1.本实用新型涉及电弧焊接技术领域,尤其涉及一种双焊枪多丝焊接系统。
背景技术:
2.本部分的陈述仅仅是提供了与本实用新型相关的背景技术信息,不必然构成在先技术。
3.随着钢结构、船舶、工程机械等现代制造业的快速发展,对于高效焊接技术的需求愈发明显。实际焊接过程中,现有单焊丝焊接在某些时候不能满足更高的焊接效率要求,为提高焊接效率,出现了双丝双弧或双丝单弧的焊接系统。
4.双丝双弧焊接是以先行焊丝和后行焊丝插入到各自导电嘴内,在常规焊接参数下两焊丝距离较近需要共熔池,两电弧之间存在相互干扰现象。当焊接电流和送丝速度过大时,熔池体积和电弧力均增大,熔池扰动难以控制,又限制了其熔敷率的进一步提升。
5.双丝单弧焊接虽然不存在电弧干扰问题,但因其为单电源输出,功率小,熔覆效率低于双丝双弧焊,电弧及熔池的有效宽度也均小于双丝双弧焊,因此焊接速度慢,焊接效率降低。
技术实现要素:
6.为了解决上述问题,本实用新型提出了一种双焊枪多丝焊接系统,增加单个焊枪送给的焊丝数量,焊接过程中单个焊枪的多根焊丝在电磁力作用下吸合形成单电弧,减小与另一焊枪的单电弧之间的干扰,通过合适的电弧间距产生液桥相互隔离,使得电弧干扰进一步减少,同时极大提升了熔覆效率。
7.在一些实施方式中,采用如下技术方案:
8.一种双焊枪多丝焊接系统,包括:与第一焊接电源连接的第一送丝装置,与第二焊接电源连接的第二送丝装置;所述第一送丝装置连接第一焊枪,两根或两根以上的焊丝经过第一焊枪的导电嘴送出;所述第二送丝装置连接第二焊枪,两根或两根以上的焊丝经过第二焊枪的导电嘴送出。
9.与现有技术相比,本实用新型的有益效果是:
10.(1)本实用新型第一焊枪的两根或两根以上的焊丝相互吸合形成挺度高的单一电弧,抗干扰能力增强;通过调整第一焊枪与第二焊枪的焊丝间距和焊枪角度,两电弧产生的熔池在电弧力的作用下向中间汇聚形成液桥连接,第一焊枪电弧作用在液桥前方,第二焊枪电弧作用在液桥后方,进一步将两电弧分隔,电弧干扰进一步降低,电弧状态趋于更加稳定,避免熔池扰动引发成形不良等焊接缺陷。
11.(2)本实用新型能够确保第一焊枪气体保护焊熔池金属平稳向后流动,汇入第二焊枪气体保护焊的熔池,该过程中形成稳定的液桥;同时确保第一焊枪电弧作用在液桥前端,第二焊枪电弧作用在液桥后方,液桥的最高点位置将两电弧相隔。
12.(3)本实用新型可以有效解决原双丝双弧在焊接过程中,由于焊接电流的互相干
扰,造成的焊接质量差的问题;通过多丝装置,让中厚板焊接可达到高焊接速度,提高焊接效率;第一电弧与第二电弧形成液桥,可以提供更大的熔敷效率和更高的焊接速度,有效提高焊接质量和焊接效率。
13.(4)本实用新型的送丝装置的送丝轮具备两个或多个焊丝槽,各焊丝经过单独的焊丝槽进行输送,互不干扰,能够保证送丝的稳定性。
14.本实用新型的其他特征和附加方面的优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本方面的实践了解到。
附图说明
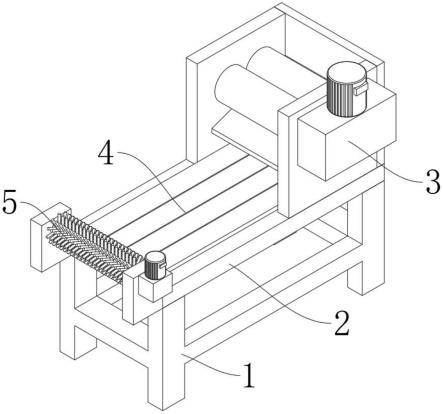
15.图1为本实用新型实施例中的双焊枪多丝焊接系统结构示意图;
16.图2为本实用新型实施例中的双枪多丝焊接原理示意图;
17.图3(a)-(b)分别为本实用新型实施例中的送丝装置及送丝轮结构示意图;
18.图4为本实用新型实施例中的导电嘴结构示意图;
19.图5为本实用新型实施例中的焊接效果示意图;
20.其中,101.第一焊接电源,102.第二焊接电源,103.第一送丝装置,104.第二送丝装置,105.第一焊枪,106.第二焊枪,107.熔池,108.液桥,109.工件,110.焊丝出口孔。
具体实施方式
21.应该指出,以下详细说明都是例示性的,旨在对本技术提供进一步的说明。除非另有指明,本实用新型使用的所有技术和科学术语具有与本技术所属技术领域的普通技术人员通常理解的相同含义。
22.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
23.虽然下面实施例是在gmaw类型的焊接的背景下讨论的,但本发明不受限于此,例如,本实施例系统可以在saw和fcaw类型的焊接操作以及其他类似类型的焊接操作中使用。
24.实施例一
25.在一个或多个实施方式中,公开了一种双焊枪多丝焊接系统,参照图1,包括:与第一焊接电源101连接的第一送丝装置103,与第二焊接电源102连接的第二送丝装置104;其中,第一送丝装置103连接第一焊枪105,两根或两根以上(即多根)的焊丝经过第一焊枪105的导电嘴送出;第二送丝装置104连接第二焊枪106,两根或两根以上的焊丝经过第二焊枪106的导电嘴送出。
26.第一焊接电源101包括正极端和负极端,正极端与第一送丝装置103相连接,负极端与工件109相连接;第二焊接电源102包括正极端和负极端,正极端与第二送丝装置104相连接,负极端与工件109相连接;第一送丝装置103与第二送丝装置104分别在第一焊接电源101和第二焊接电源102的控制下,将第一焊丝束(h1)与第二焊丝束(h2)经第一焊枪105与第二焊枪106同时驶离焊枪,到达工件109,分别形成焊接熔池107。
27.结合图2,第一焊丝束(h1)与第二焊丝束(h2)同时达到工件109,分别在工件109的
焊接方向上,形成前后焊接电弧,两焊接电弧产生的熔池107汇集形成液桥108,熔池107冷却达到焊接效果。第一焊枪105多丝焊的熔池107与第二焊枪106多丝焊的熔池107通过液桥108相连,液桥108的宽度大于第一焊枪105或第二焊枪106的焊接熔池107的宽度。
28.本实施例中,第一焊枪105与第二焊枪106的焊丝数量可以相同,也可以不同;第一送丝装置103或第二送丝装置104送出的两根或两根以上的焊丝同时进入焊枪,焊丝的材质可以是实心焊丝、金属粉芯焊丝或药芯焊丝,两把焊枪的焊丝材质不局限于相同材质,也可以是不同材质的组合;焊丝的直径可以选择直径为0.8-3.0mm,多根焊丝直径不局限于相同尺寸,可以选择不同直径的焊丝组合。
29.第一焊接电源101和第二焊接电源102的极性均可以采用直流正接、直流反接或交流形式,两焊接电源的电极极性不局限于相同极性,也可以是不同的极性组合;第一焊接电源101和第二焊接电源102的电流电压输出均独立可调,在焊接电流的作用下,第一焊枪105各焊丝之间产生电磁吸力,多根焊丝相互吸合形成单一电弧,第二焊枪106各焊丝之间产生电磁吸力,多根焊丝相互吸合形成单一电弧,第一焊枪105与第二焊枪106各自的电弧抗另一电弧的干扰能力均增强。作为一种实施方式,单台焊接电源的输出电流范围为50a-800a。
30.本实施例中,第一焊枪105与第二焊枪106可以通过夹具固定或集成为一体式焊枪,两焊枪之间的间距可调,可以调整不同的焊丝间距,距离在0mm-50mm范围内可调,实际实施过程间距应大于两电弧的宽度之和,避免两电弧接触。
31.本实施例中,第一焊枪105与第二焊枪106串联排列往前行进,或前后排列成一定夹角,该夹角角度范围为(0
°
,45
°
],此时,焊缝的宽度较串列方式增大。
32.第一焊枪105与焊接方向的夹角可以从70
°
到110
°
,第二焊枪106与焊接方向的夹角可以从90
°
到135
°
。通过改变上述夹角,可以改变焊缝成型的宽度与高度。
33.第一焊枪105和第二焊枪106保护气体流量均可以设置15-90l/min独立可调;焊接过程中采用的保护气体成分可以选择纯co2气体或co2气体百分含量在50%以上的富co2气体或纯氩气体或氩气气体百分含量在75%以上的富氩气体,两把焊枪采用的保护气成分不局限于相同成分,可以采用不同成分保护气。
34.本实施例中,第一焊枪105与第二焊枪106的结构相同,均包括:导丝管和导电嘴;其中,导丝管为焊枪内部用于容纳焊丝的通道,焊丝经过该通道进入导电嘴,然后经过导电嘴送出焊枪。
35.在一些实施方式中,导丝管可以是一个,两根或多根焊丝均通过该导丝管进入导电嘴;导丝管的内径大于所有焊丝的直径之和,需被恰当地确定尺寸以允许所有焊丝同时通过。例如,1.0mm与1.2mm的焊丝,可以不加修改地使用标准的2.4mm的导丝管。在另一些实施方式中,导丝管也可以与焊丝的数量相匹配,每根焊丝分别经过独立的导丝管进入导电嘴。
36.在一些实施方式中,导电嘴上设有一个焊丝出口孔110,两根或两根以上的焊丝能够并列从所述的焊丝出孔口出丝。具体地,焊丝出口孔110为扁孔,比如:椭圆形孔、u型孔或者长圆孔等。扁孔在长度方向的最大开孔直径满足:d
总
<d≤1.2*d
总
;扁孔在宽度方向的最大开孔直径满足:d
最大
<d≤1.2*d
最大
;其中,d
总
表示所有焊丝的直径之和,d
最大
表示所有焊丝中直径最大的焊丝直径,这样能够防止开孔过大,避免焊丝在孔内晃荡,影响焊接效果。图4给出了焊丝出口孔110为椭圆形孔的示意图。
37.在另一些实施方式中,导电嘴上设有两个或多个焊丝出口孔110,焊丝出口孔110的数量与焊丝的数量相对应,每一根焊丝通过独立的焊丝出口孔110出丝;各个焊丝出口孔110之间间隔设定距离。
38.作为一种具体的实施方式,第一送丝装置103同时送出两根焊丝,第一焊枪105内包括一个导丝管,导丝管与导电嘴连接,导电嘴上设有两个间隔设定距离的焊丝出口孔110,两根焊丝经过第一焊枪105内的同一个导丝管后,分别进入导电嘴上的两个出口孔,每一根焊丝通过独立的焊丝出口孔110出丝,避免两根焊丝之间产生干扰,第二送丝装置104与第二焊枪106的结构及配合方式与上述相同。
39.作为另一种具体的实施方式,第一送丝装置103同时送出两根焊丝,第一焊枪105内包括一个导丝管,导丝管与导电嘴连接,导电嘴上设有一个椭圆形孔,两根焊丝经过第一焊枪105内的同一个导丝管后,同时进入导电嘴的椭圆形焊丝出口孔110内,被并列送出,因为具备相同的送丝速度,因此两根焊丝可以同时驶离焊枪,即从同一出孔口同时驶出两根焊丝,避免焊丝不同步造成的电流干扰。第二送丝装置104与第二焊枪106的结构及配合方式与上述相同。
40.作为再一种具体的实施方式,第一送丝装置103同时送出两根焊丝,第一焊枪105内包括两个导丝管,两个导丝管的出口均与导电嘴连接,导电嘴上设有一个椭圆形孔;每根焊丝分别经过独立的导丝管进入导电嘴的同一个椭圆形焊丝出口孔110内,被并列送出;可以避免焊丝出现分叉等现象,保证焊接质量。第二送丝装置104与第二焊枪106的结构及配合方式与上述相同。
41.当然,本领域技术人员可以根据实际需要设置导丝管的数量或者导电嘴上焊丝出口孔110的数量。
42.本实施例中,第一送丝装置103和第二送丝装置104结构相同,参照图3(a),以第一送丝装置103送出两根焊丝为例进行说明,第一送丝装置103包括:焊丝盘p1与焊丝盘p2、送丝轮s1与送丝轮s2、压丝轮y1和压丝轮y2、主送丝轮z1。第一送丝装置103在第一焊接电源101的作用下从焊丝盘p1与焊丝盘p2分别拉出第一焊丝和第二焊丝传送至送丝轮s1与送丝轮s2。前后送丝轮在主送丝轮z1的转动下,会保持相同的转动频率,这样两焊丝会保持相同的送丝速度。
43.图3(b)描述本实施例中第一送丝装置103或第二送丝装置104的双槽送丝轮。以第一送丝装置103为例,焊丝h1中的第一焊丝经过送丝轮s1与送丝轮s2内侧槽口c1,第二焊丝经过送丝轮s1与送丝轮s2外侧槽口c2,但该发明保护任何等同形式的实现方式,例如第一焊丝经过送丝轮s1与送丝轮s2的外侧槽口c2,第二焊丝经过送丝轮s1与送丝轮s2的内侧槽口c1等;上部压丝轮与下部送丝轮采用相反方向转动,即上部压丝轮顺时针转动,则下部送丝轮逆时针转动,使得焊丝在上部压丝轮与下部送丝轮中被挤压达到校直送给的效果。
44.两根焊丝分别从两焊丝盘同时经送丝轮传送至第一焊枪105,焊丝分别经过送丝轮的单独焊丝槽,互不干扰,可以保证送丝速度的稳定性,第二送丝装置104中的结构与上述相同。
45.需要说明的是,送丝轮的槽口形状可以是任何已知类型的,例如v型双槽送丝轮、u型双槽送丝轮、滚花双槽送丝轮等。
46.本实施例使用的示例性标准焊丝直径包括1.0mm、1.2mm、1.6mm等。送丝轮内侧槽
口c1与外侧槽口c2应具有彼此相同的宽度和深度,或者具有不同的宽度和深度以容纳不同尺寸或组合的双焊丝。
47.在其他一些实施例中,送丝轮内侧槽口与外侧槽口可以包括滚花或其他摩擦表面处理,以便校直焊丝。
48.容易理解的,当焊丝数量为两个以上时,可以设置相应数量的焊丝盘,送丝轮上也可以设置相应数量的槽口。
49.本实施例中,送丝装置、焊枪和导电嘴等未提及的其他结构(比如分流器、喷嘴等)及工作原理均采用行业内的公知技术实现,不再详述。
50.本实施例中,可以根据焊丝直径灵活调整焊接能量输出,保证焊丝可以在相同时间,以相同速度达到工件109,形成焊接熔池107,相同的速度可以避免后行焊丝通电的电流而对先行焊丝电弧产生干涉,从而会有电弧状态不稳定的情况。
51.本实施例第一焊枪105和第二焊枪106各自多丝焊接相互吸合形成高挺度的单一电弧,可以通过调整单个焊枪多根焊丝之间的间距、焊丝直径、焊丝数量、焊接参数、保护气体等进行匹配调节;第一焊枪105焊接熔池107与第二焊枪106焊接熔池107之间的焊接液桥108的尺寸及稳定的存在,可以通过调整第一焊枪105与第二焊枪106的间距、焊枪角度、焊丝直径、焊接参数等进行匹配调节。通过上述调节,能够实现电弧挺度增强,电弧干扰尽可能小;确保第一焊枪105气体保护焊熔池107金属平稳向后流动,汇入第二焊枪106气体保护焊的熔池107,该过程中形成稳定的液桥108;确保第一焊枪105电弧作用在液桥108前端,第二焊枪106电弧作用在液桥108后方,液桥108的最高点位置将两电弧相隔。
52.在一个具体的实施方式中,第一焊枪105采用两根焊丝,两根焊丝间距为0-0.5mm,可选的保护气体为纯ar气体或ar体积百分含量在75%以上的富ar混合气,可使用的焊丝规格为φ1.2mm-φ1.6。第二焊枪106采用两根焊丝,两根焊丝间距为0-0.5mm,可选的保护气体为纯ar气体或ar体积百分含量在75%以上的富ar混合气,可使用的焊丝规格为φ1.2mm-φ1.6。第一焊枪105和第二焊枪106的焊丝直径可以一致,也可以不同。第一焊枪105与焊接方向成90
°
,第二焊枪106与焊接方向成120
°
;第一焊枪105焊丝端部与第二焊枪106焊丝端部间距为20mm;焊接速度2.0m/min,第一焊枪105焊接电流500a,第二焊枪106焊接电流480a。
53.以上焊丝直径与保护气体仅为本发明的一个实施例,本发明的实施例以熔化极气体保护焊进行讨论,但本发明这方面不受限制,实施例可以采用不同形式的气体保护,例如纯co2气体或co2体积百分含量在75%以上的富co2混合气等。
54.图5示意性示出本实施例双枪多丝焊的实验效果;在上述实施例条件下,获得的焊缝成型优良,焊缝有效面积大,焊接速度快,且飞溅较小。
55.上述虽然结合附图对本实用新型的具体实施方式进行了描述,但并非对本实用新型保护范围的限制,所属领域技术人员应该明白,在本实用新型的技术方案的基础上,本领域技术人员不需要付出创造性劳动即可做出的各种修改或变形仍在本实用新型的保护范围以内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。