上的第一弹簧723、下端通过导线与储电组件71充电端连接;
86.所述第二接头组件73包括插装在第一套筒721内的第二套筒731、固定位于第二套筒731内的第二接头块732;
87.第二接头块732上端通过导线与固定电源连接、下端与第一接头块722相匹配。
88.具体的为,升降气缸带动第二接头组件73向下移动,使得第二套筒731插装在第一套筒721内,并随着轴向插装动作,与固定电源连接的第二接头块732与第一接头块722接触,并使得第一接头块722对第一弹簧723压缩,使得接触更加安全,因此实现固定电源通过第二接头块732、第一接头块722与上边储电组件71的接通;
89.如图1所示,进一步的,所述支撑环11的内径大于车体的外形尺寸;
90.即支撑环11上下移动时,可套设在车体的外侧,实现扫描摄像头12对车体空间不同位置的扫描定位;
91.作为一种实施例,所述升降组件2可以为伸缩杆,伸缩杆固定在工作平台5上、伸缩端与支撑环11连接;并且伸缩杆可采用液压结构;
92.如图2所示,作为另外一种实施例,所述升降组件2包括支撑立柱21、轴线竖直设置在支撑立柱21上的螺旋杆22;
93.螺旋杆22上螺纹安装有与支撑环11固定连接的连接块23、一端与第二电机24的输出端固定连接;
94.具体为,第二电机24可采用伺服电机,并与控制器连接,通过控制器方便人工或者自动控制第二电机24的转速,第二电机24启动后,将带动螺旋杆22转动,使螺纹安装在其的连接块23上下升降,连接块23从而带动支撑环11进行高度调整;
95.连接块23与支撑环11之间的连接可直接采用螺钉固定,也可采用卡槽结构,即连接块23上设有与支撑环11厚度相匹配的卡槽,支撑环11卡装在连接块23内,并通过定位销进行固定。
96.为保障支撑环11升降的稳定性,升降组件2可以为多组,并相应均匀与支撑环11连接。
97.如图1、图2所示,进一步的,所述支撑平台4通过沿移动方向布置的滑轨3滑动设置在支撑平台4上;
98.支撑平台4可通过传送组件在滑轨3上移动,或者支撑平台4自带动力滚轮进行移动;
99.进一步的,所述工作平台5上设有用于感应车体位置的感应装置25,感应装置25与控制器连接,控制器控制支撑平台4的移动、第一电机65、第二电机24的启动;
100.具体的为,这种感应装置25可以为红外线感应仪或者行程开关,当感应装置25检测车体位于合适位置时,将信号通过无线或者有线的方式传输至控制器中,控制器首先控制支撑平台4停止移动,再控制第二电机24启动,带动移动组件1上下升降至合适位置,然后控制第一电机65启动,带动支撑架64上的扫描摄像头12做环形移动;
101.进一步的,所述支撑平台4上设有多个相互交叉布置的限位槽;
102.每个限位槽为倒置的t型结构;
103.具体的为,当车体固定在支撑平台4上时,可通过多个螺钉一端滑动设置在不同的限位槽内、另一端穿出将车体进行固定,即螺钉的钉头与t型结构相互匹配,因此实现对车体的快速定位。
104.本发明提供一种汽车焊接质量扫描检测系统,将车体放置在支撑平台4上,支撑平台4移动设置在工作平台5上;
105.升降组件2带动移动组件1向上移动,使得升降组件2与工作平台5之间留有供车体穿过的通道,当车体位于至合适位置时,比如移动组件1下方,支撑平台4停止移动;此时第一电机65启动,通过内齿圈62与第一齿轮661相互啮合,使得支撑架64沿着支撑环11做环形移动,即扫描摄像头12对车体进行扫描,并将车体上焊接数据输送至计算机中进行分析处理,提高检测的效率和精度;
106.优选的,支撑环11的内径大于车体整体尺寸,当支撑环11上下移动时,可套设在车体的外侧,因此可实现扫描摄像头12对车体空间不同位置的扫描定位,扫描摄像头12可将对车体外形尺寸或者焊接缺陷的结果通过无线的方式传输至计算机中。
107.优选的,一对驱动组件6上下对称设置在支撑环11上,即一对扫描摄像头12上下相互错开环形运动,并且每个驱动组件6上均设有为储电组件71,储电组件71为相应第一电机65、电缸67、扫描摄像头12提供电源;
108.当上边储电组件71、下边储电组件71同时进行充电,第一定位传感器、第二定位传感器相应与识别器相感应,使得一对驱动组件6运动至上下对称位置,即上边传动轴61、下边传动轴61的轴线处于同一直线;
109.此时升降气缸带动第二接头组件73与上边第一接头组件72对接,实现对上边储电组件71的充电,储电组件71的输电端也进行输电,即导线从上边传动轴61的空心结构进入,与下端的电磁块741、第一触点751连接,电磁体产生磁力对同轴布置的下边传动轴61上端的支撑块742吸引,支撑块742向上滑动并对其第二弹簧753压缩,使得第一触点751与第二触点752相互接触;
110.由于第二触点752通过导线与下边的储电组件71充电端连接,使得上边储电组件71与下边储电组件71之间相互接通,即上边储电组件71将作为过度电源为下边储电组件71充电,实现一对储电组件71的同时充电,效率更高;
111.当一对储电组件71充电结束后,升降气缸带动第二接头组件73脱离第一接头组件72,电磁块741失电,解除对支撑块742的吸附,并在第二弹簧753作用下,支撑块742回到初始位置,使得第二触点752与第一触点751脱离、断开连接,因此一对扫描摄像头12可相互独立自由环形运动;
112.当对车体完成扫描后,支撑环11在升降组件2带动下移动至合适位置,接着支撑平台4带动车体继续移动;
113.另外为保障本装置使用范围更广,支撑架64上的扫描摄像头12可更换为焊接组件,通过焊接组件的空间定位移动实现对车体的焊接处理。
114.在本发明的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。