1.本发明属于金属材料及加工技术领域,特别涉及一种可溶锌合金及其制备方法,其可以用于制备页岩油气开采用多级滑套分段压裂技术的相关零部件。
背景技术:
2.公开该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不必然被视为承认或以任何形式暗示该信息构成已经成为本领域一般技术人员所公知的现有技术。
3.科技发展促使全球工业自动化水平不断提高,这导致能源的需求进一步增加。页岩油气作为当前和未来一段时间内能源领域发展的重要方向之一,具有较高的经济价值,并逐步在全球范围内推广。目前主流开采技术是水平井多级滑套分段压裂技术。该技术的关键部件是压裂工具,包括暂堵球、球座、桥塞和滑套等。上述工具需满足包含结构性和功能性的要求,即页岩压裂过程中具有一定的强度和延伸率,压裂后具有可溶解性。因此,可溶解材料是页岩油气采掘行业的关键性基础材料,根据材料种类可以分为:高分子可溶材料、复合可溶材料、金属可溶材料。金属可溶材料由于具有良好的力学性能成为重要发展趋势,常用材料包括可溶铝合金和可溶镁合金。然而,可溶铝合金和可溶镁合金的延伸率较低,无法满足特定高延伸率压裂工具的要求。
技术实现要素:
4.针对现有页岩油气开采常用的分段压裂技术中溶解材料缺乏高延伸率金属材料的问题,本发明公开了一种可溶锌合金及其制备方法。该锌合金材料,既可以在60℃、3%kcl溶液中以较快速率溶解,又具有超过50%的延伸率和一定强度,能够满足复杂地质条件下开采页岩油气过程中对可溶解金属材料的性能要求。
5.为实现上述技术目的,本发明采用如下技术方案:
6.本发明的第一个方面,提供了一种可溶锌合金,所述可溶锌合金为zn-al-mg-ti-b-in/ga/hg合金,由以下质量百分比的元素组成:al 10.0~15.0%、mg 0.01~0.05%、ti 0.01~0.20%、b 0.002~0.040%、in 0~5.0%、ga 0~5.0%、hg0~5.0%,其余为zn元素,且in ga hg≥0.2%。
7.锌铝合金具有良好的延伸率和一定的强度,工业化前景较好。因此,本发明选择zn-al合金作为基体材料,通过合金化方法并结合铸造、热处理和挤压等工艺,制备高延伸率可溶材料,能够满足复杂地质条件下多级滑套分段压裂技术的需求。
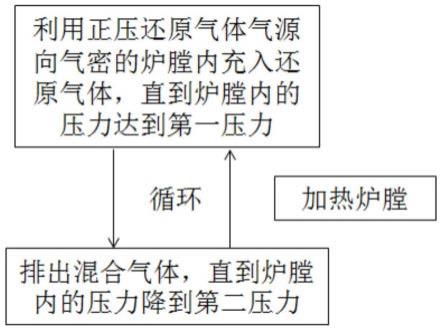
8.本发明的第二个方面,提供了一种上述的可溶锌合金的制备方法,包括:
9.将纯铝熔化,依次加入纯锌、纯镁、al-5ti-b中间合金,混合均匀后,进行除渣除气,然后降温至500~600℃,加入纯铟、纯镓、纯汞,混合均匀,静置,浇注成铸锭;
10.将铸锭进行均匀化处理,热挤压成棒材或无缝管材。
11.本发明的第三个方面,提供了上述的可溶锌合金在制备页岩油气开采的可溶解零
部件中应用。
12.本发明的有益效果在于:
13.(1)本发明zn-al-mg-ti-b-in/ga/hg合金通过al、mg、ti和b合金化,细化铸锭组织、降低铸锭偏析,使得材料中铟、镓、汞等低熔点元素均匀分布,形达到均匀溶解的目的。本发明制备的可溶锌合金的抗拉强度>190mpa,屈服强度>150mpa,延伸率≥60%;在60℃、3%kcl溶液中的溶解速率为20~80mg cm-2
h-1
。
14.(2)本发明在合金中加入微量mg元素,调节锌铝合金的共析转变过程,改善了富铝相和富锌相的组织形貌,较大幅度提高了材料延伸率,并且小幅度提高了材料的强度。
15.(3)通常,可溶镁合金和可溶铝合金挤压温度较高(300~500℃)、挤压成形速率较低(一般小于20m/min)。本发明可以在温度为100~200℃、挤压速率为1~100m/min以及挤压比为4~80等条件下制备出良好力学性能的可溶锌合金。该材料加工温度低、成形速率高,并且还具有较宽塑性成形工艺窗口,因此应用前景良好。
16.(4)本技术的制备方法简单、成本低、具有普适性,易于规模化生产。
具体实施方式
17.应该指出,以下详细说明都是示例性的,旨在对本发明提供进一步的说明。除非另有指明,本发明使用的所有技术和科学术语具有与本发明所属技术领域的普通技术人员通常理解的相同含义。
18.一种可溶锌合金,所述可溶锌合金为zn-al-mg-ti-b-in/ga/hg合金,由以下质量百分比的元素组成:al 10.0~15.0%、mg 0.01~0.05%、ti 0.01~0.20%、b0.002~0.040%、in 0~5.0%、ga 0~5.0%、hg 0~5.0%,其余为zn元素,且in ga hg≥0.2%。
19.在一些实施例中,一种可溶锌合金,由以下质量百分数的元素组成:al12.0~15.0%、mg 0.01~0.03%、ti 0.01~0.10%、b 0.002~0.020%、in 0~2.0%、ga0~2.0%、hg 0~2.0%,其余为zn元素,且in ga hg≥0.5%。
20.在一些实施例中,一种可溶锌合金,由以下质量百分数的元素组成:al 14.0%、mg 0.015%、ti 0.05%、b 0.01%、in 0.2%、ga 0.3%、hg 0.2%,其余为zn元素。
21.该锌合金通过调节主元al的含量以及mg、ti、b、in/ga/hg的多元微合金化得到高延伸率可溶锌合金。
22.适量al元素的加入可以改变初生相的种类和比例,改善合金的力学性能和铸造缺陷,提高材料的强度和延伸率。
23.铟、镓、汞等低熔点合金元素的加入可以促进zn合金在水中快速反应,制备的合金具有溶解速度快、溶解温度范围宽等优点。
24.镁在锌合金的固溶度不大,室温下仅为0.005%,微量镁的加入,一方面可以起到固溶强化的作用,另一方面可以影响锌铝合金的共析转变,进而细化晶粒,提高合金的强度和延伸率。另外,析出的微量镁还能促进铟、镓、汞等促进溶解的低熔点元素沿晶界分布,大幅提高合金的可溶性能。
25.钛和硼元素可以消除铸锭中的粗大树枝晶,细化组织,进而提高合金的力学性能。
26.本发明还提供了以上所述可溶锌合金的制备方法,包括以下步骤:称取纯锌、纯铝、纯镁、纯铟、纯镓、纯汞、al-5ti-b中间合金;在石墨坩埚中熔炼,浇注成铸锭;将铸锭进
行均匀化处理;热挤压成棒材或无缝管材。
27.所述熔铸工艺条件为:在670~730℃熔化纯铝,依次加入纯锌、纯镁、al-5ti-b中间合金,搅拌均匀后进行除渣除气处理,降温至500~600℃,加入纯铟、纯镓、纯汞。搅拌均匀,静置20~30min后,浇注成铸锭。
28.所述均匀化处理条件为:在340~360℃下保温1~12h,冷却方式为风冷或水冷。
29.所述热挤压条件为:挤压温度100~200℃、挤压比为4~80、挤压出口速度1~100m/min。
30.本发明涉及一种可溶锌合金,该合金为zn-al-mg-ti-b-in/ga/hg合金,由以下质量百分比的元素组成:al 10.0~15.0%、mg 0.01~0.05%、ti 0.01~0.20%、b0.002~0.040%、in 0~5.0%、ga 0~5.0%、hg 0~5.0%,其余为zn元素,且in ga hg≥0.2%。
31.本发明的一种可溶锌合金的制备方法,包括以下步骤:
32.(1)按设计的可溶锌合金质量百分数配比,称取纯锌、纯铝、纯镁、纯铟、纯镓、纯汞、al-5ti-b中间合金;在670~730℃熔化纯铝,依次加入纯锌、纯镁、al-5ti-b中间合金,搅拌均匀后进行除渣除气处理,降温至500~600℃,加入纯铟、纯镓、纯汞。搅拌均匀,静置20~30min后,浇注成铸锭。
33.(2)上述铸锭,在340~360℃下进行均匀化处理保温时间1~12h,冷却方式为风冷或水冷,然后切成相应的坯料并去皮。
34.(3)将上一步得到的坯料,经过挤压机在挤压温度为100~200℃、挤压比为4~80、挤压速度为1~100m/min的条件下,挤压成棒材或无缝管材。
35.在本发明的一种实施方式中,提供了一种可溶锌合金和/或可溶锌合金的制备方法,在制备页岩油气开采压裂工具中的应用。
36.下面结合具体的实施例,对本发明做进一步的详细说明,应该指出,所述具体实施例是对本发明的解释而不是限定。
37.实施例1
38.一种可溶锌合金,该合金为zn-al-mg-ti-b-in-ga-hg合金,由以下质量百分比的元素组成:al 14.0%、mg 0.015%、ti 0.05%、b 0.01%、in 0.2%、ga 0.3%、hg 0.2%,其余为zn元素。
39.制备过程:按上述合金元素配比,称取纯锌、纯铝、纯镁、纯铟、纯镓、纯汞、al-5ti-b中间合金;
40.在700℃熔化纯铝,依次加入纯锌、纯镁、al-5ti-b中间合金,搅拌均匀后进行除渣除气处理,降温至570℃,加入纯铟、纯镓、纯汞。搅拌均匀,静置30min后,浇注成铸锭;
41.上述铸锭,在360℃下进行均匀化处理保温时间4h,风冷,然后切成相应的坯料并去皮;
42.将上一步得到的坯料,经过挤压机在挤压温度为150℃、挤压比为10、挤压速度为100m/min的条件下,挤压成棒材。
43.实施例2
44.一种可溶锌合金,该合金为zn-al-mg-ti-b-in合金,由以下质量百分比的元素组成:al 13.0%、mg 0.02%、ti 0.06%、b 0.012%、in 0.8%,其余为zn元素。
45.制备过程:按上述合金元素配比,称取纯锌、纯铝、纯镁、纯铟、al-5ti-b中间合金;
46.在710℃熔化纯铝,依次加入纯锌、纯镁、al-5ti-b中间合金,搅拌均匀后进行除渣除气处理,降温至560℃,加入纯铟。搅拌均匀,静置25min后,浇注成铸锭;
47.上述铸锭,在350℃下进行均匀化处理保温时间6h,风冷,然后切成相应的坯料并去皮;
48.将上一步得到的坯料,经过挤压机在挤压温度为140℃、挤压比为8、挤压速度40m/min的条件下,挤压成棒材。
49.实施例3
50.一种可溶锌合金,该合金为zn-al-mg-ti-b-ga-hg合金,由以下质量百分比的元素组成:al 12.0%、mg 0.025%、ti 0.1%、b 0.02%、ga 0.6%、hg 0.8%,其余为zn元素。
51.制备过程:按上述合金元素配比,称取纯锌、纯铝、纯镁、纯镓、纯汞、al-5ti-b中间合金;
52.在690℃熔化纯铝,依次加入纯锌、纯镁、al-5ti-b中间合金,搅拌均匀后进行除渣除气处理,降温至550℃,加入纯镓、纯汞。搅拌均匀,静置20min后,浇注成铸锭;
53.上述铸锭,在340℃下进行均匀化处理保温时间8h,风冷,然后切成相应的坯料并去皮;
54.将上一步得到的坯料,经过挤压机在挤压温度为140℃、挤压比为20、挤压速度为80m/min的条件下,挤压成棒材。
55.实施例4
56.一种可溶锌合金,该合金为zn-al-mg-ti-b-in-ga-hg合金,由以下质量百分比的元素组成:al 15.0%、mg 0.03%、ti 0.15%、b 0.03%、in 1.0%、ga 1.0%、hg 0.5%,其余为zn元素。
57.制备过程:按上述合金元素配比,称取纯锌、纯铝、纯镁、纯铟、纯镓、纯汞、al-5ti-b中间合金;
58.在730℃熔化纯铝,依次加入纯锌、纯镁、al-5ti-b中间合金,搅拌均匀后进行除渣除气处理,降温至530℃,加入纯铟、纯镓、纯汞。搅拌均匀,静置30min后,浇注成铸锭;
59.上述铸锭,在350℃下进行均匀化处理保温时间6h,风冷,然后切成相应的坯料并去皮;
60.将上一步得到的坯料,经过挤压机在挤压温度为140℃、挤压比为30、挤压速度为50m/min的条件下,挤压成无缝管材。
61.对比例1
62.对比合金为za15锌合金,该合金的化学成分为:zn-15.0wt%al。
63.制备过程:按上述合金元素配比,称取纯锌、纯铝;
64.在730℃熔化纯铝,然后加入纯锌,搅拌均匀后进行除渣除气处理,降温至530℃,静置30min后,浇注成铸锭;
65.上述铸锭,在350℃下进行均匀化处理保温时间6h,风冷,然后切成相应的坯料并去皮;
66.将上一步得到的坯料,经过挤压机在挤压温度为150℃、挤压比为10、挤压速度为100m/min的条件下,挤压成棒材。
67.对比例2
68.与实施例1的区别在于,锌合金为zn-al-mg-ti-b合金,由以下质量百分比的元素组成:al 14.0%、mg 0.015%、ti 0.05%、b 0.01%、,其余为zn元素。
69.对比例3
70.与实施例1的区别在于,锌合金为zn-al-in-ga-hg合金,由以下质量百分比的元素组成:in 0.2%、ga 0.3%、hg 0.2%,其余为zn元素。
71.对比例4
72.与实施例1的区别在于,锌合金的制备过程不包含均匀化处理。
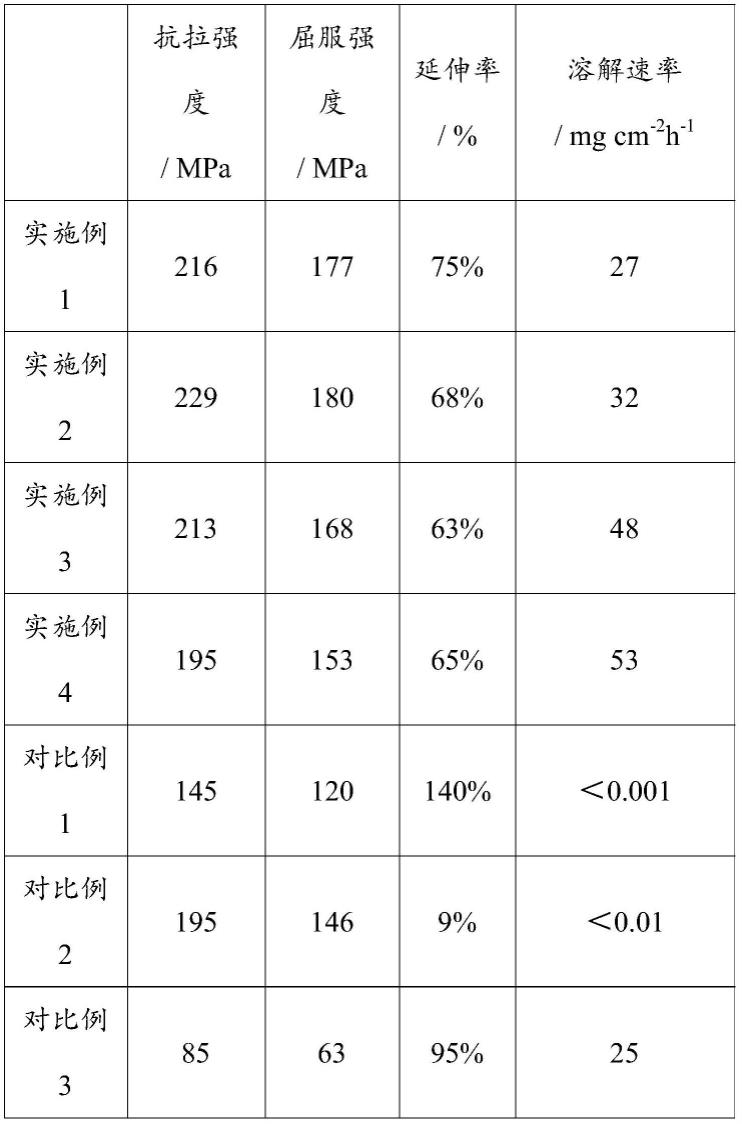
73.实施例1-4及对比例1-3的合金力学性能和溶解性能见表1,力学性能测试方法依据gb t 228.1-2010执行;溶解性能是在60℃、3%kcl水溶液环境下测得的溶解性能。
74.表1锌合金室温力学性能与60℃下的溶解速率
[0075][0076][0077]
比较实施例与对比例可以看出:本发明制备的可溶锌合金的抗拉强度>190mpa、屈服强度>150mpa、延伸率>60%,并且在60℃、3%kcl水溶液具有良好的溶解速率。
[0078]
从上面具体的案例对比可以看出,对比例1~4与实施例1~4的制备工艺或化学成分分别不同,对比例制备材料的力学性能和溶解速率都明显下降。
[0079]
综述所述,本发明制备一种可溶锌合金材料力学性能和溶解性能良好,能够满足页岩油气开发所需高延伸率可溶金属材料部件的需求。
[0080]
最后应该说明的是,以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。