1.本实用新型涉及异形板焊接组对装夹设备领域,具体涉及一种三角板自动装配胎架装置。
背景技术:
2.船用三角板工件的形状较为特殊,如图1所示,其包括中间的腹板、位于腹板两侧的导板,导板外侧的三角板以及端部的小底板。在船用三角板工件焊接组装过程,需要先对其进行精确组装,以满足进一步焊接需求。专利cn103753064a公开了一种船用柴油机机架横梁部件的装配工艺方法,在装配平台上采用专用工装来实现所述机架横梁部件的装配。
3.焊接组对需要使用订制的工装胎架,目前通过人工操作拼接组对,对于不同型号的工件,需要制作对应的工装胎架。特别是,工件组对后,关键位置尺寸有精度要求,需要操作工具备一定的专业水平。由于工件产量、产品质量等需要进一步提升。
4.专利cn209272805u公开了一种适用于多种船用柴油机机架横梁部件的自动化装配装置,自动化装配装置包括装配平台、靠山、两导轨、导板中隔板推进系统、三角板推进系统、小底板推进系统和控制系统。然而,在日常的生产作业中,工件组对焊接还会遇到以下问题:(1)工件类型较多,同一种组对胎架只能对应一种三角板工件,占用工厂较多的空间;(2)工件组对后,关键位置的尺寸有精度要求,故需要操作工具备一定的专业水平。因此,目前迫切需要一种自动化的装配胎架设备,以满足要求。
技术实现要素:
5.本实用新型的目的就是为了解决上述问题而提供一种三角板自动装配胎架,能够满足施工现场的装配工艺要求,提升工件装配的自动化程度,解决工件类型多,对应工装胎架数量多,大量占用厂房空间的问题。
6.本实用新型的目的通过以下技术方案实现:
7.一种三角板自动装配胎架装置,用于船用三角板组装焊接装配,所述船用三角板包括中间的腹板、位于腹板两侧的导板,位于导板外侧的三角板以及端部的小底板,其特征在于,该装配胎架装置包括:
8.腹板头部顶紧机构与腹板尾部定位机构,用于腹板纵向顶紧与定位;
9.导板头部顶紧机构,用于导板的纵向顶紧;
10.三角板头部顶紧机构,用于三角板的纵向顶紧;
11.导板横向定位机构,用于导板的横向顶紧,包括平行间隔设置的导板定位横梁与导板顶紧横梁;
12.三角板顶紧拖板,用于三角板的横向顶紧;
13.小底板顶紧机构,用于小底板的纵向及高度方向顶紧;
14.升降托辊,用于导板高度方向上的定位。
15.进一步地,所述导板定位横梁、导板顶紧横梁、三角板顶紧拖板安装在移动平台
上。
16.进一步地,所述导板定位横梁、导板顶紧横梁安装在移动平台的中部内侧,所述三角板顶紧拖板安装在移动平台的中部外侧。
17.进一步地,所述移动平台安装在移动平台轨道上,根据工件的型号,通过程序内部来调整行走位置,所述移动平台轨道采用研磨轨道,行走精度高。
18.进一步地,所述腹板头部顶紧机构、腹板尾部定位机构分别安装在所述移动平台两端的地面上。
19.进一步地,所述导板头部顶紧机构、三角板头部顶紧机构安装在所述移动平台头部的地面上,所述小底板顶紧机构安装在移动平台的尾部地面上。
20.进一步地,所述装配胎架装置设置多个用于工件平移的滚球轴承组,以及用于工件定位的电磁铁组,所述滚球轴承组布置均匀,既保证工件以滚球面为基准平移,也可以降低摩擦阻力,减少震动。
21.进一步地,所述装配胎架装置的顶紧机构采用驱动电机驱动,所述驱动电机采用交流伺服电机,通过齿轮齿条或丝杆螺母机构传递动力,可保证工件的拼接精度。
22.进一步地,所述移动平台对称设置两套,所述导板头部顶紧机构、三角板头部顶紧机构、导板横向定位机构、三角板顶紧拖板、小底板顶紧机构均对称设置两组。
23.进一步地,所述导板定位横梁上间隔设置多个滚球轴承组,所述导板夹持在所述导板定位横梁与导板顶紧横梁之间。
24.本实用新型三角板自动装配胎架分为移动部分及固定部分两大类。移动部分为,安装两套左右对称的移动平台,在移动平台轨道上电动行走。根据工件的型号,通过程序内部来调整行走位置。导板头部顶紧机构、导板头部顶紧机构安装在移动平台的头部,用于导板和三角板的纵向顶紧。导板定位横梁、导板顶紧横梁安装在移动平台中部内侧,用于导板横向顶紧。三角板顶紧拖板安装在移动平台的中部外侧,用于三角板横向顶紧。小底板顶紧机构安装在移动平台的尾部,用于小底板的纵向及高度方向的顶紧。
25.具体工作时,按工件尺寸设定好程序,将船用三角板的腹板、导板,三角板以及小底板放置在本技术装配胎架装置,腹板头部顶紧机构与腹板尾部定位机构将腹板固定,导板头部顶紧机构将导板纵向顶紧,导板横向定位机构通过导板顶紧横梁将导板的横向顶紧,升降托辊将导板高度方向上定位,三角板头部顶紧机构将三角板的纵向顶紧,三角板顶紧拖板将三角板的横向顶紧,小底板顶紧机构将小底板的纵向及高度方向顶紧,然后点焊,将各组件组装为工件整体,然后流转至下一流程进行进一步加工。
26.与现有技术相比,本实用新型的有益效果如下:
27.1、本实用新型装置取代手工组对工件焊接,能够节约工时,大大提高生产效率;
28.2、本实用新型装置能够进行调整,可以适用于多种型号的三角板工件,节约工厂的空间;
29.3、本实用新型装置能够自动控制工件关键位置的尺寸精度,保证产品的焊接精度,提高产品的加工质量。
附图说明
30.图1为船用三角板工件拼接前的状态图;
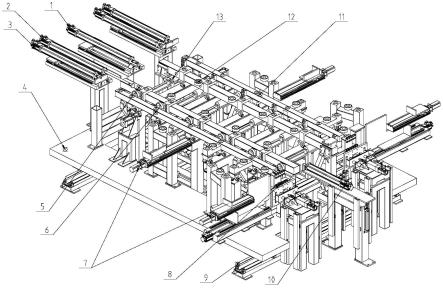
31.图2为本实用新型三角板自动装配胎架装置的结构示意图;
32.图3为工件放置在本实用新型装置拼接前、后状态图;
33.图中:1-腹板头部顶紧机构;2-导板头部顶紧机构;3-三角板头部顶紧机构;4-移动平台;5-导板定位横梁;6-导板顶紧横梁;7-三角板顶紧拖板;8-小底板顶紧机构;9-移动平台轨道;10-腹板尾部定位机构;11-滚球轴承组;12-电磁铁组;13-升降托辊;
34.100-腹板;200-导板一;300-导板二;400-三角板一;500-三角板二;600-小底板一;700-小底板二。
具体实施方式
35.下面结合附图和具体实施例对本实用新型进行详细说明。
36.在本技术文件的描述中,需要理解的是,术语“头部”、“中部”、“尾部”“上”、“下”、“前”、“后”、“左”、“右”、“纵向”、“横向”、“高度方向”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本专利和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本专利的限制。在本技术文件的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“顶紧”、“固定”、“平移”、“定位”应做广义理解,例如,滚球轴承组和电磁铁组安装在上述零部件上,用于工件平移及工件定位。腹板头部顶紧机构、腹板尾部定位机构分别固定在地面上,用于腹板纵向顶紧及定位。升降托辊也固定在地面上,用于导板高度方向上的定位。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本专利中的具体含义。
37.如图1所示,为船用三角板工件,其形状比较特殊,包括中间的腹板100、位于腹板两侧的导板一200、导板二300,导板一200、导板二300外侧的三角板一400、三角板二500以及端部的小底板一600;小底板二700。在船用三角板工件焊接组装过程,需要先对其进行组装,以满足进一步焊接需求。
38.本技术提供一种三角板自动装配胎架装置,用于对上述船用三角板组装焊接装配,如图2,该装配胎架装置具体包括:用于腹板纵向顶紧与定位的腹板头部顶紧机构1与腹板尾部定位机构10,腹板头部顶紧机构1、腹板尾部定位机构10分别安装在移动平台4两端的地面上,用于导板的纵向顶紧的导板头部顶紧机构2;用于三角板的纵向顶紧的三角板头部顶紧机构3,用于导板的横向顶紧的导板横向定位机构,包括平行间隔设置的导板定位横梁5与导板顶紧横梁6;用于三角板的横向顶紧的三角板顶紧拖板7,用于小底板的纵向及高度方向顶紧的小底板顶紧机构8,用于导板高度方向上的定位的升降托辊13。其中,导板定位横梁5、导板顶紧横梁6、三角板顶紧拖板7安装在移动平台4上。导板定位横梁5、导板顶紧横梁6安装在移动平台4的中部内侧,三角板顶紧拖板7安装在移动平台4的中部外侧。移动平台4安装在移动平台轨道9上,根据工件型号,通过程序内部能够调整行走位置,移动平台轨道9采用研磨轨道,行走精度高。导板头部顶紧机构2、三角板头部顶紧机构3安装在移动平台4头部的地面上,小底板顶紧机构8安装在移动平台4的尾部地面上。移动平台4对称设置两套,导板头部顶紧机构2、三角板头部顶紧机构3、导板横向定位机构、三角板顶紧拖板7、小底板顶紧机构8均对称设置两组。
39.装配胎架装置设置多个用于工件平移的滚球轴承组11,以及用于工件定位的电磁
铁组12,例如在导板定位横梁5、导板顶紧横梁6上设置若干个滚球轴承组11,保证工件以滚球面为基准平移,可以降低摩擦阻力,减少震动。电磁铁组12工作时,可以将金属工件进行定位。装配胎架装置的顶紧机构采用驱动电机驱动,驱动电机采用交流伺服电机,通过齿轮齿条或丝杆螺母机构传递动力,可保证工件的拼接精度。
40.具体工作时,按工件尺寸设定好程序,将船用三角板的腹板、导板,三角板以及小底板放置在本技术装配胎架装置,腹板头部顶紧机构与腹板尾部定位机构将腹板固定,导板头部顶紧机构将导板纵向顶紧,导板横向定位机构通过导板顶紧横梁将导板的横向顶紧,升降托辊将导板高度方向上定位,三角板头部顶紧机构将三角板的纵向顶紧,三角板顶紧拖板将三角板的横向顶紧,小底板顶紧机构将小底板的纵向及高度方向顶紧,然后点焊,将各组件组装为工件整体,然后流转至下一流程进行进一步加工。使用本实用新型三角板自动装配胎架,可以提升工件装配的自动化程度。另外,解决了工件使用工装胎架数量多,从而大量占用厂房空间的问题,能够节约了人力成本,让生产效率得到提高。
41.本实用新型中的所有部件均为通用标准件或本领域技术人员知晓的部件,其结构和原理都为本技术人员均可通过技术手册得知或通过常规实验方法获知,同时本技术文件中使用到的标准零件均可以从市场上购买,本技术文件中各部件根据说明书和附图的记载均可以进行订制,各个零件的具体连接方式均采用现有技术中成熟的螺栓、螺钉、焊接等常规手段,机械、零件和设备均采用现有技术中常规的型号,在此不再作出具体叙述。
42.上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用实用新型。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本实用新型不限于上述实施例,本领域技术人员根据本实用新型的揭示,不脱离本实用新型范畴所做出的改进和修改都应该在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
