1.本发明涉及轧机自动化控制技术领域,更具体地说,涉及一种中间冷却钢板防止中断控制方法及轧线。
背景技术:
2.中厚板生产线上,钢板控制轧制和控制冷却技术均得到了广泛的应用,在产品的性能质量提高上发挥着重要的作用。在控制轧制过程中,在钢板的再结晶区域温度范围内须停止轧制,进行待温,以避免出现混晶组织,影响产品质量。其中,待温方式有两种:一种是在几组辊道上来回摆动,通过钢板暴露在空气中,实现冷却降温,其劣势是冷却过程是一个比较缓慢的过程,时间长,因此影响了生产效率;另一种是采用一个有效方法,是指在轧制过程中进行水冷,即采用中间冷却工艺,在粗轧机和精轧机之间安装喷水冷却系统来替代中间板坯的空冷温降过程,此方式也是一般钢铁企业常用的方式。
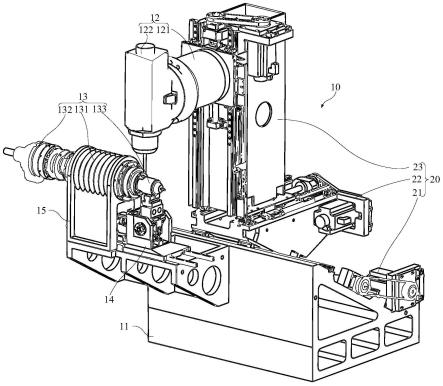
3.请结合图1所示,中间冷却装置100是布置于粗轧机200之后,精轧机300之前,通过上下流量调节阀控制上下集管水流量,按照中间冷却道次钢板在中间冷却装置100的冷却区域内摆动,使钢板快速达到目标轧制温度。
4.在现有的控制逻辑中,中间冷却装置100的水流量控制开启逻辑是:根据轧机主干跟踪的头部影像,判断钢板是否达到中间冷却装置100的冷却区域,如果已经在冷却区域内,则开启中间冷却装置100的阀门。冷却道次结束后,阀门正常关闭,等待下一块钢板冷却开始。
5.请结合图2所示,但在实际生产中,正在中间冷却装置100的钢板400向精轧机300方向输送,会遇到精轧机300反道次抛钢的长钢板500相向而行,且近距离靠近时,当精轧机300抛钢的长钢板500占用了中间冷却装置100的钢板400下一步要输送的那组辊道区域,造成自动冷却钢板400正常顺序被打断,冷却道次清零,操作人员未及时发现,会造成该钢板400在中间冷却装置100区域未正常完成冷却的出现轧制异常材,该块钢板400会判废降级处理。若通过精轧机前高温计对比终冷温度及时发现,需要在人机操作画面,手动输入剩余的冷却道次数,并手动将该块钢板400搬运到中间冷却装置100区域重新冷却,耗时耗力,会对整个轧线轧制节奏产生严重影响。
技术实现要素:
6.针对现有技术中存在的上述缺陷,本发明的目的是提供一种中间冷却钢板防止中断控制方法及轧线,确保中间冷却钢板正常冷却完成,避免轧制异常材的发生,提高轧制节奏,增加小时产能。
7.为实现上述目的,本发明采用如下技术方案:
8.本发明提供了一种中间冷却钢板防止中断控制方法,通过控制逻辑模型设定中间冷却控制流程、冷却道次计算及不同区域内的钢板同步切换控制流程,以达到避免在线中间冷却装置区域的钢板异常中断。
9.较佳的,所述中间冷却控制流程包括以下步骤:
10.1)轧机的主干plc接收控制逻辑模型设定的中间冷却道次计算控制流程;
11.2)判断在线钢板位置是否跟踪到中间冷却区域,若是则流量阀开启动作,并进入步骤3);若否则等待在线钢板位置跟踪到中间冷却区域;
12.3)判断中间冷却道次是否结束,若是则流量阀关闭动作;若否则等待冷却道次结束。
13.较佳的,所述冷却道次计算不同区域内的钢板同步切换控制流程包括以下步骤:
14.s1,接收上位机模型设定的中间冷却指令;
15.s2,判断是否选择辊道自动模式,若是则中间冷却计算开始,并进入步骤s3;若否则返回继续判断是否选择辊道自动模式;
16.s3,接收轧线的钢板位置跟踪信号;
17.s4,判断中间冷却区域辊道是否被占用,若是则流量阀开启动作,并进入步骤s5;若否则返回继续判断中间冷却区域辊道是否被占用;
18.s5,判断精轧机反道次钢板是否占用正在中间冷却的在线钢板所需下一组辊道,若是则精轧机反道次钢板和相向而行的中间冷却在线钢板的辊速切换为同步,且存储当前冷却道次数,并进入步骤s6;若否则直接进入步骤s6;
19.s6,精轧机正向轧制在线钢板;
20.s7,中间冷却区域的流量阀开启动作,继续冷却剩余道次;
21.s8,判断钢板冷却总道次是否完成,若是则钢板冷却总道次清零,并进入步骤s9;若否则继续冷却剩余钢板冷却道次;
22.s9,中间冷却区域的流量阀关闭动作;
23.s10,轧线等待下一块需冷却钢板开始。
24.本发明还提供了一种轧线,包括粗轧机、精轧机、设置在粗轧机与精轧机的中间冷却装置、以及控制器,所述控制器执行所述的中间冷却钢板防止中断控制方法。
25.本发明所提供的一种中间冷却钢板防止中断控制方法及轧线,消除了设备控制缺陷,避免发生现有技术中的异常情况,确保中间冷却钢板正常冷却完成,避免轧制异常材的发生,为后道工序轧机正常生产提供了保障,增加了轧制产能。
附图说明
26.图1是现有布置在粗轧机与精轧机间的中间冷却装置的示意图;
27.图2是现有精轧机反道次抛钢与中间冷却钢板相向而行的示意图;
28.图3是本发明中间冷却钢板防止中断控制方法的流程示意图;
29.图4是本发明中间冷却钢板防止中断控制方法中述中间冷却道次计算控制流程的示意图。
具体实施方式
30.为了能更好地理解本发明的上述技术方案,下面结合附图和实施例进一步说明本发明的技术方案。
31.请结合图3所示,本发明所提供的一种中间冷却钢板防止中断控制方法,通过控制
逻辑模型设定中间冷却控制流程、冷却道次计算控制流程及不同区域内的钢板同步切换控制流程,以达到避免在线中间冷却装置区域的钢板异常中断。
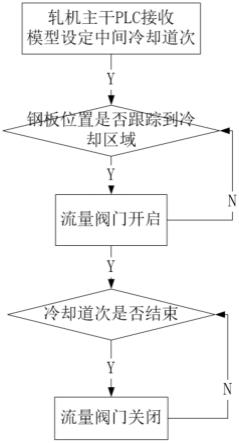
32.中间冷却控制流程包括以下步骤:
33.1)轧机的主干plc接收控制逻辑模型设定的中间冷却道次计算控制流程;
34.2)判断在线钢板位置是否跟踪到中间冷却区域(87.71m至97.32m),若是则5组上、下流量阀开启动作,并进入步骤3);若否则等待在线钢板位置跟踪到中间冷却区域;
35.3)判断中间冷却道次是否结束,若是当前道次等于最大冷却道次则5组上、下流量阀关闭动作;若否则等待冷却道次结束。
36.请结合图4所示,冷却道次计算及不同区域内的钢板同步切换控制流程包括以下步骤:
37.s1,接收上位机模型设定的中间冷却指令(冷却钢板道次数和5组上、下流量阀具体流量设定);
38.s2,判断是否选择辊道自动模式,若是则中间冷却计算开始,并进入步骤s3;若否则返回继续判断是否选择辊道自动模式;
39.s3,接收轧线的钢板位置跟踪信号;
40.s4,判断中间冷却区域辊道(87.71m至97.32m)是否被占用,若是则5组上、下流量阀开启动作,并进入步骤s5;若否则返回继续判断中间冷却区域辊道是否被占用;
41.s5,判断精轧机反道次钢板是否占用正在中间冷却的在线钢板所需下一组辊道,若是则精轧机反道次钢板和相向而行的中间冷却在线钢板的辊速切换为同步,且存储当前冷却道次数,并进入步骤s6;若否则直接进入步骤s6;
42.s6,精轧机正向轧制在线钢板;
43.s7,中间冷却区域的5组上下流量阀开启动作,继续冷却剩余道次(最大道次减去当前道次);
44.s8,判断钢板冷却总道次是否完成(冷却钢板尾部大于97.32m,即钢板尾部离开中间冷却区域辊道),若是则钢板冷却总道次清零,并进入步骤s9;若否则继续冷却剩余钢板冷却道次;
45.s9,中间冷却区域的5组上、下流量阀关闭动作;
46.s10,轧线等待下一块需冷却钢板开始。
47.本发明还提供了一种轧线,包括粗轧机、精轧机、设置在粗轧机与精轧机的中间冷却装置、以及控制器,控制器执行中间冷却钢板防止中断控制方法。
48.本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本发明,而并非用作为对本发明的限定,只要在本发明的实质精神范围内,对以上所述实施例的变化、变型都将落在本发明的权利要求书范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。