1.本实用新型属于数控加工技术领域,涉及一种薄壁件数控加工用的专用装夹工装。
背景技术:
2.对于薄壁件的加工而言,由于其通常需要在表面加工较多复杂型面特征,因此,采用传统螺杆支撑或一般夹装方式很容易导致工件变形,此外,对于复杂型面特征也会涉及到多次装夹,影响产品加工效率与精度。
技术实现要素:
3.本实用新型的目的就是为了提供一种薄壁件数控加工用的专用装夹工装,以实现对薄壁工件的稳定可靠装夹,提高其加工效率与质量等。
4.本实用新型的目的可以通过以下技术方案来实现:
5.一种薄壁件数控加工用的专用装夹工装,包括芯轴,以及依次套设在所述芯轴上的锥度胀套、角度块和紧固螺母,所述的锥度胀套上靠近角度块的一端端部加工有具有锥度的涨紧槽口一,所述的角度块部分伸入所述涨紧槽口一中,使得所述锥度胀套撑开,以涨紧固定套在所述锥度胀套外的薄壁工件。
6.进一步的,所述的锥度胀套上靠近芯轴底端的一端加工有具有锥度的涨紧槽口二,所述芯轴的底端加工有沿其轴向并可伸入所述涨紧槽口二的锥台凸起。
7.更进一步的,所述的涨紧槽口一与涨紧槽口二的锥度相同。
8.进一步的,所述的角度块的外部轮廓呈与所述涨紧槽口一锥度匹配的锥台状。
9.更进一步的,所述的角度块的锥度为60度。
10.进一步的,所述的芯轴上还设有位于角度块与紧固螺母之间的垫片。
11.更进一步的,所述的垫片为c型垫片。
12.进一步的,所述的紧固螺母为外六角螺母。
13.与现有技术相比,本实用新型的工装结构简单实用、装卸方便、整个加工系统刚性强、加工时不会产生颤振、保证薄壁件类型复杂型面的加工质量、对薄壁件类型复杂型面的加工只需装夹一次就能完成。提高了薄壁件类型复杂型面的加工效率、节省时间、降低工作人员的劳动强度、提高加工效率
附图说明
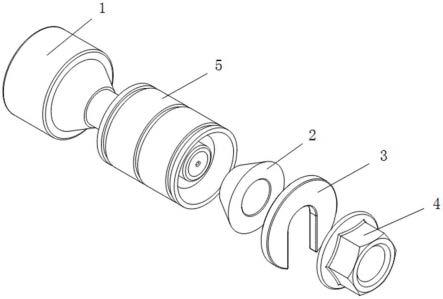
14.图1为本实用新型的装夹工装的爆炸结构示意图;
15.图2为本实用新型的装夹工装在工作时的示意图;
16.图3为图2的a-a剖视示意图;
17.图中标记说明:
18.1-芯轴,2-角度块,3-垫片,4-紧固螺母,5-锥度胀套,6-涨紧槽口一,7-涨紧槽口
二,8-锥台凸起。
具体实施方式
19.下面结合附图和具体实施例对本实用新型进行详细说明。本实施例以本实用新型技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
20.以下各实施方式或实施例中,如无特别说明的功能部件或结构,则表明其均为本领域为实现对应功能而采用的常规部件或常规结构。
21.为实现对薄壁工件的稳定可靠装夹,提高其加工效率与质量等,本实用新型提供了一种薄壁件数控加工用的专用装夹工装,其结构参见图1至图3所示,包括芯轴1,以及依次套设在所述芯轴1上的锥度胀套5、角度块2和紧固螺母4,所述的锥度胀套5上靠近角度块2的一端端部加工有具有锥度的涨紧槽口一6,所述的角度块2部分伸入所述涨紧槽口一6中,使得所述锥度胀套5撑开,以涨紧固定套在所述锥度胀套5外的薄壁工件。
22.在一些具体的实施方式中,请再参见图2所示,所述的锥度胀套5上靠近芯轴1底端的一端加工有具有锥度的涨紧槽口二7,所述芯轴1的底端加工有沿其轴向并可伸入所述涨紧槽口二7的锥台凸起8。
23.更进一步的,所述的涨紧槽口一6与涨紧槽口二7的锥度相同。
24.在一些具体的实施方式中,请再参见图2所示,所述的角度块2的外部轮廓呈与所述涨紧槽口一6锥度匹配的锥台状。
25.更进一步的,所述的角度块2的锥度为60度。
26.在一些具体的实施方式中,请再参见图2所示,所述的芯轴1上还设有位于角度块2与紧固螺母4之间的垫片3。
27.更进一步的,所述的垫片3为c型垫片3。
28.在一些具体的实施方式中,所述的紧固螺母4为外六角螺母。
29.以上各实施方式可以任一单独实施,也可以任意两两组合或更多的组合实施。
30.下面结合具体实施例来对上述实施方式进行更详细的说明。
31.实施例1:
32.为实现对薄壁工件的稳定可靠装夹,提高其加工效率与质量等,本实施例提供了一种薄壁件数控加工用的专用装夹工装,其结构参见图1至图3所示,包括芯轴1,以及依次套设在芯轴1上的锥度胀套5、角度块2和紧固螺母4,锥度胀套5上靠近角度块2的一端端部加工有具有锥度的涨紧槽口一6,角度块2部分伸入涨紧槽口一6中,使得锥度胀套5撑开,以涨紧固定套在锥度胀套5外的薄壁工件。
33.请再参见图2所示,锥度胀套5上靠近芯轴1底端的一端加工有具有锥度的涨紧槽口二7,芯轴1的底端加工有沿其轴向并可伸入涨紧槽口二7的锥台凸起8。涨紧槽口一6与涨紧槽口二7的锥度相同。
34.请再参见图2所示,角度块2的外部轮廓呈与涨紧槽口一6锥度匹配的锥台状。角度块2的锥度为60度。
35.请再参见图2所示,芯轴1上还设有位于角度块2与紧固螺母4之间的垫片3。垫片3为c型垫片3。紧固螺母4为外六角螺母。
36.本实施例的装夹工装在具体工作时,先将锥度胀套5套在芯轴1上,然后,在锥度胀套5外放置薄壁工件,接着,在芯轴1上依次套设角度块2、垫片3、紧固螺母4套在芯轴1上,然后逐步调节紧固螺母4,由于紧固螺母4与芯轴1的端部区域呈螺纹配合,因此,在拧动紧固螺母4的时候,其同时会压动角度块2伸入锥度胀套5中,配合芯轴1上的锥台凸起8,一起撑开具有一定弹性的锥度胀套5,使得锥度胀套5涨紧固定,从而实现对薄壁工件的装夹。
37.上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用实用新型。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本实用新型不限于上述实施例,本领域技术人员根据本实用新型的揭示,不脱离本实用新型范畴所做出的改进和修改都应该在本实用新型的保护范围之内。
技术特征:
1.一种薄壁件数控加工用的专用装夹工装,其特征在于,包括芯轴,以及依次套设在所述芯轴上的锥度胀套、角度块和紧固螺母,所述的锥度胀套上靠近角度块的一端端部加工有具有锥度的涨紧槽口一,所述的角度块部分伸入所述涨紧槽口一中,使得所述锥度胀套撑开,以涨紧固定套在所述锥度胀套外的薄壁工件。2.根据权利要求1所述的一种薄壁件数控加工用的专用装夹工装,其特征在于,所述的锥度胀套上靠近芯轴底端的一端加工有具有锥度的涨紧槽口二,所述芯轴的底端加工有沿其轴向并可伸入所述涨紧槽口二的锥台凸起。3.根据权利要求2所述的一种薄壁件数控加工用的专用装夹工装,其特征在于,所述的涨紧槽口一与涨紧槽口二的锥度相同。4.根据权利要求1所述的一种薄壁件数控加工用的专用装夹工装,其特征在于,所述的角度块的外部轮廓呈与所述涨紧槽口一锥度匹配的锥台状。5.根据权利要求4所述的一种薄壁件数控加工用的专用装夹工装,其特征在于,所述的角度块的锥度为60度。6.根据权利要求1所述的一种薄壁件数控加工用的专用装夹工装,其特征在于,所述的芯轴上还设有位于角度块与紧固螺母之间的垫片。7.根据权利要求6所述的一种薄壁件数控加工用的专用装夹工装,其特征在于,所述的垫片为c型垫片。8.根据权利要求1所述的一种薄壁件数控加工用的专用装夹工装,其特征在于,所述的紧固螺母为外六角螺母。
技术总结
本实用新型涉及一种薄壁件数控加工用的专用装夹工装,包括芯轴,以及依次套设在所述芯轴上的锥度胀套、角度块和紧固螺母,所述的锥度胀套上靠近角度块的一端端部加工有具有锥度的涨紧槽口一,所述的角度块部分伸入所述涨紧槽口一中,使得所述锥度胀套撑开,以涨紧固定套在所述锥度胀套外的薄壁工件。与现有技术相比,本实用新型的工装结构简单实用、装卸方便、整个加工系统刚性强、加工时不会产生颤振、保证薄壁件类型复杂型面的加工质量、对薄壁件类型复杂型面的加工只需装夹一次就能完成。成。成。
技术研发人员:何齐放 曾斌 赵传录
受保护的技术使用者:苏州伊徕尔特机械有限公司
技术研发日:2021.12.29
技术公布日:2022/6/14
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。