1.本实用新型涉及自动化设备技术领域,具体涉及一种焊接机产品精准定位装置。
背景技术:
2.银点焊接,又叫做银触点焊接,是利用纯银或银合金作为电接触材料实施焊接的工艺方法,因银基电触头具有较好的耐电磨损、抗熔焊和导电性,接触电阻小且稳定,广泛应用于各种轻重负荷的低压电器、家用电器、汽车工业和航空航天工业中。现需要在零件上定位预焊接银基电触头,由于零件的待焊接位置较小,并且在配合后续焊接生产工艺中,焊接的精确度要求非常高,故而有必要设计一种给批量生产的零件在进行预焊接时实施预焊接的精确定位设备,以保证在后续焊接工序的焊接质量和生产效率。
技术实现要素:
3.本实用新型目的:鉴于背景技术中的技术需求,我们设计一种焊接机产品精准定位装置,采用四面定位夹持的方式,将转台上的夹紧载具内的零件多面定位,精确度高,再利用限位片将银基点以对位方式限位,最终配合上下端面的预焊接组件将银基点与零件贴合面预焊接完成,便于保证后续焊接工序的焊接质量和提高生产效率。
4.为解决上述问题采取的技术方案是:
5.一种焊接机产品精准定位装置,包括转台、固定在转台上的夹紧载具、对位定位组件和上下端面设置的预焊接组件。
6.所述转台上的夹紧载具承接上料组件抓取供应的零件,并且预先定位夹紧,
7.所述夹紧载具环形阵列地固连在转台外周边,且相邻夹紧载具的分布角度为转台每次旋转角度,
8.所述对位定位组件包括固定在工作台上的支撑架、定位气缸、夹持气缸和定位夹爪,所述定位气缸水平固连在支撑架上,定位气缸的顶杆固连夹持气缸,夹持气缸左右两侧设置有对称开合动作的定位夹爪,用于正对零件待预焊的银基点以对位方式夹持定位,所述定位夹爪上还正对银基点设置有限位板,实现充分限位,
9.所述预焊接组件竖直方向布置在零件待预焊的银基点位置,包括顶升基座和按压焊接组件,
10.所述顶升基座包括顶升气缸、顶升座和顶升台,所述顶升气缸固连在工作台上,顶升气缸的顶杆与顶升台固连,顶升台由顶升座限位,并实现升降动作,所述顶升台连接焊接电源负极,
11.所述按压焊接组件包括按压气缸、按压块和焊接块,所述按压块固连在按压气缸的顶杆下端,焊接块固连在按压块下端,并正对待预焊的银基点位置实施按压动作,所述焊接块连接焊接电源正极。
12.进一步地,所述上料组件包括电动滑移丝杆副带动的挪移载料台、载料台上的载盘和机器人抓手,经过机器人抓手载盘内的零件准确摆放在夹紧载具上。
13.进一步地,所述转台由传动组件带动等分角度地旋转,传动组件包括步进电机、主动带轮、同步带和从动带轮,主动带轮与步进电机的主轴配合获得动力,同步带与主动带轮和从动带轮配合并传递动力,所述从动带轮与分度盘的输入轴连接,获得分度步进旋转的动力。
14.进一步地,所述夹紧载具包括用于纵向定位零件的定位座、顶推气缸和顶推块,以及用于横向夹紧零件的夹持座、左右对称铰接的夹持块、夹持杆、夹持气缸和定位螺钉。
15.进一步地,所述顶推气缸固定在定位座上,顶推块与顶推气缸的顶推杆连接,顶推块正对横向夹持组件的夹持座中心孔穿套配合。
16.进一步地,所述夹持座中心水平方向开设有中心孔,以配合纵向定位组件将零件待预焊接位置纵向顶推定位、卡位、限位,两侧通过铰接轴活动连有左夹持块和右夹持块,所述左夹持块上端固连夹持气缸,所述夹持气缸的夹持杆通过定位螺钉连接在右夹持块上端,在夹持气缸带动下,两夹持块将放置在夹持座上端的零件横向夹持、夹紧。
17.本实用新型的有益效果是:
18.该焊接机产品精准定位装置采用四面定位夹持的方式,将转台上的夹紧载具内的零件多面定位,精确度高,再利用限位片将银基点以对位方式限位,最终配合上下端面的预焊接组件将银基点与零件贴合面预焊接完成,便于保证后续焊接工序的焊接质量和提高生产效率。
附图说明
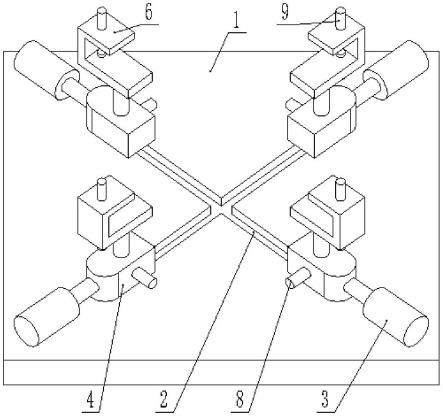
19.图1为本实施例所述转台、夹紧载具、对位定位组件和预焊接组件的结构示意图;
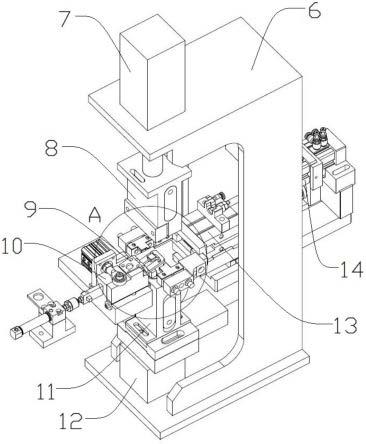
20.图2为本实施例焊接机产品精准定位装置的结构示意图;
21.图3为图2中a处的局部放大图;
22.其中,1-挪移载料台,2-机器人抓手,3-电动滑移丝杆副,4-转台,5-预焊接组件,6-支撑架,7-按压气缸,8-按压块,9-零件,10-夹紧载具,11-顶升基座,12-顶升气缸,13-夹持气缸,14-定位气缸,15-左夹持块,16-右夹持块,17-顶升座,18-顶升台,19-右定位夹爪,20-右限位板,21-银基点,22-焊接位置,23-左限位板,24-左定位夹爪。
具体实施方式
23.下面将结合附图说明,对本实用新型的技术方案以实施例的方式进行清楚、完整地描述。
24.请参阅图1-3,本实施例提出一种焊接机产品精准定位装置,包括转台4、固定在转台4上的夹紧载具10、对位定位组件和上下端面设置的预焊接组件5。所述转台4上的夹紧载具10承接上料组件抓取供应的零件9,并且预先定位夹紧。
25.参阅图1,所述夹紧载具10环形阵列地固连在转台4外周边,且相邻夹紧载具10的分布角度为转台4每次旋转角度,夹紧载具10包括用于纵向定位零件9的定位座、顶推气缸和顶推块,以及用于横向夹紧零件9的夹持座、左右对称铰接的夹持块、夹持杆、夹持气缸13和定位螺钉(图中均未标识)。
26.所述对位定位组件包括固定在工作台上的支撑架6、定位气缸14、夹持气缸13和定位夹爪,所述定位气缸14水平固连在支撑架6上,定位气缸14的顶杆固连夹持气缸13,夹持
气缸13左右两侧设置有对称开合动作的定位夹爪,用于正对零件9待预焊的银基点21以对位方式夹持定位,所述定位夹爪上还正对银基点21设置有限位板,实现充分限位,
27.具体地说,参阅图3,所述预焊接组件5竖直方向布置在零件9待预焊的银基点21位置,包括顶升基座11和按压焊接组件,所述顶升基座11包括顶升气缸12、顶升座17和顶升台18,所述顶升气缸12固连在工作台上,顶升气缸12的顶杆与顶升台18固连,顶升台18由顶升座17限位,并实现升降动作,所述顶升台18连接焊接电源负极,所述按压焊接组件包括按压气缸7、按压块8和焊接块,所述按压块8固连在按压气缸7的顶杆下端,焊接块固连在按压块8下端,并正对待预焊的银基点21位置实施按压动作,所述焊接块连接焊接电源正极。
28.进一步的实施方案是,所述上料组件包括电动滑移丝杆副3带动的挪移载料台1、载料台上的载盘和机器人抓手2,经过机器人抓手2载盘内的零件9准确摆放在夹紧载具10上。
29.进一步的实施方案是,所述转台4由传动组件带动等分角度地旋转,传动组件包括步进电机、主动带轮、同步带和从动带轮,主动带轮与步进电机的主轴配合获得动力,同步带与主动带轮和从动带轮配合并传递动力,所述从动带轮与分度盘的输入轴连接,获得分度步进旋转的动力。
30.进一步的实施方案是,所述顶推气缸固定在定位座上,顶推块与顶推气缸的顶推杆连接,顶推块正对横向夹持组件的夹持座中心孔穿套配合。
31.进一步的实施方案是,所述夹持座中心水平方向开设有中心孔,以配合纵向定位组件将零件9待预焊接位置22纵向顶推定位、卡位、限位,两侧通过铰接轴活动连有左夹持块15和右夹持块16,所述左夹持块15上端固连夹持气缸13,所述夹持气缸13的夹持杆通过定位螺钉连接在右夹持块16上端,在夹持气缸13带动下,两夹持块将放置在夹持座上端的零件9横向夹持、夹紧。
32.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下做出各种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。