1.本发明涉及船厂钢板库区的工程设计技术领域,具体为一种船厂无人化库区钢板入库系统。
背景技术:
2.船用钢板规格繁杂,钢板库区内原料板材的长度、宽度、厚度差异化较大。传统人工钢板库区钢板入库一般采用人工操作行车起重机采用目视操作的方式进行入库作业,不仅浪费了很多人力资源,而且存在工作效率低下,物料堆放杂乱且容易发生安全事故等问题。
3.近年来,国家推进船舶制造业智能制造转型的进程越来越快,国内各大船厂逐步加快了装备智能化、自动化升级改造的步伐,而船厂原料钢板库区作为造船流程的最前端,对其进行智能化升级的要求也是最为迫切的,因此提出一种船厂无人化库区钢板入库系统。
技术实现要素:
4.本发明的目的在于提供一种船厂无人化库区钢板入库系统,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种船厂无人化库区钢板入库系统,包括自动库区、人工库区、若干条穿梭于自动库区与人工库区之间的平板穿梭车、工业通讯网络天线、自动库区自动化行车、钢板运输车辆通道、人工库区卸车区域、人工库区手持喷码机及手持终端、人工行车以及库区管理软件;
6.所述平板穿梭车包括穿梭车主体,所述穿梭车主体的两端均设置有防撞机构,所述防撞机构包括罩壳,所述罩壳的一端与穿梭车主体固接,所述罩壳内设有防撞件,且防撞架的上下侧均设有用于对防撞件进行固定的紧固螺栓;所述防撞件包括套壳,所述套壳的一侧插接在罩壳内,所述罩壳内底部设有缓冲层,缓冲层朝向套壳开口方向设置有移动块,移动块远离缓冲层的一侧活动穿出套壳并设置有橡胶垫。
7.所述平板穿梭车用于对钢板进行运输;
8.所述自动库区自动化行车用于将平板穿梭车上的钢板起吊至自动库区储存位置;
9.所述钢板运车辆通道用于对钢板运输车辆提供停放位置;
10.所述人工库区卸车区域用于对钢板卸车提供缓存场所;
11.所述人工库区手持喷码机及手持终端用于对每一张吊运的钢板的表面均打印钢板入库编码,打印完成后再通过手持终端扫码确认并将扫码信息通过工业通讯网络天线反馈给库区管理软件;
12.所述人工行车用于将钢板吊运到平板穿梭车上。
13.作为本发明一种优选的技术方案,所述平板穿梭车、人工库区手持喷码机及手持终端以及库区管理软件通过工业通讯网络天线建立数据连接。
14.作为本发明一种优选的技术方案,所述平板穿梭车有多种尺寸,且最大尺寸的平板穿梭车大于入库最大钢板尺寸。
15.作为本发明一种优选的技术方案,所述平板穿梭车某一个角的两条边均设置有靠山板,所有上车钢板均以此角为基准点进行对齐。
16.所述缓冲层包括橡胶块,所述橡胶块上开设有若干安装槽,且安装槽内设有弹簧。
17.所述罩壳的上下侧均设有预留孔,且预留孔与紧固螺栓的头端螺纹连接。
18.所述套壳的上下侧均设置有导向滑块,且导向滑块与罩壳内壁开设的导向滑槽滑动连接。
19.与现有技术相比,本发明的有益效果是:
20.1.本发明提供的船厂无人化库区钢板入库系统可以实现船厂钢板的无人化管理与搬运,极大的提高生产效率、降低人工成本,也为船厂智能制造转型打下坚实的基础。
21.2.本发明通过在平板穿梭车的两端设置防撞机构,能够缓冲穿梭车本体在行驶过程中受到的碰撞,从而降低因碰撞对平板穿梭车造成的损伤,延长了平板穿梭车的使用寿命;此外,防撞机构中的防撞件通过紧固螺栓固定在罩壳内,具有便于拆装,便于更换的特点。
附图说明
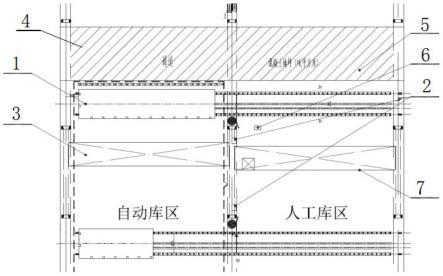
22.图1为本发明的整体布置示意图;
23.图2为本发明的平板穿梭车装载钢板的俯视结构示意图;
24.图3为本发明的平板穿梭车的局部截面结构示意图。
25.图中:1、平板穿梭车;101、穿梭车主体;102、罩壳;103、紧固螺栓;104、套壳;105、移动块;106、橡胶垫;107、橡胶块;108、弹簧;109、导向滑块;110、导向滑槽;2、工业通讯网络天线;3、自动库区自动化行车;4、钢板运输车辆通道;5、人工库区卸车区域;6、人工库区手持喷码机及手持终端;7、人工行车;8、靠山板。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.在本发明的描述中,需要说明的是,术语“竖直”、“上”、“下”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
28.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
29.请参阅图1-3,本发明提供一种技术方案:一种船厂无人化库区钢板入库系统,包括自动库区、人工库区、若干条穿梭于自动库区与人工库区之间的平板穿梭车1、工业通讯网络天线2、自动库区自动化行车3、钢板运输车辆通道4、人工库区卸车区域5、人工库区手持喷码机及手持终端6、人工行车7以及库区管理软件;
30.所述平板穿梭车1包括穿梭车主体101,所述穿梭车主体101的两端均设置有防撞机构,所述防撞机构包括罩壳102,所述罩壳102的一端与穿梭车主体101固接,所述罩壳102内设有防撞件,且防撞架102的上下侧均设有用于对防撞件进行固定的紧固螺栓103;所述防撞件包括套壳104,所述套壳104的一侧插接在罩壳102内,所述罩壳102内底部设有缓冲层,缓冲层朝向套壳104开口方向设置有移动块105,移动块105远离缓冲层的一侧活动穿出套壳104并设置有橡胶垫106。
31.进一步的,所述平板穿梭车1用于对钢板进行运输;所述自动库区自动化行车3用于将平板穿梭车1上的钢板起吊至自动库区储存位置;所述钢板运车辆通道4用于对钢板运输车辆提供停放位置;所述人工库区卸车区域5用于对钢板卸车提供缓存场所;所述人工库区手持喷码机及手持终端6用于对每一张吊运的钢板的表面均打印钢板入库编码,打印完成后再通过手持终端扫码确认并将扫码信息通过工业通讯网络天线反馈给库区管理软件;所述人工行车7用于将钢板吊运到平板穿梭车1上。
32.进一步的,所述平板穿梭车1、人工库区手持喷码机及手持终端6以及库区管理软件通过工业通讯网络天线2建立数据连接。
33.进一步的,所述平板穿梭车1有多种尺寸,且最大尺寸的平板穿梭车1大于入库最大钢板尺寸。
34.进一步的,所述平板穿梭车1某一个角的两条边均设置有靠山板8,所有上车钢板均以此角为基准点进行对齐,钢板对齐完成后,数据自动通过无线网络传回库区管理软件进行分析,建立数据模型。库区管理软件根据钢板数据自动调整平板穿梭车停车位置,自动调整每张钢板起吊时的小车位置,始终保持在小车行进方向上被吊钢板中心处于自动库区中心。
35.进一步的,所述缓冲层包括橡胶块107,所述橡胶块107上开设有若干安装槽,且安装槽内设有弹簧108。
36.进一步的,所述罩壳102的上下侧均设有预留孔,且预留孔与紧固螺栓103的头端螺纹连接。
37.进一步的,所述套壳104的上下侧均设置有导向滑块109,且导向滑块109与罩壳102内壁开设的导向滑槽110滑动连接。
38.工作原理:
39.使用时,钢板原料运输至钢板运输车辆通道4,通过人工行车7吊远钢板至人工库区卸车区域5缓存,卸车速度块,提高工作效率;钢板卸车完成后,库区管理软件通过工业通讯网络天线2发送入库钢板清单至人工库区手持喷码机及手持终端,人工区域操作人员根据入库清单选择入库钢板与适合的平板穿梭车1,吊远钢板上车且完成角对中工作,每吊运一张钢板均有人工操着手持喷码机在钢板表面打印钢板入库编码,再通过手持终端扫码确认并将扫码信息通过工业通讯网络天线2反馈给库区管理软件,依次重复;
40.平板穿梭车1在人工库区装完钢板后,库区管理软件接收人工发送的确认信息,库
区管理软件控制平板穿梭车1将整个钢板运送至自动库区的起吊区,并根据钢板尺寸自动调整小车位置保证在小车行进方向上待起吊钢板中心与自动库区中心位置重合,库区管理软件再依据钢板宽度数据计算出自动化起重机在该方向的停车坐标,确保自动化起重机吊起钢板时以中心起吊,以确保入库钢板自动码垛时的准确位置。
41.以此重复,当平板穿梭车1上的钢板自动吊运入库完毕后,平板穿梭车1自动退出自动库区进入人工库区。此时,一次完整的自动库区入库作业完成。
42.本发明通过在平板穿梭车1上进行钢板角对中的方式解决了多种规格钢板自动入库时确定起吊中心点的问题,且设置人工库区卸车区域5解决了无人库区直接入库时钢板卸车效率慢,钢板数据易发生混乱的问题。本发明为船厂无人化库区解决多种规格钢板自动入库提供了全套的解决方案,满足于船舶行业升级无人化库区的要求,具有适应性强、运行稳定、工作效率高、安全性能好、生产周期短等优点。
43.本发明通过在平板穿梭车1的两端设置防撞机构,防撞机构中的橡胶垫106受到碰撞时带动移动块挤压橡胶块107以及弹簧108,并使橡胶块107以及弹簧108发生形变,进而能够缓冲穿梭车本体1在行驶过程中受到的碰撞,从而降低因碰撞对平板穿梭车1造成的损伤,延长了平板穿梭车1的使用寿命;此外,防撞机构中的防撞件通过紧固螺栓103固定在罩壳102内,具有便于拆装,便于更换的特点。
44.值得注意的是:整个装置通过总控制按钮对其实现控制,由于控制按钮匹配的设备为常用设备,属于现有成熟技术,在此不再赘述其电性连接关系以及具体的电路结构。
45.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。