1.本发明涉及陶瓷技术领域,尤其涉及一种陶瓷防护材料及其制备方法和凝胶电泳装置。
背景技术:
2.防弹衣,用于防护弹头或弹片对人体的伤害,相当于古代的铠甲,是一种不可或缺的军事装备。大部分的防弹衣是由多层芳纶或者聚乙烯pe制成的,虽然这种防弹衣穿起来比较轻便,但是由于材料和技术的限制,很难防得住步枪以及更高级别的威胁,即使堆叠上很多层防弹纤维,多到足以不被步枪弹击穿时,也会由于布料的内凹变形使部分冲击由人体吸收,从而对人体构成二次伤害,此时就需要用上防弹插板。另外,一些军事设备如装甲车为避免枪弹攻击破坏也会采用类似防弹插板的防护材料进行防护。
3.制作防弹插板类防护材料的种类大致可以分为三种:钢铁、聚乙烯、陶瓷,其中应用较广占据主流的是陶瓷防护材料。
4.目前,陶瓷防护材料中的陶瓷一般使用氧化铝、碳化硅和碳化硼这三种不同的材料。陶瓷防护材料的制备通常采用干压成型法、注浆法和凝胶注模法。但是干压成型法需要将物料进行球磨和喷雾造粒,能耗较高,对环境不友好,且干法压制的产品由于物料距离模具距离不同会出现微观结构不均匀的情况,从而影响产品效果。传统注浆成形是依靠多孔模具的毛细管力将浆料中水分吸走从而进行坯体成型,此种成型方式制造出的坯体结构存在明显不均质情况,且以石膏为代表的多孔模具使用寿命很短,不易处理。传统的凝胶注模成型仅依靠浆料中的单体聚合使坯体成型,需要添加大量的单体,烧结会产生大量气孔降低了坯体致密性,从而制备得到的陶瓷防护材料其防弹性能也无法满足越来越高的防护要求。
技术实现要素:
5.针对现有技术存在的问题,本发明提供一种陶瓷防护材料及其制备方法和凝胶电泳装置。
6.第一方面,本发明提供一种陶瓷防护材料的制备方法,包括凝胶电泳成型的步骤,其中,电泳浆料包括凝胶体系预混液和陶瓷粉末。
7.采用传统的干压成型法需要将物料进行球磨和喷雾造粒,能耗较高,对环境不友好,且干法压制的产品由于物料距离模具距离不同会出现微观结构不均匀的情况,从而影响产品效果。注浆成型工艺对浆料的悬浮性要求高,成型时间长,且所得防弹插板均匀性较差,且以石膏为代表的多孔模具使用寿命很短,不易处理。而传统的凝胶注模法需要使用高品质不锈钢制作的封闭模具,模具成本很高;在将浆料注入到密封模具中需要很高的压力,导致不锈钢模具发生形变,从而影响了产品的外形尺寸;由于需要添加大量有机物成分,导致烧结会坯体内部存在大量气孔,密度偏低;凝胶注模成型最常使用的丙烯酰胺单体是一种神经毒素,不利于操作人员的身体健康以及对环境也有一定的损害。
8.本发明创新性地采用凝胶电泳成型,其中工艺机理为通过搅拌或球磨混料将陶瓷粉末颗粒分散于含有有机聚合物单体、交联剂、引发剂等物质的水溶液或有机溶液(即凝胶体系预混液)中,制备出低粘度、高固相体积含量(≥60%)、悬浮性稳定的浆料。成型时,将制备好的浆料注入成型槽中,然后将具有特殊形状尺寸的金属格网板插入浆料中,金属网格板上覆盖上一层具有一定孔径的滤纸或滤布。接通电源,对浆料施加直流电压,使带负电荷的浆料粒子往阳极(导电底板)定向移动。由于水能通过滤布,而浆料粒子不能通过从而在滤布上沉积。通过控制浆料固相含量、电压、时间等参数可以调控沉积坯体的厚度和致密性。也可以通过切换浆料中的陶瓷颗粒种类或比例,制备出具有层间梯度的复合陶瓷坯体。
9.沉积的坯体中的陶瓷颗粒表面存在分散均匀的有机聚合物单体、交联剂、引发剂等,在电泳产生的一定温度、压力作用下,有机聚合物单体交联聚合成三维网络状凝胶,并将陶瓷颗粒原位固化形成具有一定强度的陶瓷生坯,从而从模具上取下。
10.凝胶电泳成型技术工艺简便,所使用的工作模具简便,模具寿命时间长。生产出的陶瓷板坯体显微结构致密性显著提升,厚度、层间结构可调可控。
11.另外,本成型工艺中凝胶体系预混液使用新型高效无毒的凝胶体系(如:琼脂凝胶体系、果胶、爱尔兰台胶、藻酸盐等天然凝胶大分子凝胶体系)或安全低毒的凝胶体系(如:二甲基丙烯酰胺-n,n
’‑
亚甲基双丙烯酰胺(dmam-mbam)体系;羟乙基异丁烯酸盐-n,n
’‑
亚甲基双丙烯酰胺(hema-mbam)低毒凝胶体系;n,n-二甲基丙烯酰胺(dmaa)凝胶体系),对生产人员和环境友好。其中,交联剂可以选用n,n
’‑
亚甲基双丙烯酰胺等常规使用的交联剂,引发剂可以选用过硫酸铵等常规引发剂。
12.在本发明的一些具体实施方式中,以二甲基丙烯酰胺为单体、n,n
’‑
亚甲基双丙烯酰胺为交联剂、过硫酸铵为引发剂,按照单体:交联剂:引发剂:水为(30-50):(1-4):(1-2):400的比例配制成凝胶体系预混液。
13.根据本发明提供的制备方法,所述陶瓷粉末为氧化铝、碳化硅和碳化硼中的一种或多种,粒径为300-400目。
14.在上述三种常用的陶瓷基体中,可根据不同需求如防弹性能、轻便性、价格等进行选择。
15.其中,氧化铝的密度最大,同样的面积下氧化铝陶瓷制成的防弹插板重量要重的多。但是氧化铝陶瓷的价格十分低廉。
16.碳化硅是共价键极强的化合物,共价键成分占88%,并且在高温下仍保持高的键合强度。碳化硅的这种结构特点决定了它的一系列优良性能,高强度、高硬度、耐高温、抗氧化、高热导率、低热膨胀率、优良的化学稳定性以及耐酸碱溶液腐蚀。碳化硅陶瓷材料还具有高温抗氧化特性,高温氧化时表面生成致密的sio2保护膜,抑制了氧的进一步氧化,因此具有优异的抗氧化性能。碳化硅陶瓷的密度适中,比氧化铝小很多,同样硬度也相对适中,属于性价比比较高的结构陶瓷,它的价格是氧化铝陶瓷的4到5倍,但更轻的重量能够带来更好的穿戴体验以及减少对体力的消耗。
17.碳化硼是一种重要的工程材料,其硬度仅次于金刚石和立方氮化硼,具有高硬度、高模量、耐磨性好、密度小(p=2.52g/cm3)、抗氧化性、耐酸碱性强以及良好的中子吸收性能等特点,碳化硼陶瓷密度最低,强度最高,所以其价格也是几种陶瓷里最贵的,可以达到碳化硅的8到10倍。
18.进一步地,所述陶瓷粉末的粒径会影响成型坯体的好坏。陶瓷粉末的粒径不但影响所制备料浆的密度、悬浮性和粘度,而且影响后期坯料的堆积密度、显气孔率、体积密度和陶瓷的力学性能,只有选择合适的粒径,所制备样品具有良好的抗热震稳定性,也有利于减小样品的气孔率,提高致密度。颗粒粒度过大,会造成浆料不稳定,容易产生沉降,造成颗粒密度分布不均匀,影响样品性能。粒径过小,陶瓷粉末的比表面积较大,在溶液中分散时,需要更多的水进行浸润,加之细颗粒陶瓷粉末容易发生吸引团聚,因此使浆料粘度增大,进而影响后续的加工及后期的加工性能。针对本发明提供的凝胶体系预混液,研究发现选用粒径为300-400目的粉末较为合适。
19.根据本发明提供的制备方法,所述凝胶体系预混液和所述陶瓷粉末的质量比为(20-30):(100-500)。
20.根据本发明提供的制备方法,所述电泳浆料还包括分散剂、胶黏剂、烧结助剂中的一种或多种。
21.所述分散剂的作用是防止颗粒的沉降和凝聚,形成安定悬浮液。可选用三乙醇胺、海藻酸铵、油酸或木质素磺酸钙。
22.所述胶黏剂的作用是利用其粘结性能使陶瓷制品在成型工艺中有效的防止坍塌,具有保角保棱的作用,高温烘干烧结不变型。可选用聚烯烃胶黏剂或聚氨酯胶黏剂。
23.所述烧结助剂可促进陶瓷制品的致密化,当烧结助剂能与烧结物形成固溶体时,将使晶格畸变而得到活化,故可降低烧结温度,使扩散和烧结速度增大。可选用氧化铝、氧化钇和稀土元素中的至少一种进行使用或复配。
24.在本发明的一些具体实施方式中,陶瓷粉末:凝胶体系预混液:分散剂:胶黏剂:烧结助剂的质量比为(100-500):(20-30):1:(1-3):(20-40)。
25.根据本发明提供的制备方法,所述制备方法还包括在所述凝胶电泳成型步骤后,进行脱模养护和烧结。其中,脱模指将凝胶电泳成型得到的坯体从模具(金属网格板)上取出或分离,养护是为了将坯体中参与的水分进行脱离。烧结是为了将陶瓷生坯通过加热的方式烧结成致密体,显著提升产品的强度、体积密度、断裂韧性等性能。具体的烧结方式可选用无压烧结、热压烧结或反应烧结。
26.在本发明的一些具体实施方式中,脱模养护操作如下:将成型后的坯体连带模具放入60℃的水浴养护20-30分钟后脱模具,将脱完模的坯体移入80℃的烘干室养护3-5天。
27.在本发明的一些具体实施方式中,可采用热压烧结炉进行烧制,成型压力6-10mpa,1900-2200℃烧结8-10小时。
28.第二方面,本发明提供一种陶瓷防护材料,其由上述任一制备方法制备得到。本发明制备得到的陶瓷防护材料防护能力强,抗多发子弹性能显著。
29.本发明所述的陶瓷防护材料包括人体防护材料和装甲防护材料。其中,人体防护材料如陶瓷防弹插板,其可用于防弹衣;装甲防护材料用于装甲车等。
30.第三方面,本发明提供一种凝胶电泳装置,包括导电底板、浆料槽、电源和透水滤布,所述导电底板设于所述浆料槽的容腔内且与所述浆料槽的槽壁不接触,所述电源的正极通过电线与所述导电底板连接,所述电源的负极通过电线与所述浆料槽连接,所述透水滤布设于所述导电底板表面。
31.根据本发明提供的凝胶电泳装置,所述电源为直流电源,所述浆料槽为导电浆料
槽。
32.在本发明的凝胶电泳装置中,所述导电底板作为阳极,所述浆料槽作为阴极。
33.根据本发明提供的凝胶电泳装置,所述透水滤布可以为纤维材质或涤纶材质等,能实现水透过而浆料粒子不能透过的功能即可。可以包裹在所述导电底板上,也可粘贴在所述导电底板上。
34.根据本发明提供的凝胶电泳装置,所述导电底板为可拆卸设置。可拆卸设置有利于制备完成时进行脱模,也有利于制备多层材质复合的防弹插板,例如,先将导电底板在盛装碳化硅的浆料槽中成型至一定厚度,再取出至另一盛装氧化铝的浆料槽中继续成型。
35.根据本发明提供的凝胶电泳装置,所述导电底板的形状依据目标陶瓷防护材料的形状设置。例如,目标陶瓷防护材料为平板状,则导电底板为平板状;目标陶瓷防护材料为曲面板状,则导电底板为曲面板状,曲率与目标防护材料插板的曲率一致。也就是说,本发明的导电底板充当着模具的作用。
36.根据本发明提供的凝胶电泳装置,所述导电底板可以为多个。本发明可以将浆料槽容腔空间设计的比较大,从而容纳多个导电底板,各导电底板并联,作为多个阳极同时在其上成型防护材料坯体,提高效率。
37.工作时,将电泳浆料注入浆料槽中,然后将导电底板(含透水滤布)插入浆料中,接通电源,对浆料施加直流电压,使带负电荷的浆料粒子往阳极(导电底板)移动,经过透水滤布,由于水能通过滤布,而浆料粒子不能通过从而在滤布上沉积,当达到需要的厚度时,断开电源,凝胶电泳停止,此时形成防弹插板的坯体。在工作过程中,可通过调节电源的电压和通电时间来控制防护材料的密度和厚度。
38.本发明使用的凝胶电泳装置可以通过调节电流电压实现对防护材料的层间控制,也可以通过切换浆料中的陶瓷颗粒种类或比例,制备出具有层间梯度的复合陶瓷坯体,使制备的防护材料具有多层结构,保证制备的防护材料可以达到防护多发子弹的要求。
39.本发明提供了一种陶瓷防护材料及其制备方法和凝胶电泳装置。相较于传统的注浆法和凝胶注模法,本发明采用凝胶电泳成型工艺,保证了防护材料的整体均匀性和致密性,从而获得较高的强度、体积密度、断裂韧性和弹性模量,而且本发明成型工艺简单,能极大的缩短制备时间,此外,防护材料的密度和厚度可调可控,对企业提高生产效益具有重要意义。
附图说明
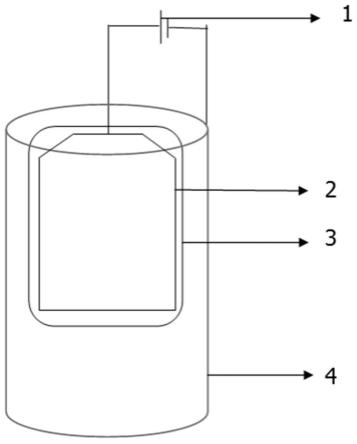
40.图1是本发明实施例1中凝胶电泳装置的结构示意图;
41.图中,1:电源;2:导电底板;3:透水滤布;4:浆料槽。
具体实施方式
42.为使本发明实施例的目的、技术方案和优点更加清楚,下面对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
43.除非另外定义,本发明使用的技术术语或者科学术语应当为本发明所属领域内具
有一般技能的人士所理解的通常意义。实施例中未注明具体技术或条件者,按照本领域内的文献所描述的技术或条件,或者按照产品说明书进行。
44.以下实施例中所用材料和试剂若无特别说明,均可通过正规商业渠道获得。
45.实施例1
46.本实施例提供一种凝胶电泳装置,其结构示意图如图1所示,包括电源1、导电底板2、透水滤布3和浆料槽4,其中,导电底板2设于浆料槽4的容腔内且与浆料槽4的槽壁不接触,电源1的正极通过电线与导电底板2连接,电源1的负极通过电线与浆料槽4连接,透水滤布3包裹于导电底板2的表面。电源1为直流电源,浆料槽4为导电材质。
47.通电后导电底板2作为阳极,浆料槽4作为阴极,浆料在电流作用下,其中带负电荷的浆料粒子往阳极移动,经过透水滤布3,由于水能通过透水滤布3,而浆料粒子不能通过从而在透水滤布3上沉积,当达到需要的厚度时,断开电源,凝胶电泳停止,此时形成防弹插板的坯体。在工作过程中,可通过调节电源的电压和通电时间来控制防弹插板的密度和厚度。
48.实施例2
49.本实施例提供一种氧化铝防弹插板,其制备方法如下:
50.(1)凝胶体系的制作:采用二甲基丙烯酰胺凝胶体系,以二甲基丙烯酰胺为单体、n-n亚甲基双丙烯酰胺为交联剂、过硫酸铵为引发剂,按照单体:交联剂:引发剂:水为30:2:1:400的比例配制成预混液;
51.(2)防弹插板浆料的制作:将氧化铝粉末(300目):凝胶体系:分散剂:胶黏剂:烧结助剂=300:25:1:2:30的比例混合均匀;其中,分散剂为木质素磺酸钙、胶黏剂为聚烯烃胶黏剂、烧结助剂为氧化钇;
52.(3)凝胶电泳成型:采用实施例1中的凝胶电泳装置使防弹插板成型,电泳过程中电压为200v,通电时长为40min,控制插板厚度为15mm;
53.(4)脱模养护:将成型后的防弹插板放入60℃的水浴养护30分钟后脱模具,然后移入80℃的烘干室养护3天;
54.(5)烧结:将烘制完的防弹插板放无压烧结炉,2000℃烧结4小时。
55.实施例3
56.本实施例提供一种碳化硼防弹插板,其制备方法如下:
57.(1)凝胶体系的制作:采用二甲基丙烯酰胺凝胶体系,以二甲基丙烯酰胺为单体、n-n亚甲基双丙烯酰胺为交联剂、过硫酸铵为引发剂,按照单体:交联剂:引发剂:水为40:1:2:400的比例配制成预混液;
58.(2)防弹插板浆料的制作:将碳化硼粉末(400目):凝胶体系:分散剂:胶黏剂:烧结助剂=350:20:1:3:40的比例混合均匀;其中,分散剂为海藻酸铵,胶黏剂为聚氨酯胶黏剂,烧结助剂为氧化钇;
59.(3)凝胶电泳成型:采用实施例1中的凝胶电泳装置使碳化硼防弹插板成型,电泳过程中电压为220v,通电时长为1h,控制插板厚度为15mm;
60.(4)脱模养护:将成型后的碳化硼防弹插板放入60℃的水浴养护30分钟后脱模具,然后移入80℃的烘干室养护3天;
61.(5)烧结:将烘制完的碳化硼防弹插板放热压烧结炉,成型压力10mpa,2200℃烧结10小时。
62.实施例4
63.本实施例提供一种碳化硅、碳化硼复合防弹陶瓷插板,其制备方法如下:
64.(1)凝胶体系的制作:采用琼脂凝胶体系,将琼脂糖溶解在水中,制备成0.1%-0.3%的预混液;
65.(2)防弹插板浆料的制作:将碳化硅粉末(400目):凝胶体系:分散剂(三乙醇胺):胶黏剂(聚氨酯胶黏剂):烧结助剂(氧化钇)=350:20:1:3:40的比例混合均匀;
66.(3)凝胶电泳成型:采用实施例1中的凝胶电泳装置进行成型,电泳过程中电压为200v,通电时长为30min,控制插板厚度为10mm;然后将模具与沉积了一定厚度的坯体放入具有80%碳化硅与20%碳化硼复合陶瓷粉末的电泳凝胶浆料(浆料制作与步骤2中除了陶瓷粉末不同,其余配比一致)中继续进行沉积20min,使厚度增加至15mm;
67.(4)脱模养护:将成型后的防弹插板放入60℃的水浴养护40分钟后脱模具,然后移入80℃的烘干室养护3天;
68.(5)烧结:将烘制完的防弹插板放反应烧结炉,1700℃烧结6小时。
69.对比例1
70.本对比例提供一种市售的碳化硅防弹插板,其采用干法压制法制备。
71.对比例2
72.本对比例提供一种市售的碳化硼防弹插板,其采用凝胶注膜法制备。
73.对比例3
74.本对比例提供一种市售的氧化铝防弹插板,其采用注浆法制备。
75.性能检测
76.将实施例2-4与对比例1-3的防弹插板进行性能检测,结果如表1所示。
77.其中,抗枪击次数测试方法如下:使用防95式5.8mm自动步枪在15米处发射初速度为(920
±
10)m/s的87式5.8mm钢芯弹;着弹点深入凹陷不超过25mm。
78.表1
79.样品实施例2实施例3实施例4对比例1对比例2对比例3密度(g/cm3)3.82.522.93.082.483.65抗弯强度(mpa)303413485362402273断裂韧性(mpa m
1/2
)2.92.72.13.95.13.2硬度(gpa)263739283522抗枪击次数466342
80.由以上结果可以看出,按照本发明方法生产的防弹插板类防护材料具有较好的致密性和均匀性以及较高的强度、体积密度、断裂韧性,抗枪击次数多。
81.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
