1.本发明涉及包装箱的白板(blank sheet)。更详细而言,涉及对应于自动封缄装置的包装箱的白板、以及由该白板制成的包装箱,即使用树脂制的捆扎带对该包装箱进行捆扎,捆扎带也不易嵌入该包装箱。
背景技术:
2.在输送商品时,从耐冲击性、防污性及装载、搬运的容易性等观点出发,通常将商品装入瓦楞纸箱来进行输送。另外,在将多个瓦楞纸箱汇集成一个来进行输送的情况下,为了使瓦楞纸箱不会散乱,也广泛使用树脂制的捆扎带进行捆扎。
3.在用捆扎带对瓦楞纸箱进行捆扎的情况下,有时捆扎带会嵌入瓦楞纸箱的角部而引起边缘破裂。特别是轻量化的瓦楞纸箱容易被捆扎带嵌入,在湿气较高的环境下瓦楞纸箱的刚性减弱,因此该倾向较大。若捆扎带嵌入瓦楞纸箱或引起边缘破裂,则容易产生使瓦楞纸箱内的商品受到变形等的影响、或虫子、水容易进入瓦楞纸箱内这样的问题。
4.因此,为了防止捆扎带嵌入瓦楞纸箱,提出了在瓦楞纸箱的角部设置倒角部的方法。例如,在专利文献1中公开了如下瓦楞纸箱,对瓦楞纸箱夹着基本折痕线在一方形成有台阶式压溃部分且在另一方形成有分离折痕线,作为防止边缘破裂加工部。该瓦楞纸箱构成为,当在带上作用张力而将棱部捆紧时,棱部的瓦楞纸双重折叠而产生倾斜面,提高了卷紧强度,并且抑制了带向瓦楞纸的嵌入。
5.在先技术文献
6.专利文献
7.专利文献1:日本专利6112992号公报
8.此外,专利文献1所记载的瓦楞纸箱被称为所谓的柑桔箱(基于jisz1507 02(切槽形)的瓦楞纸制包装箱)。切槽形的瓦楞纸箱具有一定程度的容量,因此在将不同尺寸的物品等集中收纳在一个箱内时较方便。该切槽形的瓦楞纸箱通常首先封缄底面,接着在瓦楞纸箱内部放入商品后封缄顶面部来使用。并且,由于切槽形的瓦楞纸箱多由人的手进行的组装、封缄,因此对于折翼的折叠等的生产线适当性要求并不那么严格。
9.另一方面,在瓦楞纸制包装箱中,除了上述切槽形以外,还存在jisz1507 03(叠缩形)、04(组装形)、05(插入形)、06(裂口形)、07(简单粘贴组装形)等。特别是在对同一形状的多个商品进行捆包时,大多使用能够在将多个商品放置于白板上的状态下制箱的组装形。在此,组装形的瓦楞纸的制箱利用自动封缄装置(以下,称为“自动包装机(automatic caser)”)进行。在用自动包装机进行制箱的情况下,对瓦楞纸箱要求严格的生产线适当性。因此,若在组装形的瓦楞纸箱设置专利文献1那样的倒角部,则与未设置倒角部的情况相比,有可能增加制箱不良的发生频率。
技术实现要素:
10.发明要解决的课题
11.本发明是鉴于上述问题而完成的。即,本发明的目的在于提供防止捆扎带嵌入包装箱且适合于用自动包装机进行制箱的包装箱的白板、及该包装箱。本发明人针对主痕迹线及辅助痕迹线的设置方法进行了研究,以使在用自动包装机进行制箱时不容易对辅助痕迹线施加力,且在带捆束时对辅助痕迹线施加力。并且,新发现了通过辅助痕迹线的设置方法能够解决上述课题,从而完成了本发明。
12.用于解决课题的方案
13.为了解决上述课题,本发明提供一种白板,其是在经由主痕迹线连接的两个方向的壁面板所成的棱部设置用于防止由物流用带引起的边缘破裂的倒角部的包装箱的白板,其中,所述倒角部通过夹着主痕迹线设置成镜像对称的辅助痕迹线成形,在白板的内表面侧设置有所述主痕迹线及所述辅助痕迹线,在白板的外表面侧设置有所述主痕迹线。
14.根据该结构,由于仅在白板的内表面侧设置有辅助痕迹线,因此在用自动包装机进行制箱时不易产生制箱不良。另外,由于在白板的内外两面设置有主痕迹线,因此容易进行制箱。
15.并且,在上述结构中,优选在主白板的外表面侧,在与所述辅助痕迹线对应的位置设置有孔眼。另外,优选在辅助痕迹线进一步设置有孔眼。进而,优选主痕迹线和辅助痕迹线为台阶式压溃,包装箱内表面侧的主痕迹线被加工成比包装箱外表面侧的主痕迹线深。
16.根据该结构,通过设置孔眼,在用捆束用带捆束时容易形成倒角部。另外,通过对台阶式压溃结构的深度设置差异,能够提高制箱的容易度。
17.发明效果
18.根据本发明
附图说明
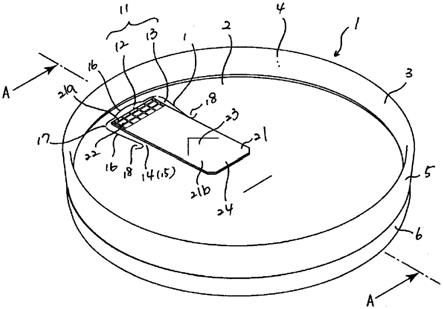
19.图1是示出一实施方式的包装箱的立体图。
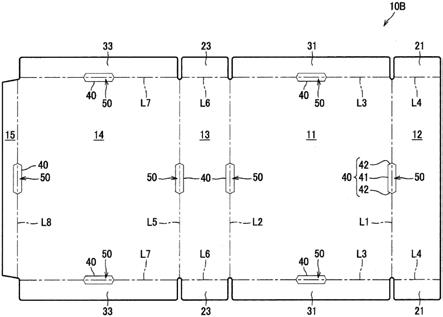
20.图2是图1的包装箱的展开图,是表示内表面侧的图。
21.图3是图1的包装箱的展开图,是表示外表面侧的图。
22.图4是表示将图1的包装箱叠放的状态的立体图。
23.图5是示出用束带捆束了图4的包装箱的状态的立体图。
24.图6是用于说明对一实施方式的包装箱将束带勒紧前后的状态的说明图,(a)是示出将束带勒紧前的状态的局部放大图及剖视图,(b)是示出将束带勒紧后的状态的局部放大图及剖视图。
25.图7是用于说明对现有的包装箱将束带勒紧前后的状态的说明图,(a)是示出将束带勒紧前的状态的局部放大图及剖视图,(b)是示出将束带勒紧后的状态的局部放大图及剖视图。
具体实施方式
26.以下,参照附图对本发明的实施方式进行详细说明。在本实施方式中,以使用了在表衬板(包装箱的外表面)与背衬板(包装箱的内表面)之间配置有波形状的中芯的单瓦楞的、双面瓦楞纸原纸的包装箱为例进行说明。需要说明的是,对相同的要素标注相同的附图标记,省略重复的说明。另外,在以下的说明中,前后左右上下方向以图1所示的包装箱的状
态为基准。
27.在本说明书的记载中,“高度”表示图1中的上下方向,“宽度”表示图1中的前后方向、以及“长度”表示图1中的左右方向。
28.《关于结构》
29.图1是本实施方式的开封前的包装箱的立体图,图2、3是将图1所示的包装箱展开后的白板,图2是表示内表面侧的俯视图,图3是表示外表面侧的俯视图。在图2、3中,粗实线表示白板的外形,单点痕迹线表示容易弯折的主痕迹线,细实线表示使进行带捆束时的变形容易的辅助痕迹线,虚线表示在与辅助痕迹线对应的位置设置的孔眼。
30.本实施方式的包装箱以在内部收容物品的方式而被使用。作为物品的一例,可以举出包装的袋装即食食品、装入圆筒形或倒锥台形等的容器的即食食品等,但并不局限于此。
31.如图1~图3所示,本实施方式的包装箱10是基于jisz1507-1989 04(组装形)0410(编码)的瓦楞纸制包装箱,且是具有大致长方体的形状的裹包式箱,其长方形的第一面部(底面部)11及第四面部(顶面部)14的长边比短边长,并且高度比第一面部11及第四面部14的短边的长度低。该包装箱10构成为具备从第一面部11到第五面部15的五个长方形的面部、一对第一内折翼部21及一对第二内折翼部23这四个内折翼部、一对第一外折翼部31及一对第二外折翼部33这四个外折翼部。在本实施方式的包装箱10中,如图2所示,从左起按照第五面部15、第四面部14、第三面部13、第一面部11、第二面部12的顺序连续。另一方面,第二面部12与第五面部15不连续。
32.第一面部(底面部)11为长方形,并具有相互平行的第一边缘l1及第二边缘l2、以及与第一边缘l1正交的相互平行的一对第三边缘l3。
33.第二面部(一方的长度面部)12为长方形,具有与第一边缘l1正交的相互平行的一对第四边缘l4,并经由该第一边缘(第一主痕迹线)l1呈直角弯折而与第一面部11的长边连接。
34.第三面部(另一方的长度面部)13为长方形,具有与第二边缘l2平行的第五边缘l5、以及与第二边缘l2正交的相互平行的一对第六边缘l6,并经由该第二边缘(第二主痕迹线)l2呈直角弯折而与第一面部11的长边连接,并且与第二面部12对置。
35.第四面部(顶面部)14为长方形,具有与第五边缘l5正交的相互平行的一对第七边缘l7、以及与第五边缘l5平行的第八边缘l8,并经由该第五边缘(第五主痕迹线)l5呈直角弯折而与第三面部13的长边连接,并且与第一面部11对置。
36.第五面部(侧面部、长度面部)15为长方形,经由第八边缘(第八主痕迹线)l8呈直角弯折而与第四面部14的长边连接,并且与第三面部13对置。
37.一对第一内折翼部(宽度面部)21经由一对第四边缘(第四主痕迹线)l4呈直角弯折而分别与第二面部12的短边连接,并且相互对置。
38.一对第二内折翼部(宽度面部)23经由一对第六边缘(第六主痕迹线)l6呈直角弯折而分别与第三面部13的短边连接,并且相互对置。
39.一对第一外折翼部(宽度面部)31经由一对第三边缘(第三主痕迹线)l3呈直角弯折而分别与第一面部11的短边连接,并且相互对置。
40.一对第二外折翼部(宽度面部)33经由一对第七边缘(第七主痕迹线)l7呈直角弯
折而分别与第四面部14的短边连接,并且相互对置。
41.(关于主痕迹线l1~l8)
42.本实施方式的主痕迹线在制箱工序中易于以主痕迹线为基准弯折,由此起到抑制制箱不良的作用。在本实施方式中,通过从表衬板及背衬板这两侧朝向中芯压溃的台阶式压溃加工而形成主痕迹线。
43.如图2、3所示,本实施方式的白板被设定为第一主痕迹线l1、第二主痕迹线l2、第五主痕迹线l5、以及第八主痕迹线l8成为瓦楞纸的纵痕迹线(所谓的折痕(crease)),一对第三主痕迹线l3、一对第四主痕迹线l4、一对第六主痕迹线l6、以及一对第七主痕迹线l7成为瓦楞纸的横痕迹线(所谓的刻痕(score))。本实施方式的痕迹线的形成方向沿着各边缘,但并不局限于此,也可以形成在任意方向上。
44.(关于辅助痕迹线40)
45.本实施方式的辅助痕迹线40在由捆扎带引起的张力施加于包装箱10的角部时,起到用于引导后述的倒角部50的形成的作用。即,由辅助痕迹线40包围的部位作为后述的倒角部50发挥功能。如图2所示,在本实施方式中,通过仅从背衬板侧朝向中芯压溃的台阶式压溃加工而形成辅助痕迹线40。需要说明的是,优选辅助痕迹线40处的台阶式压溃加工与主痕迹线l1~l8处的台阶式压溃加工相比压溃得较浅。
46.在本实施方式中,辅助痕迹线40形成为夹着主痕迹线l1~l8成为镜像对称。更详细而言,辅助痕迹线40由夹着主痕迹线而与主痕迹线平行设置的一对边41、和以与边41所成的角度为钝角的方式从各边41的两末端朝向主痕迹线设置的边42构成。在边42的末端中,未与边41相接的末端通过边42的末端彼此相接而形成封闭的空间。需要说明的是,在本实施方式中,由辅助痕迹线形成的形状为六边形,但只要是由6以上的偶数角构成的多边形状,就没有特别限制。
47.(关于倒角部50)
48.使用图2,对设置于第一边缘l1、第二边缘l2、以及一对第三边缘l3的倒角部进行说明。在此,第八边缘l8、第五边缘l5、以及一对第七边缘l7处的倒角部分别与第一边缘l1、第二边缘l2、以及一对第三边缘l3处的倒角部为相同的形态,因此省略说明。
49.倒角部50用于在用树脂带捆束时防止包装箱10的破损。详细将在后文叙述,通过将包装箱10的角部压扁而形成倒角部50,能够防止嵌入。倒角部50相当于由辅助痕迹线40形成的多边形状。需要说明的是,在本实施方式中,在第一面部的四个边缘(主痕迹线)l1~l3上,在各主痕迹线的中央设置有倒角部50。
50.(关于孔眼60)
51.在本实施方式中,以不影响制箱且在通过束带施加张力时容易形成倒角部50为目的,也可以对背衬板进一步设置孔眼60。作为设置孔眼60的位置,优选在实施了台阶式压溃加工的辅助痕迹线40上设置孔眼60。另外,除了背衬板以外,也可以在表衬板设置孔眼60。作为设置于表衬板的孔眼60的位置,优选设置于与在背衬板设置的辅助痕迹线40对应的位置。
52.《关于包装箱的制箱》
53.对由本实施方式的白板10b组装包装箱10的一例进行说明。首先,将白板10b配置成背衬板位于上侧。接着,在第一面部11上载置所收容的物品。以第一面部11为中心,经由
第一主痕迹线l1及第二主痕迹线l2,将第二面部12及第三面部13弯折。然后,经由一对第四主痕迹线l4及一对第六主痕迹线l6,将一对第一内折翼部21及一对第二内折翼部23弯折。接着,以重叠在第一内折翼部21及第二内折翼部23上的方式,经由一对第三主痕迹线l3将一对第一外折翼部31弯折,并且与第一内折翼部21及第二内折翼部23粘接。进而,经由第五主痕迹线l5,将第四面部14弯折,成为与第一面部11对置的状态,接着,以重叠在第一内折翼部21及第二内折翼部23上的方式,经由一对第七主痕迹线l7将一对第二外折翼部33弯折,并且粘接于第一内折翼部21及第二内折翼部23。最后,以重叠在第二面部12上的方式,经由第八主痕迹线l8将第五面部15弯折,并且粘接于第二面部12,由此组装图1所示的包装箱10。本实施方式的粘接例如通过热熔融树脂等粘接剂进行粘贴(热熔)来进行。另外,本实施方式的粘接剂的涂布可在适当的时机对各粘接部位进行。通过该组装,形成以第一面部11为底面部、以第四面部14为顶面部、以第二面部12、第五面部15及第三面部13为长度面部、以一对第一内折翼部21、一对第二内折翼部23、一对第一外折翼部31及一对第二外折翼部33为宽度面部的包装箱10。在此,根据本发明,主痕迹线l1~l8为台阶式压溃加工,因此容易弯折。另外,由于辅助痕迹线40仅设置于背面衬板,因此不易引起制箱不良。在制箱时,辅助痕迹线40不弯折是因为,主痕迹线l1~l8由于设置于表衬板和背衬板这两侧,因而比辅助痕迹线40更容易弯折。即,认为是由于主痕迹线l1~l8容易弯折,因此为制箱所施加的力容易集中于主痕迹线l1~l8,不会传递到辅助痕迹线40。
54.《关于倒角部50形成机制》
55.倒角部50如下形成。如图1所示,在本实施方式的刚刚制箱而成的包装箱10的表衬板(外侧)具有与倒角部50的形状一致的孔眼60,但尚未形成倒角部50。图4是将制箱而成的包装箱10沿上下方向(参照图1)叠放多个(这里为三个)的图。对叠放的包装箱10,在宽度方向及长度方向(图1中的前后方向及左右方向)上捆绑束带(参照图5)。捆绑于包装箱10的束带在带勒紧的同时,与最上层及最下层的包装箱10的角部抵接。与包装箱10的角部抵接的带向包装箱10的内部作用勒紧力。
56.此时,如图6的(a)所示,包装箱10使集中于角部的张力分散。施加于角部的张力如图6的(a)的实线空心箭头那样在包装箱10的面部传递。这样传递的张力也传递到辅助痕迹线40。作为辅助痕迹线40的台阶式压溃部由于是背面衬板被向中芯压溃,因此容易因从角部传递来的力而弯折。并且,若在表面衬板、辅助痕迹线40设置孔眼60,则应力集中于孔眼60,因此变得更容易弯折。由此,辅助痕迹线40弯折。若在辅助痕迹线40中的某一处也弯折,则沿着面部传递来的力沿着辅助痕迹线40传递而传播下去。当辅助痕迹线40弯折时,倒角部50出现,与此同时角部如图6的(b)那样恢复平面。在此,当形成倒角部50时,最初只有一个的角部增加为两个。通过角部增加为两个,能够进一步分散以往施加在一个角部的张力,防止向包装箱的嵌入。另外,通过形成倒角部50,束带与瓦楞纸箱的接触面积增加,因此能够更牢固地捆束。并且,与现有的包装箱不同,不会引起嵌入,而只是面凹陷。
57.相对于此,现有的包装箱如图7所示,即使集中于角部的张力传递到包装箱的面部,也不存在使应力集中的部位。其结果是,若集中于角部的张力超过界限,则因带的嵌入而引起边缘破裂。
58.以下,以具体的结构为例更详细地说明本发明。
59.基于表1所记载的条件,制作包装箱白板。在该白板上放置装容器的即食食品,用
自动包装机进行了制箱。各实施例、比较例所涉及的包装箱各制成三个。得到的包装箱在以下条件下进行了试验。
60.[表1]
[0061] 主痕迹线辅助痕迹线孔眼实施例1表背两面仅背面无实施例2表背两面仅背面仅表面实施例3表背两面仅背面仅背面实施例4表背两面仅背面表背两面比较例仅表面无无
[0062]
(制箱试验)
[0063]
用自动包装机对基于表1的白板进行制箱,从制箱适当性的观点确认制箱不良。制箱适当性的基准如下。
[0064]
○
:使用现状设备,能够与通常白板同样地进行制箱。
[0065]
△
:虽然在现状设定中产生损失,但能够通过轻微的调整进行制箱。
[0066]
×
:需要大幅度的设备改造,难以与对通常的白板进行制箱的情况并用。
[0067]
(捆束试验)
[0068]
捆束试验是将放入有装容器的即食食品的包装箱如图4所示重叠三层,并沿宽度方向及长度方向捆绑束带。以束带不挠曲且相对于面密接的方式勒紧束带。此时,确认束带是否嵌入包装箱的角部、或是否引起边缘破裂。判断基准如下。结果在表2示出。
[0069]
◎
:倒角部形成为所希望的形状,未发生束带的嵌入、边缘破裂。
[0070]
○
:倒角部的形成稍不充分,但未发生束带的嵌入、边缘破裂。所希望的功能大致起作用,不易发生嵌入。
[0071]
×
:发生束带的嵌入、边缘破裂。
[0072]
[表2]
[0073] 制箱试验捆束试验实施例1
○○
实施例2
○○
实施例3
○○
实施例4
○◎
比较例
○×
[0074]
由表2明确可知,在实施例1~4中未发生制箱不良。另外,在任一实施例中,在捆束试验中均没有发生嵌入、边缘破裂。由此可知,通过将辅助痕迹线设置于背衬板(包装箱的内侧),有助于制箱性和防止束带的嵌入。需要说明的是,对实施例1~4进行比较可知,仅通过辅助痕迹线作为束带的嵌入对策就是充分的,通过设置孔眼将倒角部形成为所希望的形状,对于防止束带的嵌入是有效的。特别是,在将孔眼设置于表背两面的情况下,倒角部的形成变得容易。
[0075]
如以上说明那样,在本发明中,通过将辅助痕迹线设置于包装箱的内表面侧,能够抑制制箱时的制箱不良的产生,并且能够在由束带进行捆束时形成倒角部。由此,起到能够防止束带的嵌入、边缘破裂的效果。
[0076]
附图标记说明:
[0077]
1 包装体
[0078]
10 包装箱
[0079]
10b 白板
[0080]
11 第一面部(底面部)
[0081]
12 第二面部(一方的长度面部)
[0082]
13 第三面部(另一方的长度面部)
[0083]
14 第四面部(顶面部)
[0084]
15 第五面部(侧面部、长度面部)
[0085]
21 一对第一内折翼部
[0086]
23 一对第二内折翼部
[0087]
31 一对第一外折翼部
[0088]
33 一对第二外折翼部
[0089]
40 辅助痕迹线
[0090]
50 倒角部
[0091]
60 孔眼
[0092]
l1 第一边缘(第一主痕迹线)
[0093]
l2 第二边缘(第二主痕迹线)
[0094]
l3 一对第三边缘(第三主痕迹线)
[0095]
l4 一对第四边缘(第四主痕迹线)
[0096]
l5 第五边缘(第五主痕迹线)
[0097]
l6 一对第六边缘(第六主痕迹线)
[0098]
l7 一对第七边缘(第七主痕迹线)
[0099]
l8 第八边缘(第八主痕迹线)。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。