1.本发明属于激光焊接技术领域,更具体地,涉及一种不等厚板材真空摆动激光焊接方法及系统。
背景技术:
2.不等厚拼焊板具有减少零部件生产流程、实现零部件减重、实现材料性能的优化配置等特点,因此其在航空工业中得到了一定的应用,航空材料轻量化也使得不等厚板材拼焊成为重要的发展方向。根据航空用零部件对材料性能的要求,将不同厚度的板材通过焊接构成不等厚拼焊板,再经过冲压等工序将其制备成相应的航空用零部件。
3.目前不等厚拼焊多采用传统激光焊接的方式来生产,而不等厚拼焊在焊接时则存在诸多问题:(1)传统激光在低功率、标准大气压下所形成的焊缝熔深较浅,过渡不平滑,焊接质量较差;(2)诸如铝合金一类的材料凝固收缩率大,易产生热裂纹,在液态状态下具有较强的吸氢能力,在凝固过程中,氢在铝中的溶解度急剧下降,大量氢元素析出,当其来不及逸出时便会残留在焊缝中形成大量气孔;(3)部分有色金属在传统激光焊接过程中存在元素烧损,使得焊缝的强度下降;焊缝过渡不平滑、热裂纹、气孔以及元素烧损等问题将会造成焊缝弱化,严重影响焊接接头的质量。
技术实现要素:
4.针对现有技术的以上缺陷或改进需求,本发明提供一种不等厚板材真空摆动激光焊接方法及系统,通过抽真空控制单元控制抽真空机构对真空工作舱室进行抽真空作业,通过设置焊接工艺参数,使得通过激光器和与之相连的激光头产生的焊接激光按照预设路径、频率进行摆动,在摆动过程中按正弦规律变化实时改变激光功率,实现厚板侧高功率,薄板侧低功率的变功率真空摆动激光,同时控制工作台沿焊缝轨迹的主方向移动进行焊接作业;此方法高效快捷,并能够得到具有良好焊缝成形及质量合格的焊接接头;通过在真空环境下进行焊接,能够有效增加焊缝的熔深;真空环境下的激光焊接能够有效避免大气环境下常出现的匙孔周期性的膨胀和收缩现象,低真空条件下,匙孔后壁的波动幅度较小,稳定性提高,很少发生匙孔坍塌;低真空条件下,熔池存在表面张力驱动的流动和沿着匙孔后壁向上的流动;这种流动模式有利于熔池内气泡的逸出,不易在焊接接头中形成气孔;摆动激光能够形成平滑过渡的焊缝,且对熔池有一定的搅拌作用,不仅有利于气孔的逸出,同时加强了熔池流动,也有利于降低熔池温度,减少合金元素烧损;能够解决传统激光在低功率、标准大气压下所形成的焊缝熔深较浅,过渡不平滑,易产生热裂纹、在焊缝中易形成大量气孔,易使得金属元素烧损,造成焊缝强度下降,严重影响焊接接头质量的问题。
5.为了实现上述目的,本发明的一个方面提供一种不等厚板材真空摆动激光焊接方法,包括如下步骤:
6.s1:将待焊接不等厚板材工件的两侧表面进行打磨及清洗并确定待焊接不等厚板工件的板厚差;
7.s2:将待焊接不等厚板材工件置于真空工作舱室内的工作台上,形成待焊接不等厚板材焊缝;
8.s3:通过抽真空机构对真空工作舱室进行抽真空作业,使之达到作业所需的真空度;
9.s4:设置焊接工艺参数,使得摆动幅度为0.8~1.2倍的板厚差,设定初始激光功率为4~6k w,初始焊接速度为3~5m/min;通过激光器和与之相连的激光头产生焊接激光,并使所述焊接激光按照预设路径、频率进行摆动,在摆动过程中按正弦规律变化实时改变激光功率,实现厚板侧高功率,薄板侧低功率的变功率真空摆动激光,同时控制工作台沿焊缝轨迹的主方向移动进行焊接作业。
10.进一步地,步骤s4中的所述焊接工艺参数包括激光的离焦量为-5~5mm,激光功率为1kw~10kw,焊接速度为0.2~8.0m/min,摆动幅度为0~4mm,摆动频率为50~200hz。
11.进一步地,步骤s4还包括若所述待焊接不等厚板材焊缝存在焊接偏差,则通过控制程序控制所述焊接激光沿所述待焊接不等厚板材焊缝轨迹移动,以对所述焊缝偏差进行正负方向的补偿。
12.进一步地,步骤3中所述真空度为10-2
~1kpa。
13.进一步地,所述预设路径的中心位于所述待焊接不等厚板材焊缝的中心线上。
14.进一步地,步骤1还包括对待焊接不等厚板材工件使用打磨机进行打磨,以去除表面氧化皮,并用工业丝绸蘸取丙酮擦拭待焊接不等厚板材工件表面以去除表面油污。
15.本发明的另一个方面提供一种不等厚板材真空摆动激光焊接系统,包括激光器、与所述激光器输出端相连的激光头、设于所述激光头输出端的真空工作舱室、设于所述真空工作舱室内的工作台、与所述真空工作舱室相连的抽真空机、与所述抽真空机相连的抽真空控制单元以及与所述工作台相连的工作台控制单元;
16.通过所述抽真空控制单元控制所述抽真空机构对所述真空工作舱室进行抽真空作业,通过设置焊接工艺参数,使激光的离焦量为-5~5mm,激光功率为1kw~10kw,焊接速度为0.2~8.0m/min,摆动幅度为0~4mm,摆动频率为50~200hz,进而使得通过所述激光器和与之相连的所述激光头产生的焊接激光按照预设路径、频率进行摆动,在摆动过程中按正弦规律变化实时改变激光功率,实现厚板侧高功率,薄板侧低功率的变功率真空摆动激光,同时控制工作台沿焊缝轨迹的主方向移动进行焊接作业。
17.总体而言,通过本发明所构思的以上技术方案与现有技术相比,能够取得下列有益效果:
18.(1)本发明的一种不等厚板材真空摆动激光焊接方法及系统,通过抽真空控制单元控制抽真空机构对真空工作舱室进行抽真空作业,通过设置焊接工艺参数,使得通过激光器和与之相连的激光头产生的焊接激光按照预设路径、频率进行摆动,在摆动过程中按正弦规律变化实时改变激光功率,实现厚板侧高功率,薄板侧低功率的变功率真空摆动激光,同时控制工作台沿焊缝轨迹的主方向移动进行焊接作业;此方法高效快捷,并能够得到具有良好焊缝成形及质量合格的焊接接头;能够解决传统激光在低功率、标准大气压下所形成的焊缝熔深较浅,过渡不平滑,易产生热裂纹、在焊缝中易形成大量气孔,易使得金属元素烧损,造成焊缝强度下降,严重影响焊接接头质量的问题。
19.(2)本发明的一种不等厚板材真空摆动激光焊接方法及系统,通过在真空环境下
进行焊接,能够有效增加焊缝的熔深;真空环境下的激光焊接能够有效避免大气环境下常出现的匙孔周期性的膨胀和收缩现象,低真空条件下,匙孔后壁的波动幅度较小,稳定性提高,很少发生匙孔坍塌;低真空条件下,熔池存在表面张力驱动的流动和沿着匙孔后壁向上的流动;这种流动模式有利于熔池内气泡的逸出,不易在焊接接头中形成气孔。
20.(3)本发明的一种不等厚板材真空摆动激光焊接方法及系统,摆动激光能够形成平滑过渡的焊缝,且对熔池有一定的搅拌作用,不仅有利于气孔的逸出,同时加强了熔池流动,也有利于降低熔池温度,减少合金元素烧损。
附图说明
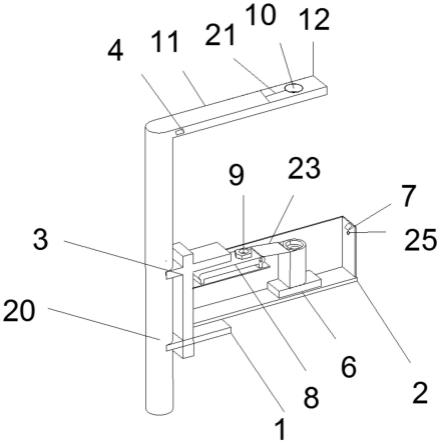
21.图1为本发明实施例一种不等厚板材真空摆动激光焊接系统的整体结构示意图;
22.图2为本发明实施例一种不等厚板材真空摆动激光焊接系统的激光焊接不等厚板材的示意图;
23.图3为本发明实施例一种不等厚板材真空摆动激光焊接系统的摆动激光焊接轨迹的示意图;
24.图4为不等厚板材在大气环境下利用摆动激光进行焊接的焊缝示意图;
25.图5为不等厚板材在真空环境下进行激光不摆动焊接的焊缝示意图;
26.图6为不等厚板材在真空摆动激光焊接条件下进行焊接的焊缝示意图;
27.图7为不等厚板材在真空摆动激光焊接条件下进行焊接的激光摆动功率变化关系示意图;
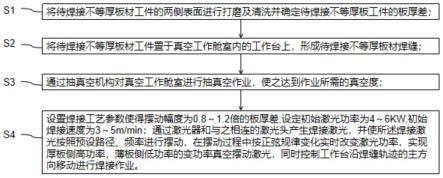
28.图8为本发明实施例一种不等厚板材真空摆动激光焊接方法的流程示意图。
29.在所有附图中,同样的附图标记表示相同的技术特征,具体为:1-激光器、2-激光头、3-真空工作舱室、4-抽真空机、5-水冷循环机构、6-工作台控制单元、7-抽真空控制单元、8-工作台、9-不等厚板材工件、91-第一焊接件、92-第二焊接件、10-气孔缺陷、11-咬边缺陷。
具体实施方式
30.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
31.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,当元件被称为“固定于”、“设置于”或“设于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上;术语“安装”、“相连”、“连接”、“设有”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
32.如图1-图3所示,本发明的一个方面提供一种不等厚板材真空摆动激光焊接系统,
包括激光器1、与所述激光器1输出端相连的激光头2、设于所述激光头2输出端的真空工作舱室3、设于所述真空工作舱室3内的工作台8、与所述真空工作舱室3相连的抽真空机4、与所述抽真空机4相连的抽真空控制单元7以及与所述工作台8相连的工作台控制单元6;焊接前,将待焊接不等厚板材工件9的两侧表面进行打磨及清洗;在真空工作舱室3内放置待不等厚板材焊接工件9,形成待焊接不等厚板材的焊缝;待焊接不等厚板材工件9包括不等厚的第一焊接件91和第二焊接件92;通过抽真空控制单元7抽真空机构4对真空舱室进行抽真空作业,使之达到所需的真空度,营造出具有一定真空度的焊接环境氛围;开启水冷循环机构5,设置焊接工艺参数,激光的离焦量为-5~5mm,激光功率为1kw~10kw,焊接速度为0.2~8.0m/min,摆动幅度为0~4mm,摆动频率为50~200hz,通过激光器1和与之相连的激光头2产生焊接激光,所述焊接激光按照预设路径、频率进行摆动,且在厚板侧为高能量密度输出,薄板侧为低能量密度输出;同时通过平台控制单元6控制所述工作台8沿焊缝轨迹的主方向移动,进而对待焊不等厚板材工件进行真空摆动激光焊接;本发明能够解决传统激光在低功率、标准大气压下所形成的焊缝熔深较浅,过渡不平滑,易产生热裂纹、在焊缝中易形成大量气孔,易使得金属元素烧损,造成焊缝强度下降,严重影响焊接接头质量的问题。
33.如图4-图8所示,本发明的另一个方面提供的一种不等厚板材真空摆动激光焊接方法,包括如下步骤:
34.s1:焊接前,将待焊接不等厚板材工件的两侧表面进行打磨及清洗并确定待焊接不等厚板工件的板厚差;本发明实施例中,待焊接不等厚板材工件为6061铝合金板材,厚度分别为4mm和6mm,具体地,对待焊接不等厚板材工件使用打磨机进行打磨,以去除表面氧化皮,并用工业丝绸蘸取丙酮擦拭铝合金表面去除表面油污;
35.s2:将待焊接不等厚板材工件置于真空工作舱室内的工作台上,形成待焊接不等厚板材焊缝;
36.s3:通过抽真空控制单元的抽真空机构对真空工作舱室进行抽真空作业,使之达到所需的真空度,所述真空度为10-2
~1kpa;
37.s4:开启水冷循环机构5,设置焊接工艺参数,激光的离焦量为-5~5mm,激光功率为1kw~10kw,焊接速度为0.2~8.0m/min,摆动幅度为0~4mm,摆动频率为50~200hz,具体地,使得摆动幅度为0.8~1.2倍的板厚差,基础激光功率为4~6k w,初始焊接速度为3~5m/min;通过激光器1和与之相连的激光头2产生焊接激光,所述焊接激光按照预设路径、频率进行摆动,在摆动过程中按正弦规律变化实时改变激光功率,实现厚板侧高功率,薄板侧低功率的变功率真空摆动激光,同时通过平台控制单元6控制所述工作台8沿焊缝轨迹的主方向移动,进行焊接作业。
38.进一步地,步骤s4中所述预设路径的中心位于所述待焊接不等厚板材焊缝的中心线上;若所述待焊接不等厚板材焊缝存在焊接偏差,则通过控制程序控制所述焊接激光沿所述待焊接不等厚板材焊缝轨迹移动,以对所述焊缝偏差进行正负方向的补偿。
39.本发明的方法同样适用于其他金属及非金属材料的焊接;为了验证本发明的有益效果,具体通过以下一个实施例和2个对比例来说明:
40.实施例1:
41.以板厚分别为4mm和6mm的铝合金为例,具体步骤如下:
42.步骤一:焊接前,对待焊接不等厚板材工件使用打磨机进行打磨,以去除表面氧化
皮,并用工业丝绸蘸取丙酮擦拭铝合金表面去除表面油污;
43.步骤二:在真空工作舱室内放置待不等厚铝合金焊接工件,形成待焊接不等厚板材的焊缝;
44.步骤三:对真空舱进行抽真空作业,使得其环境压力达到1kpa;
45.步骤四:设置焊接工艺参数,激光的离焦量为5mm,激光功率为3kw,焊接速度为0.5m/min,摆动幅度为3mm,摆动频率为60hz,所述焊接激光按照预设路径、频率进行摆动,在摆动过程中按正弦规律变化实时改变激光功率,实现厚板侧高功率,薄板侧低功率的变功率真空摆动激光,同时所述工作台沿焊缝轨迹的主方向移动,对待焊的材料进行焊接。
46.对比例1:以板厚分别为4mm和6mm的铝合金为例,具体步骤如下:
47.步骤一:焊接前,对待焊接不等厚板材工件使用打磨机进行打磨,以去除表面氧化皮,并用工业丝绸蘸取丙酮擦拭铝合金表面去除表面油污;
48.步骤二:在大气环境下,于工作台面上放置待不等厚铝合金焊接工件,形成待焊接不等厚板材的焊缝;
49.步骤三:设置焊接工艺参数,激光的离焦量为5mm,激光功率为3kw,焊接速度为0.5m/min,摆动幅度为3mm,摆动频率为60hz,所述焊接激光按照预设路径、频率进行摆动,在厚板侧为高能量密度输出,薄板侧为低能量密度输出,同时所述工作台沿焊缝轨迹的主方向移动,对待焊的材料进行焊接。如图4所示,在大气环境下利用摆动激光进行焊接,会产生气孔缺陷10,这主要是由空气中的水分造成的氢气孔。
50.对比例2:以板厚分别为4mm和6mm的铝合金为例,具体步骤如下:
51.步骤一:焊接前,对待焊接不等厚板材工件使用打磨机进行打磨,以去除表面氧化皮,并用工业丝绸蘸取丙酮擦拭铝合金表面去除表面油污;
52.步骤二:在真空工作舱室内放置待不等厚铝合金焊接工件,形成待焊接不等厚板材的焊缝;
53.步骤三:对真空舱进行抽真空作业,使得其环境压力达到1kpa;
54.步骤四:设置焊接工艺参数,激光的离焦量为5mm,激光功率为3kw,焊接速度为0.5m/min,所述焊接激光按照直线路径对待焊的材料进行焊接。如图5所示,在真空环境下进行激光焊接,激光不摆动,会有少量的工艺气孔,并且有可能会出现咬边缺陷11。
55.如图7所示,设定焊接激光摆动频率为f hz,则摆动周期t=1/f s,设定厚板处峰值功率为p1,薄板处峰值功率为p2,达到峰值功率的时间节点为nt/4(n为奇数),功率按正弦规律变化。如此能够实现厚板处高功率输出以及薄板处低功率输出的效果,得到成形良好的焊缝。同时,如图6所示,在真空摆动激光焊接条件下,焊缝中未出现气孔和咬边等焊接缺陷。可见摆动激光能够增强熔池流动性,有利于气孔的逸出,同时能够均匀化热输入,获得性能优异的焊接接头。真空条件有利于提升焊接过程稳定性,并且没有大气环境下的水分,同样能够减少气孔的产生。
56.通过以上对比可以看出,摆动激光焊接在真空环境下比大气环境下焊接过程更稳定,更能够减少气孔的产生;同样在真空环境下,摆动激光焊接相比于不摆动激光焊接能够搅拌熔池,有利于降低熔池温度、减少金属元素烧损,同时亦有利于气孔的逸出,更能减少焊接缺陷。
57.本发明提供的一种不等厚板材真空摆动激光焊接系统及方法的工作原理:通过抽
真空控制单元控制抽真空机构对真空工作舱室进行抽真空作业,通过设置焊接工艺参数,使得通过激光器和与之相连的激光头产生的焊接激光按照预设路径、频率进行摆动,在摆动过程中按正弦规律变化实时改变激光功率,实现厚板侧高功率,薄板侧低功率的变功率真空摆动激光,同时控制工作台沿焊缝轨迹的主方向移动进行焊接作业,此方法高效快捷,并能够得到具有良好焊缝成形及质量合格的焊接接头;通过在真空环境下进行焊接,能够有效增加焊缝的熔深;真空环境下的激光焊接能够有效避免大气环境下常出现的匙孔周期性的膨胀和收缩现象,低真空条件下,匙孔后壁的波动幅度较小,稳定性提高,很少发生匙孔坍塌;低真空条件下,熔池存在表面张力驱动的流动和沿着匙孔后壁向上的流动;这种流动模式有利于熔池内气泡的逸出,不易在焊接接头中形成气孔;摆动激光能够形成平滑过渡的焊缝,且对熔池有一定的搅拌作用,不仅有利于气孔的逸出,同时加强了熔池流动,也有利于降低熔池温度,减少合金元素烧损;能够解决传统激光在低功率、标准大气压下所形成的焊缝熔深较浅,过渡不平滑,易产生热裂纹、在焊缝中易形成大量气孔,易使得金属元素烧损,造成焊缝强度下降,严重影响焊接接头质量的问题。
58.本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。