一种基于3d打印钛合金制品的加工方法
技术领域
1.本发明属于3d打印钛合金技术领域,具体涉及一种基于3d打印钛合金制品的加工方法。
背景技术:
2.随着3d技术的发展,其应用范围越来越广,尤其是3d打印钛合金制品日益走进人们的生活。其中针对医疗齿科方向钛合金制品的3d打印制作加工方法应用日趋广泛,逐步成为数字化齿科产品加工制作的主流趋势和发展方向。采用3d打印技术制作钛合金制品,成品率高、精度高、速度快,深受业界人士和消费者的认可。但是3d打印制作钛合金制品中粉末的循环利用方式五花八门,不仅影响所加工的产品连续的品质稳定性,而且粉末的利用效率不尽如人意。
技术实现要素:
3.为解决上述问题,本发明提供了一种基于3d打印钛合金制品的加工方法,有效避免了现有技术中3d打印制作钛合金制品中粉末的循环利用方式五花八门、不仅影响所加工的产品连续的品质稳定性、而且粉末的利用效率不尽如人意的缺陷。具有操作方便、简单高效、可操作性强的特点,能有效提高产品的稳定性、提高粉末的利用效率,解决了当前3d打印钛合金制品加工制作中所面临的现实问题。
4.为了克服现有技术中的不足,本发明提供了一种基于3d打印钛合金制品的加工方法的解决方案,具体如下:
5.一种基于3d打印钛合金制品的加工方法,其包括:
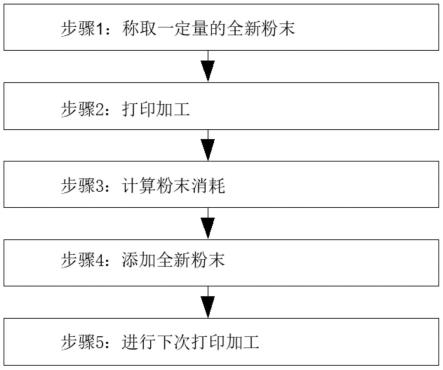
6.其过程划成5步,具体包括:
7.步骤1:称取一定量的全新粉末;
8.步骤2:打印加工;
9.步骤3:计算粉末消耗;
10.步骤4:添加全新粉末;
11.步骤5:进行下次打印加工。
12.进一步的,所述称取一定量的全新粉末的方法,包括:
13.步骤1-1:根据加工钛合金产品的特点,称取一定量的全新粉末;
14.步骤1-2:将粉末倒入3d打印设备的料缸中,准备打印。
15.进一步的,所述打印加工的方法,包括:
16.步骤2-1:将需要打印加工的制品数模导入3d打印设备的上位机中;
17.步骤2-2:启动3d打印设备开始打印加工;
18.步骤2-3:打印完成后取出加工制品;
19.步骤2-4:将剩余粉末,包括3d打印设备的集料瓶中和料缸中的剩余粉末除去出来。
20.进一步的,所述计算粉末消耗的方法,包括:
21.步骤3-1:将清理出来的粉末进行筛分,去除大颗粒粉末及杂质这样的不可再用粉末;
22.步骤3-2:将筛分后的剩余粉末进行称重;
23.步骤3-3:用称取的全新粉量减去剩余粉量,计算出粉末消耗量。
24.进一步的,所述添加全新粉末的方法,包括:
25.步骤4-1:添加与粉末消耗相同数量的全新粉末;
26.步骤4-2:将添加的全新粉末和剩余粉末混合均匀。
27.进一步的,所述下次打印加工包括返回步骤2执行。
28.用于对清理出来的粉末进行筛分的筛分装置包括承载台2与旋动筛分模块3,所述承载台2上安设着旋动筛分模块3;
29.所述承载台2顶壁周沿按照它的环向等距安设着若干双纵向的附设条状件21,各双附设条状件21间的当中之处安设着旋动筛分模块3,承载台2顶壁当中之处安设着附设纵向柱22,附设纵向柱22顶部同旋动筛分模块3间一起枢接着气缸23。
30.所述旋动筛分模块3包括引导沟路31、引导片32、丝杠34、中空容器35和筛分设备36,附设条状件21的纵向两头对称开着引导沟路31,引导沟路31中可移动的安设着引导片32,纵向相向的一对引导沟路31内的引导片32镜像而设,附设条状件21上旋接着丝杠34,引导片32和丝杠34间经由引导片上开有的内丝口丝接,另外处在一附设条状件21上的一对引导片32和丝杠34间的丝接方向互为逆向,各双附设条状件21间的当中之处旋接着中空容器35,另外处在各双附设条状件21内的两对引导片32与中空容器35间一起安设着筛分设备36。
31.所述筛分设备36包含顶部承载片361、用于筛分的推动片362、底部承载片363、过渡片364、圈柱状通路一365、圈柱状通路二366、筛分件367、马达368与圈状嵌接圈369,处在各双附设条状件21之上的一对引导片32间一起安设着顶部承载片361,顶部承载片361底壁上安设着用于筛分的推动片362,处在各双附设条状件21之下的一对引导片32间一起安设着底部承载片363,底部承载片363顶壁上安设着过渡片364,中空容器35内表面的下壁上安设着圈状的圈柱状通路一365,圈柱状通路一365之下安设着圈柱状通路二366,用于筛分的推动片362和过渡片364间一起安设着筛分件367,筛分件367外表面底部和圈柱状通路一365相接,顶部承载片361当中之处安设着马达368,马达368的转杆上安设着嵌接圈369,筛分件367和嵌接圈369嵌接。
32.所述筛分件367经里至外划成若干级,另外筛分件367上的筛眼口径大小经里至外顺序递减,筛分件367各级都是桶状的筛桶371,毗邻的筛桶371内且所处之处居里的筛桶371的外壁面之上安设着圈状嵌接口372,所处之处居外的筛桶371和中空容器35内表面之上安设着圈状嵌接片373,圈状嵌接口372和圈状嵌接片373嵌接。
33.所述用于筛分的推动片362的底壁和筛桶371顶部旋动相接,另外顶部承载片361上旋接着联动蜗轮374,联动蜗轮374处在毗邻的筛桶371间,毗邻的筛桶371相向壁上都安设着联动蜗杆375,联动蜗轮374和联动蜗杆375咬合。
34.所述过渡片364顶壁与筛桶371的下壁相接,另外过渡片顶壁处于毗邻筛桶371间的所在之处安设着集灰口376。
35.所述筛桶371里壁上可移动安设着去除条377,所述去除条377为盘旋架构,去除条377的下壁上安设着承载条378,所述承载条378是铍铜材料,过渡片364顶壁上按照它的环向等距安设着若干阻隔片379,承载条378各阻隔片379相接。
36.所述筛桶371里壁底部斜向安设着刮片380,所述刮片380和集灰口376可移动相接,毗邻所述筛桶371里壁上的刮片380的斜向方向互逆。
37.本发明的有益效果为:
38.本发明通过该方法进行钛合金制品的3d打印加工,通过粉末逐次添加,能保障粉末的量的稳定和品质的稳定性,所得到的钛合金制品品质一致性能得到保障。有效避免了现有技术中3d打印制作钛合金制品中粉末的循环利用方式五花八门、不仅影响所加工的产品连续的品质稳定性、而且粉末的利用效率不尽如人意的缺陷。
附图说明
39.图1是本发明的基于3d打印钛合金制品的加工方法的整体流程图。
40.图2是本发明的用于对清理出来的粉末进行筛分的筛分装置处在一个角度的三维示意图。
41.图3是本发明的用于对清理出来的粉末进行筛分的筛分装置处在另一个角度的三维示意图。
42.图4是本发明的用于对清理出来的粉末进行筛分的筛分装置的朝下投影图。
43.图5是图4的x-x处的示意图。
44.图6是图4的y-y处的示意图。
45.图7是图5的z处示意图。
46.图8是本发明的筛分件的结构图。
具体实施方式
47.下面将结合附图和实施例对本发明做进一步地说明。
48.如图1-图8所示,针基于3d打印钛合金制品的加工方法,其包括:
49.通过逐次加入全新粉末,保证每次3d打印加工钛合金制品粉末重量的稳定和产品的稳定性。其过程划成5步,具体包括:
50.步骤1:称取一定量的全新粉末;
51.步骤2:打印加工;
52.步骤3:计算粉末消耗;
53.步骤4:添加全新粉末;
54.步骤5:进行下次打印加工。
55.所述称取一定量的全新粉末的方法,包括:
56.步骤1-1:根据加工钛合金产品的特点,称取7kg的tc4全新粉末,并能对3d打印设备的上位机中录入该tc4全新粉末的重量;
57.步骤1-2:将粉末倒入3d打印设备的料缸中,准备打印。目前倒入方式为人工添加,通过铲子将粉末一点点加入,或者从瓶子里直接倒入。
58.所述打印加工的方法,包括:
59.步骤2-1:将需要打印加工的10钛合金支架数模导入3d打印设备的上位机中;
60.步骤2-2:启动3d打印设备开始打印加工;
61.步骤2-3:打印完成后取出加工制品;
62.步骤2-4:将剩余粉末,包括3d打印设备的集料瓶中和料缸中的剩余粉末除去出来。
63.打印过程中普遍采用的是铺粉3d打印工艺,打印过程中采用橡胶刮刀将粉末从料缸铺展到成型缸,在这个过程中多于的粉末从成型缸一侧落到管道中,管道的底部连接一个集料瓶。集料瓶就是用来收集这些多余粉末的。
64.所述计算粉末消耗的方法,包括:
65.步骤3-1:将清理出来的粉末进行筛分,去除大颗粒粉末及杂质这样的不可再用粉末;
66.集料瓶中清理出来的粉末会有一些打印过程中产生的大颗粒、夹杂物等。
67.步骤3-2:将筛分后的剩余粉末进行称重,剩余6.78kg;
68.步骤3-3:用称取的全新粉量减去剩余粉量,计算出粉末消耗量0.22kg。
69.所述添加全新粉末的方法,包括:
70.步骤4-1:添加与粉末消耗相同数量的全新粉末;
71.步骤4-2:将添加的全新粉末和剩余粉末混合均匀。混合均匀通常是手动搅拌混合均匀。
72.所述下次打印加工包括返回步骤2执行。
73.本发明的目的为目前的3d打印钛合金制品的加工现状提供一种简单的加工方法,具有操作方便、简单高效、可操作性强的特点,能有效提高产品的稳定性、提高粉末的利用效率,解决当前3d打印钛合金制品加工制作中所面临的现实问题。
74.将清理出来的粉末进行筛分往往运用筛分装置,但目前常见的筛分装置还具有如下缺陷:目前的筛分装置对清理出来的粉末执行旋动筛分时,就要若干回运作方可旋动筛分出去除大颗粒粉末及杂质的粉末,而运用一筛分装置对不一样类别的含有大颗粒粉末及杂质的粉末执行旋动筛分时,常常会形成彼此污损的缺陷。
75.目前的筛分装置不能在含有大颗粒粉末及杂质的粉末旋动筛分之际来达成对滤材里壁附着的污垢执行及时除去的技术目的,以此导致含有大颗粒粉末及杂质的粉末的旋动筛分性能减弱,含有大颗粒粉末及杂质的粉末旋动筛分效果亦跟着减弱,形成耗损。
76.经过改进,用于对清理出来的粉末进行筛分的筛分装置包括承载台2与旋动筛分模块3,所述承载台2上安设着旋动筛分模块3;
77.所述承载台2顶壁周沿按照它的环向等距安设着若干双纵向的附设条状件21,各双附设条状件21间的当中之处安设着旋动筛分模块3,承载台2顶壁当中之处安设着附设纵向柱22,附设纵向柱22顶部同旋动筛分模块3间一起枢接着气缸23。
78.所述旋动筛分模块3包括引导沟路31、引导片32、丝杠34、中空容器35和筛分设备36,附设条状件21的纵向两头对称开着引导沟路31,引导沟路31中可移动的安设着引导片32,纵向相向的一对引导沟路31内的引导片32镜像而设,附设条状件21上旋接着丝杠34,引导片32和丝杠34间经由引导片上开有的内丝口丝接,另外处在一附设条状件21上的一对引导片32和丝杠34间的丝接方向互为逆向,各双附设条状件21间的当中之处旋接着中空容器
35,另外处在各双附设条状件21内的两对引导片32与中空容器35间一起安设着筛分设备36。
79.在开始时,附设条状件21纵向两头的引导沟路31中的引导片32间的相隔最大,这时中空容器35中的筛分设备36处于没装配情形下,另外因为气缸23处于伸出状况会让中空容器35偏移,以此利于对筛分设备36处在中空容器35中的那一段执行装配,接着气缸23收回让中空容器35处于纵向状况,能把筛分设备36的当中之处装配在中空容器35内,接着先把含有大颗粒粉末及杂质的粉末泄进筛分设备36,接着旋动丝杠34牵引同其经由丝接相连的一对引导片32彼此接近,引导片32牵引筛分设备36的高低两段同处于中空容器35中的那段执行装配,筛分设备36运作之际能对含有大颗粒粉末及杂质的粉末执行旋动筛分处置,在含有大颗粒粉末及杂质的粉末旋动而让旋动筛分达成后,逆向旋动丝杠34让筛分设备36的高低两段同当中之处旋动筛分,让中空容器35与筛分设备36都复位,利于对筛分设备36中的污垢执行除去。
80.所述筛分设备36包含顶部承载片361、用于筛分的推动片362、底部承载片363、过渡片364、圈柱状通路一365、圈柱状通路二366、筛分件367、马达368与圈状嵌接圈369,处在各双附设条状件21之上的一对引导片32间一起安设着顶部承载片361,顶部承载片361底壁上安设着用于筛分的推动片362,处在各双附设条状件21之下的一对引导片32间一起安设着底部承载片363,底部承载片363顶壁上安设着过渡片364,中空容器35内表面的下壁上安设着圈状的圈柱状通路一365,圈柱状通路一365之下安设着圈柱状通路二366,用于筛分的推动片362和过渡片364间一起安设着筛分件367,筛分件367外表面底部和圈柱状通路一365相接,顶部承载片361当中之处安设着马达368,马达368的转杆上安设着嵌接圈369,筛分件367和嵌接圈369嵌接。
81.所述筛分件367经里至外划成若干级,另外筛分件367上的筛眼口径大小经里至外顺序递减,筛分件367各级都是桶状的筛桶371,毗邻的筛桶371内且所处之处居里的筛桶371的外壁面之上安设着圈状嵌接口372,所处之处居外的筛桶371和中空容器35内表面之上安设着圈状嵌接片373,圈状嵌接口372和圈状嵌接片373嵌接。
82.所述用于筛分的推动片362的底壁和筛桶371顶部旋动相接,另外顶部承载片361上旋接着联动蜗轮374,联动蜗轮374处在毗邻的筛桶371间,毗邻的筛桶371相向壁上都安设着联动蜗杆375,联动蜗轮374和联动蜗杆375咬合。
83.所述过渡片364顶壁与筛桶371的下壁相接,另外过渡片顶壁处于毗邻筛桶371间的所在之处安设着集灰口376。
84.所述筛桶371里壁上可移动安设着去除条377,所述去除条377为盘旋架构,去除条377的下壁上安设着承载条378,所述承载条378是铍铜材料(带有弹力性能),过渡片364顶壁上按照它的环向等距安设着若干阻隔片379,承载条378各阻隔片379相接。
85.所述筛桶371里壁底部斜向安设着刮片380,所述刮片380和集灰口376可移动相接,毗邻所述筛桶371里壁上的刮片380的斜向方向互逆。
86.开始时,因为筛分件367划成若干级,在把筛桶371搁进中空容器35中时,先经距马达最远的一级的筛桶371搁进,距马达最远的一级的筛桶371外壁面底部与圈柱状通路一365相接,接着毗邻的筛桶371间经由圈状嵌接口372与圈状嵌接片373的嵌接,最后装配成筛分件367,旋动丝杠34牵引同它经由丝接的一对引导片32彼此接近,引导片32牵引顶部承
载片361与底部承载片363彼此接近,让用于筛分的推动片362和筛分件367的顶部嵌接,过渡片364和筛分件367的底部嵌接,嵌接圈369与处在中心的筛桶371顶部嵌接,接着马达368运作时经由嵌接圈369牵引同它相连的筛桶371旋动,而毗邻的筛桶371之间会在联动蜗轮374和联动蜗杆375结合下执行旋动,另外毗邻的筛桶371旋动向互逆,让旋动筛分出的粉末磕碰至筛桶371的里壁上被崩散,以此更佳的达成固液旋动筛分效果,过渡片364和筛分件367底部嵌接时,承载条378被过渡片364推动,让去除条377牢靠相接于筛桶371的里壁,以此改善去除条377对筛桶371里壁的剔除功能,另外去除条377的架构能加大同筛桶371的相接区域大小,以此对筛桶371里壁执行全体除去,承载条378处于毗邻的阻隔片379间,接着筛桶371旋动时,去除条377就不能跟着旋动,以此去除条377能对筛桶371的里壁执行剔除,另外刮片380会把处于集灰口376中的含有大颗粒粉末及杂质的粉末刮起,让含有大颗粒粉末及杂质的粉末能继续被送达筛桶371中执行旋动筛分处置,来改善旋动筛分出大颗粒粉末及杂质的功能。
87.这样,开始时,附设条状件21纵向两头的引导沟路31内的引导片32间的相隔最大,另外因为气缸23处于伸出状况会让中空容器35偏移,接着气缸23收回让中空容器35处于纵向态势,因为筛分件367划成若干级,在把筛桶371搁入中空容器35中时,先距马达最远的一级的筛桶371起搁进,距马达最远的一级的的筛桶371外壁面底部和圈柱状通路一365旋动相连,接着毗邻的筛桶371间经由圈状嵌接口372与圈状嵌接片373的可移动相连而最终装配成筛分件367,把含有大颗粒粉末及杂质的粉末泄入筛分件367的中心筛桶371里,旋动丝杠34牵引同它丝接的一对引导片32彼此接近,引导片32牵引顶部承载片361与底部承载片363彼此接近,让用于筛分的推动片362和筛分件367的顶部相连,过渡片364和筛分件367的底部相连,嵌接圈369和处在当中的筛桶371顶部相连;马达368运行时会经由嵌接圈369牵引同它相连的筛桶371旋动,另外毗邻的筛桶371间会在联动蜗轮374和联动蜗杆375的结合下执行旋动,另外毗邻的筛桶371旋动向互逆,让旋动筛分出的粉末磕碰至筛桶371的里壁上被崩散,以此更佳的达成固液旋动筛分效果,过渡片364和筛分件367底部相连时,承载条378会处于毗邻的阻隔片379间,接着筛桶371旋动时,去除条377就不能跟着旋动,以此去除条377能对筛桶371的里壁执行去除行为,另外刮片380会把处于集灰口376中的含有大颗粒粉末及杂质的粉末刮起,让含有大颗粒粉末及杂质的粉末能继续被送达筛桶371中执行旋动筛分处置,来改善旋动筛分出大颗粒粉末及杂质的功能,旋动筛分后的粉末最终经由圈柱状通路二366泄出,且掉进事先搁于承载台上的敞口容器中。
88.经由若干旋动筛分模块的一起运作,能一回对一类的含有大颗粒粉末及杂质的粉末分别执行旋动筛分,改善了筛分大颗粒粉末及杂质的粉末的速度和功能,另外在对不一类的含有大颗粒粉末及杂质的粉末执行旋动筛分时,能高效防护彼此污损的缺陷,以此改善了筛分大颗粒粉末及杂质的粉末的精准度;经由筛分件的旋动,牵引去除条和筛分件的里壁执行相应的旋动,去除条能对筛分件里壁上附着的尘埃执行去除,来克服筛分件里壁附着的尘埃太大量不利于旋动筛分的速度和旋动筛分的旋动筛分量;经由旋动筛分模块中的筛分件能对含有大颗粒粉末及杂质的粉末执行若干级的择取筛分,来改善粉末的大小适宜。
89.以上以用实施例说明的方式对本发明作了描述,本领域的技术人员应当理解,本公开不限于以上描述的实施例,在不偏离本发明的范围的情况下,能做出各种变化、改变和
替换。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。