1.本发明涉及板材焊接技术领域,尤其涉及一种用于大型板材焊接的焊接设备。
背景技术:
2.焊接,也称作熔接、镕接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。现代焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等,利用焊接设备对板材进行焊接时,需要使用到支撑结构便于板材的摆放,尤其对于大型板材焊接时需要精准进行定位合拢,才能后期进行焊接组装。
3.现有的大型板材焊接时,板材焊接使用的支撑装置结构简单,无法根据板材大小灵活调节,且板材下料不够方便,大型板材对接后在焊接时,受到焊接影响,从而导致板材发生偏移,进而导致后期焊接时的稳定性和焊接的精准性下降,影响焊接的质量。
4.因此需要一种用于大型板材焊接的焊接设备,能够灵活组装夹持不同大小的板材,从而方便夹持板材,保证板材焊接的稳定性,同时精准稳定需要焊接的板材,保证焊接时的稳定性和焊接的精准性,保证焊接质量。
技术实现要素:
5.本发明的目的在于提供一种用于大型板材焊接的焊接设备,旨在改善现有的大型板材焊接时,板材焊接使用的支撑装置结构简单,无法根据板材大小灵活调节,且板材下料不够方便,大型板材对接后在焊接时,受到焊接影响,从而导致板材发生偏移,进而导致后期焊接时的稳定性和焊接的精准性下降,影响焊接的质量的问题。
6.本发明是这样实现的:
7.一种用于大型板材焊接的焊接设备,包括用于支撑板材的承载组件和用于保证板材焊接稳定性的保持组件,承载组件包括两个支撑组件、两个支框和夹持组件,两个支撑组件的顶面上均水平固定有支框,两个支框之间沿水平方向水平设置有多根滚辊,多根滚辊的两端通过轴承转动连接在支框中,两个支框的顶面上沿水平方向设置有多个夹持组件,两个支框的两端均竖直设置有保持组件。
8.进一步的,支撑组件包括底架和孔架,底架的正上方设置有孔架,底架的顶面两侧均竖直固定有竖杆,孔架的底面上竖直贯穿开设有配合竖杆的通孔,底架的顶面上竖直固定有升降气缸,升降气缸的顶端固定在孔架的底面上,孔架的顶端固定在支框的底面上。
9.进而通过底架的正上方设置有孔架,底架的顶面两侧均竖直固定有竖杆,孔架的底面上竖直贯穿开设有配合竖杆的通孔,底架的顶面上竖直固定有升降气缸,升降气缸的顶端固定在孔架的底面上,孔架的顶端固定在支框的底面上,底架和孔架均为u型结构,用于竖直方向上支撑限位升降焊接的高度,同时升降气缸根据焊接需要,启动支撑组件上的升降气缸,竖直方向上支撑支框携带板材进行竖直升降调节。
10.进一步的,夹持组件包括l型结构的夹持座和夹板,夹持座的水平端面一端固定在支框上,夹持座的竖直端面上部水平螺纹贯穿开设有螺孔,夹持座的螺孔中螺纹贯穿安装
有夹持螺杆,夹持螺杆的端部竖直设置有夹板。
11.进而通过夹持座的水平端面一端固定在支框上,夹持座的竖直端面上部水平螺纹贯穿开设有螺孔,夹持座的螺孔中螺纹贯穿安装有夹持螺杆,夹持螺杆的端部竖直设置有夹板,从而l型结构方便水平方向上夹持板材,双向夹持下保证板材夹持的稳定性,同时根据板材的宽度和焊接的位置,调整两侧的夹持螺杆,调整板材的夹持位置。
12.进一步的,夹板与夹持螺杆的端部通过轴承转动连接,夹板的一侧竖直端面上粘接有软垫,夹板的顶面上设置有l型的压板,压板的竖直端面焊接在夹板的顶面上,压板的水平端面上竖直向下开设有螺孔,压板的螺孔中竖直螺纹贯穿安装有下压螺柱,下压螺柱的底端固定有橡胶压垫。竖直向下调节下压螺柱,竖直方向上压持板材在支框上,保证压持的稳定性。
13.进一步的,保持组件包括滑框条和转向组件,滑框条竖直设置,滑框条的底端固定在支框的端部,滑框条上水平滑动设置有转向组件,转向组件包括插条、插框和压板,插条水平设置,插条上水平滑动套设有插框,插框的端部转动连接有压板。根据对板材宽度焊接的需求,从而方便调整在竖直方向保持的位置。
14.进一步的,插框的端部水平固定有转筒,转筒的两端均竖直固定有定位孔环,插框的顶面一端竖直螺纹向下贯穿安装有锁止螺杆。从而方便水平调节相邻插框之间的距离,进而方便后期进行支撑,保证稳定性的同时,提升保证调节的灵活性。
15.进一步的,插条上竖直向下贯穿有锁止螺孔,插条上的锁止螺孔沿水平方向均匀设置多个,插条上的锁止螺孔与锁止螺杆竖直贯穿插接,插条的一端固定有滑座,滑座的端部水平焊接有螺孔板。利用锁止螺孔与锁止螺杆限位插接配合,锁止定位插条和插框。
16.进一步的,滑框条与滑座滑动连接配合,滑框条的一侧竖直设置有升降螺杆,升降螺杆的两端通过轴承配合轴承座转动固定连接在滑框条上,升降螺杆竖直螺纹贯穿螺孔板,升降螺杆的底端水平固定有转盘。从而利用升降螺杆竖直升降调节保持板材的位置,提高灵活性。
17.与现有技术相比,本发明的有益效果是:本发明在使用该用于大型板材焊接的焊接设备时,将需要焊接的两块大型板材分别放置在承载组件的支框的滚辊上,使用夹持组件支撑夹持下压稳定板材,然后根据焊接需要启动支撑组件上的升降气缸竖直方向上支撑支框携带板材进行竖直升降调节,然后将需要相对进行板材对接的板材焊接端对接,然后调节保持组件支撑保持板材的放置角度和位置,从而能够灵活组装夹持不同大小的板材,从而方便夹持板材,保证板材焊接的稳定性,同时精准稳定需要焊接的板材,保证焊接时的稳定性和焊接的精准性,保证焊接质量,从而克服了现有的大型板材焊接时,板材焊接使用的支撑装置结构简单,无法根据板材大小灵活调节,且板材下料不够方便,大型板材对接后在焊接时,受到焊接影响,从而导致板材发生偏移,进而导致后期焊接时的稳定性和焊接的精准性下降,影响焊接的质量的问题。
附图说明
18.为了更清楚地说明本发明实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根
据这些附图获得其他相关的附图。
19.图1是用于大型板材焊接的焊接设备的整体结构示意图;
20.图2是用于大型板材焊接的焊接设备的分解结构示意图;
21.图3是用于大型板材焊接的焊接设备实施例中承载组件的分解结构示意图;
22.图4是用于大型板材焊接的焊接设备实施例中夹持组件的分解结构示意图;
23.图5是用于大型板材焊接的焊接设备实施例中支撑组件的分解结构示意图;
24.图6是用于大型板材焊接的焊接设备实施例中保持组件的分解结构示意图;
25.图7是用于大型板材焊接的焊接设备实施例中转向组件的分解结构示意图。
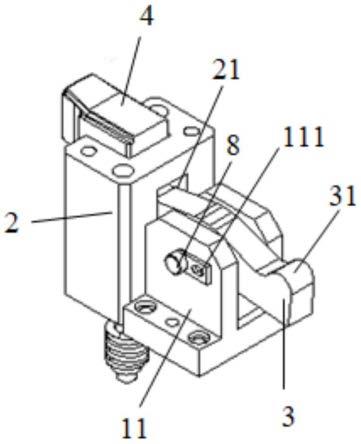
26.图中:1、承载组件;11、支撑组件;111、底架;112、竖杆;113、升降气缸;114、孔架;12、支框;13、滚辊;14、夹持组件;141、夹持座;142、夹持螺杆;143、夹板;144、软垫;145、压板;146、下压螺柱;2、保持组件;21、滑框条;22、升降螺杆;23、转盘;24、转向组件;241、插条;242、插框;243、转筒;2431、定位孔环;244、转轴;245、压板;2451、橡胶片;246、定位螺杆;247、滑座;248、螺孔板;249、锁止螺杆。
具体实施方式
27.为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
28.请参阅图1、图2、图3、图4、图5、图6和图7所示,一种用于大型板材焊接的焊接设备,包括用于支撑板材的承载组件1和用于保证板材焊接稳定性的保持组件2,承载组件1包括两个支撑组件11、两个支框12和夹持组件14,两个支撑组件11的顶面上均水平固定有支框12,两个支框12之间沿水平方向水平设置有多根滚辊13,多根滚辊13的两端通过轴承转动连接在支框12中,两个支框12的顶面上沿水平方向设置有多个夹持组件14,两个支框12的两端均竖直设置有保持组件2。
29.进而通过在使用该用于大型板材焊接的焊接设备时,将需要焊接的两块大型板材分别放置在承载组件1的支框12的滚辊13上,使用夹持组件14支撑夹持下压稳定板材,然后根据焊接需要,启动支撑组件11上的升降气缸113,在竖直方向上支撑支框12携带板材进行竖直升降调节,将需要相对进行板材对接的板材焊接端对接,然后调节保持组件2支撑保持板材的放置角度和位置,从而能够灵活组装夹持不同大小的板材,从而方便夹持板材,保证板材焊接的稳定性,同时精准稳定需要焊接的板材,保证焊接时的稳定性和焊接的精准性,保证焊接质量。
30.请参阅图5,支撑组件11包括底架111和孔架114,底架111的正上方设置有孔架114,底架111的顶面两侧均竖直固定有竖杆112,孔架114的底面上竖直贯穿开设有配合竖杆112的通孔,底架111的顶面上竖直固定有升降气缸113,升降气缸113的顶端固定在孔架
114的底面上,孔架114的顶端固定在支框12的底面上,底架111和孔架114均为u型结构,用于竖直方向上支撑限位升降焊接的高度,同时升降气缸113根据焊接需要,启动支撑组件11上的升降气缸113,竖直方向上支撑支框12携带板材进行竖直升降调节。
31.请参阅图4,夹持组件14包括l型结构的夹持座141和夹板143,夹持座141的水平端面一端固定在支框12上,夹持座141的竖直端面上部水平螺纹贯穿开设有螺孔,夹持座141的螺孔中螺纹贯穿安装有夹持螺杆142,夹持螺杆142的端部竖直设置有夹板143,从而l型结构方便水平方向上夹持板材,双向夹持下保证板材夹持的稳定性,同时根据板材的宽度和焊接的位置,调整两侧的夹持螺杆142,调整板材的夹持位置。
32.请参阅图4,夹板143与夹持螺杆142的端部通过轴承转动连接,夹板143的一侧竖直端面上粘接有软垫144,夹板143的顶面上设置有l型的压板145,压板145的竖直端面焊接在夹板143的顶面上,压板145的水平端面上竖直向下开设有螺孔,压板145的螺孔中竖直螺纹贯穿安装有下压螺柱146,下压螺柱146的底端固定有橡胶压垫,竖直向下调节下压螺柱146竖直方向上压持板材在支框12上,保证压持的稳定性。
33.请参阅图6和图7,保持组件2包括滑框条21和转向组件24,滑框条21竖直设置,滑框条21的底端固定在支框12的端部,滑框条21上水平滑动设置有转向组件24,转向组件24包括插条241、插框242和压板245,插条241水平设置,插条241上水平滑动套设有插框242,插框242的端部转动连接有压板245,根据对板材宽度焊接的需求,从而方便调整在竖直方向保持的位置。
34.请参阅图6和图7,插框242的端部水平固定有转筒243,转筒243的两端均竖直固定有定位孔环2431,插框242的顶面一端竖直螺纹向下贯穿安装有锁止螺杆249,从而方便水平调节相邻插框242之间的距离,进而方便后期进行支撑,保证稳定性的同时,提升保证调节的灵活性。
35.请参阅图6和图7,插条241上竖直向下贯穿有锁止螺孔,插条241上的锁止螺孔沿水平方向均匀设置多个,插条241上的锁止螺孔与锁止螺杆249竖直贯穿插接,插条241的一端固定有滑座247,滑座247上水平固定有螺孔板248,利用锁止螺孔与锁止螺杆限位插接配合,锁止定位插条和插框。
36.请参阅图6和图7,滑框条21与滑座247滑动连接配合,滑框条21的一侧竖直设置有升降螺杆22,升降螺杆22的两端通过轴承配合轴承座转动固定连接在滑框条21上,升降螺杆22竖直螺纹贯穿螺孔板248,升降螺杆22的底端水平固定有转盘23,从而利用升降螺杆22竖直升降调节保持板材的位置,提高灵活性。
37.工作原理:在使用该用于大型板材焊接的焊接设备时,将需要焊接的两块大型板材分别放置在承载组件1的支框12的滚辊13上,使用夹持组件14支撑夹持下压稳定板材,然后根据焊接需要,启动支撑组件11上的升降气缸113,在竖直方向上支撑支框12携带板材进行竖直升降调节,将需要相对进行板材对接的板材焊接端对接,然后调节保持组件2支撑保持板材的放置角度和位置,从而能够灵活组装夹持不同大小的板材。
38.通过上述设计得到的装置已基本能满足一种能够灵活组装夹持不同大小的板材,从而方便夹持板材,保证板材焊接的稳定性,同时精准稳定需要焊接的板材,保证焊接时的稳定性和焊接的精准性,保证焊接的质量,但本着进一步完善其功能的宗旨,设计者对该装置进行了进一步的改良。
39.以上所述仅为本发明的优选实施方式而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。