1.本技术涉及折盒装置的技术领域,尤其是涉及一种折盒设备。
背景技术:
2.盒子,一般指用以容纳物体的容器,具有多种材质,例如纸质、塑料材质和金属材质等。
3.现有的盒子在成型过程中,需要对纸质板材或者塑料板材进行弯折,并使用到粘接剂进行连接,例如胶水等粘接剂使得盒体的各侧边进行连接,当时在当盒体的各侧边通过卡接的方式进行连接时,现有的折盒设备不能适用于该种情况。
技术实现要素:
4.针对现有技术存在的不足,本技术的目的之一是提供一种折盒设备,其具有能够对通过卡接方式进行连接的盒体进行折盒操作的优点。
5.本技术的上述目的是通过以下技术方案得以实现的:
6.一种折盒设备,包括机架,所述的机架上设有供料装置,抓取装置、侧成型装置、折扣装置和推出装置,所述的抓取装置用于将供料装置处的板材抓取至侧成型装置处,侧成型装置对板材进行侧边成型,折扣装置用于使侧边卡接,推出装置用于将成型的盒体推出。
7.通过采用上述技术方案,在使用时,撞去装置将供料装置处的板材抓取至侧成型装置处,侧成型装置对板材进行侧边成型,折扣装置用于使侧边卡接,推出装置用于将成型的盒体推出,因此能够对通过卡接方式进行连接的盒体进行折盒操作。
8.本技术在一较佳示例中可以进一步配置为:所述的供料装置包括侧向挡板和用于驱动侧向挡板移动的位移机构,所述的侧向挡板上还设有用于支撑板材的支撑块。
9.通过采用上述技术方案,当板材的尺寸发生变化时,通过位移机构带动侧向挡板移动,即可使得对不同规格的板材起到支撑作用。
10.本技术在一较佳示例中可以进一步配置为:所述的供料装置设置在所述的抓取装置的上方,所述的抓取装置包括升降机构和被升降机构带动升降的吸取机构,所述的吸取机构用于吸取供料装置处的板材。
11.通过采用上述技术方案,在需要抓取板材时,升降机构驱动吸取机构上升对板材进行吸取,随后升降机构带动吸取机构下降,进而达到带动板材从供料装置内移出的目的。
12.本技术在一较佳示例中可以进一步配置为:所述的吸取机构包括吸盘和带动吸盘位移的移位组件,所述的移位机构被所述的升降机构带动升降。
13.通过采用上述技术方案,即在对不同规格的板材进行吸取时,通过移动机构带动吸盘移动即可实现良好的吸取效果。
14.本技术在一较佳示例中可以进一步配置为:所述的侧成型装置包括侧边成型板和折页成型板,所述的侧边成型板位于盒体的侧边的移动路径上,所述的折页成型板位于折页的移动路径上。
15.通过采用上述技术方案,即在板材在下降的过程中,会与侧边成型板和侧边成型板相接触,并在二者的作用下弯折,形成侧边和折页。
16.本技术在一较佳示例中可以进一步配置为:所述的折扣成型装置包括折弯机构和扣入机构,所述的折弯机构用于对侧边进行折弯,所述的扣入机构用于使折弯后的侧边扣入至底板内。
17.通过采用上述技术方案,在使用时,折弯机构先对侧边进行折弯,随后扣入机构将折弯后的侧边扣入至底板内,从而完成盒体的卡接连接。
18.本技术在一较佳示例中可以进一步配置为:所述的折弯机构包括折弯板和驱动折弯板移动的驱动组件,所述的驱动组件用于驱动所述的折弯板朝向侧板移动。
19.通过采用上述技术方案,在当需要对侧板进行折弯时,折弯板在驱动组件的作用下移动并与侧板相接触,使得侧板折弯。
20.本技术在一较佳示例中可以进一步配置为:所述的驱动组件包括滑台、滑轨和驱动件,滑台和所述的滑轨滑动连接,所述的滑轨和机架固定连接,所述的驱动件用于驱动所述的滑台沿滑轨滑动,所述的折弯板固定安装在滑台上。
21.通过采用上述技术方案,在需要折弯板移动时,驱动件驱动滑台朝向侧板移动,进而带动折弯板朝向侧板移动,使得折弯板和侧板相接触,并使侧板弯折。
22.本技术在一较佳示例中可以进一步配置为:所述的扣入机构固定安装在滑台上,所述的扣入机构包括动力源和被动力源驱动的翻转件,被折弯的侧边位于翻转件的移动轨迹上。
23.通过采用上述技术方案,当侧板弯折后,翻转件在动力源的驱动下翻转,由于被折弯的侧边位于翻转件的移动轨迹上,因此能够使得被折弯的侧边继续移动,直至和底板相卡合。
24.本技术在一较佳示例中可以进一步配置为:所述的滑台包括动台一和动台二,所述的动台一和所述的动台二均与滑轨滑动连接,所述的动台一被所述的驱动件驱动沿滑轨方向移动,所述的动台一上还安装有远离件,所述的远离件的另一端和动台二相连接,远离件用于驱动所述的动台二靠近或远离动台一。
25.通过采用上述技术方案,在使用时,当被折弯的侧边近似于垂直时,远离件带动动台二朝向远离动台一的方向移动,进而带动翻转件移动,从而使得侧边继续移动直至和底板相卡合。
附图说明
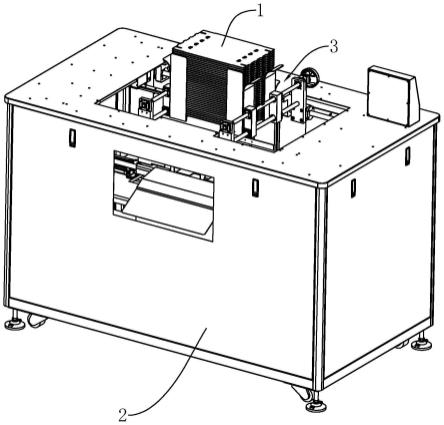
26.图1是本技术结构示意图。
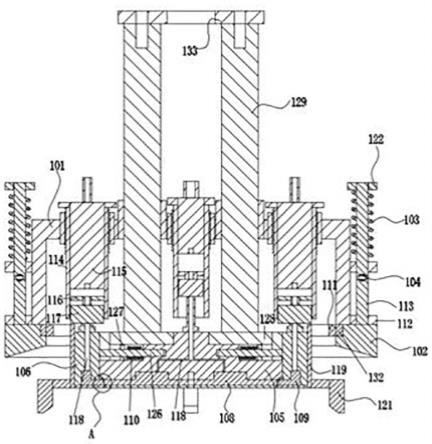
27.图2是本技术内部结构示意图。
28.图3是本技术供料装置结构示意图。
29.图4是本技术抓取装置结构示意图。
30.图5是本技术平移机构结构示意图。
31.图6是本技术侧成型装置结构示意图。
32.图7是本技术折扣装置结构示意图。
33.图8是本技术扣入机构结构示意图。
34.图9是本技术用以折盒的板材结构示意图。
35.附图标记:1、板材;11、底板;12、侧边;13、折边;2、机架;3、供料装置;31、侧向挡板;32、支撑块;33、位移机构;331、纵向调节件;332、横向调节件;4、侧成型装置;41、侧边成型板;42、折页成型板;43、移动件;5、折扣装置;51、折弯机构;511、折弯板;52、驱动组件;521、驱动件;522、滑台;5221、动台一;5222、动台二;523、滑轨;53、远离件;54、扣入机构;541、动力源;542、翻转件;5421、翻转杆;5422、按压杆;5423、铰接杆;6、抓取装置;61、升降机构;611、升降件;612、升降架;62、吸取机构;621、移动座;622、传动齿条;623、吸盘;624、齿轮;7、平移机构;71、平移板;72、平移件;8、推出装置;81、推出组件;811、直线单元;812、推板;82、顶升组件;821、顶升件;822、顶升架。
具体实施方式
36.以下结合附图1-附图9对本技术作进一步详细说明。
37.本技术公开的一种折盒设备,包括机架2,机架2上安装有供料装置3和侧成型装置4、折扣装置5,供料装置3的下方设有抓取装置6,抓取装置6用于抓取供料装置3处的板材1,板材1从侧成型装置4中经过,折扣装置5位于板材1的两侧,推出装置8设置在板材1的一侧。
38.即在使用时,抓取装置6将板材1从供料装置3内取出,并向下移动,在向下移动的过程中,盒体的侧边12和侧成型装置4相接触,并折叠成侧边12,折扣装置5将相对的两侧边12弯折并使其与盒体的底板11相卡接,随后抓取装置6驱动折好的盒体上升至推出装置8处,推出装置8将折好的盒体推出。
39.所述的供料装置3包括多个侧向挡板31、安装在侧向挡板31上用于支撑板材1的支撑块32和用于驱动侧向挡板31位移的位移机构33。多个侧向挡板31形成用于容纳板材1的腔室。位移机构33包括纵向调节件331和横向调节件332,纵向调节件331安装在所述的横向调节件332上且被横向调节件332带动沿横向移动,侧向挡板31安装在纵向调节件331上且被纵向调节件331带动沿纵向移动。在本实施例中横向调节件332和纵向调节件331均可为丝杆,在其他实施例中,横向调节件332和纵向调节件331也可以为直线模组。
40.抓取装置6包括升降机构61和吸取机构62,升降机构61安装在机架2上,升降机构61用于带动吸取机构62升降,吸取机构62包括吸盘623和移动组件。升降机构61包括升降件611和升降架612,升降件611安装在机架2上且用于驱动升降架612升降。升降件611可为气缸、液压缸或者电动推杆中的一种。移动组件包括移动座621,移动座621和升降架612滑动连接,移动座621上还滑动连接有传动齿条622,移动座621上转动连接有和滑动齿条相啮合的齿轮624,移动座621和滑动齿条上均固定安装有吸盘623,在本实施例中,吸盘623为气动吸盘623。
41.在使用中,根据需调节移动座621和滑动齿条的位置,随后升降件611驱动升降架612上升,直至吸盘623吸取板材1,随后升降件611带动升降架612向下移动,从而达到带动将板材1从供料装置3内取出的目的。
42.机架2上还设有平移机构7,平移有两组,且相对设置,平移机构7包括平移板71和用于驱动平移板71移动的平移件72,在本实施例中,平移件72可以为丝杆或直线模组。侧边12成型装置有两组且分别安装在平移板71上。侧边12成型装置包括侧边12成型板和折页成型板42,侧边12成型板位于盒体的侧边12的移动路径上,折页成型板42位于折页的移动路
径上。侧边12成型装置还包括移动件43,移动件43用于带动侧边12成型板和折页成型板42移动,在在本实施例中,移动件43为正反螺纹丝杆。
43.当板材1在升降件611的作用下下降时,板材1的侧边12和侧边12成型板相接触并弯折,板材1的折边13和折边13成型板相接触并弯折,当板材1停止移动时,板材1被折叠成盒体状。
44.折扣成型装置有两组且分别设置在平移板71上,折扣成型装置折弯机构51和扣入机构54,折弯机构51包括折弯板511和驱动折弯板511移动的驱动组件52,驱动组件52包括滑台522、驱动件521和滑轨523,滑轨523和平移板71固定连接,滑台522和滑轨523滑动连接,折弯板511固定连接在滑台522上,驱动件521用于驱动滑台522移动。在本实施例中,驱动件521可为气缸、液压缸或者电动推杆中的一种。
45.滑台522包括动台一5221和动台二5222,动台一5221和动台二5222均与滑轨523滑动连接,动台一5221被驱动件521驱动沿滑轨523方向移动,动台一5221上还安装有远离件53,远离件53的另一端和动台二5222相连接,远离件53用于驱动所述的动台二5222靠近或远离动台一5221。在本实施例中,远离件53可为气缸、液压缸或者电动推杆中的一种。扣入机构54固定安装在动台二5222上,扣入机构54包括动力源541和翻转件542。在本实施例中,动力源541可为气缸、液压缸或者电动推杆中的一种。翻转件542包括相连接的翻转杆5421和按压杆5422,动力源541的一端和动台二5222相铰接,另一端和通过铰接杆5423和翻转杆5421相铰接。翻转杆5421的一端和动台二5222相铰接。
46.在使用时,折弯板511移动,对侧边12进行弯折,当侧边12弯折九十度后,翻转杆5421翻转,使得按压杆5422翻转,直至按压杆5422与侧边12相接触,并使得侧边12继续弯折,当侧板弯折接近竖直时,远离件53驱动动台二5222远离动台一5221,进而带动按压杆5422水平移动,使得侧边12的下端卡入至底板11上的卡槽内。
47.推出装置8包括顶升组件82和推出组件81,顶升组件82包括顶升件821和顶升架822,升降件611固定安装在顶升架822上,顶升件821可为气缸、液压缸或者电动推杆中的一种。顶升件821用于驱动顶升架822升降。顶升件821固定安装在机架2上。推出组件81包括推板812和直线单元811,直线单元811可采用气缸、液压缸、直线模组或者电动推杆中的一种。直线单元811固定安装在机架2上用于驱动推板812移动。
48.即在当盒体卡接好后,顶升件821驱动顶升架822上,进而带动升降件611上升,直至将盒体输送至推板812的移动路径上,随后在直线单元811的作用下,推板812移动,将盒体推出。
49.在本实施例中,采用丝杆实现相向或反向移动时,所采用的丝杆为正反螺纹丝杆。
50.本实施例的实施原理为:在使用时,抓取装置6将板材1从供料装置3内取出,并向下移动,在向下移动的过程中,盒体的侧边12和侧成型装置4相接触,并折叠成侧边12,折扣装置5将相对的两侧边12弯折并使其与盒体的底板11相卡接,随后抓取装置6驱动折好的盒体上升至推出装置8处,推出装置8将折好的盒体推出。
51.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。