1.本发明涉及能够在更高速下连续铸造的、耐热性优异的、具有低导热金属的填充层的连续铸造用铸模的制造方法。
背景技术:
2.由通过转炉、电炉精炼的钢水连续地制造轧制用坯材的铸片的连续铸造法中,钢水被注入水冷式的连续铸造用铸模内,被水冷式的连续铸造用铸模冷却。钢水从与铸模的接触面凝固,进而全体被冷却,制成铸片。如果铸模内的冷却不均匀,则铸片的凝固过程中的凝固层的形成变得不均匀,由凝固层的收缩、变形引起的应力作用于凝固层。冷却的不均匀度大的情况下,会成为铸片的纵向裂纹的产生或在下一工序中的表面裂纹等的原因。
3.为了改善凝固过程中产生的应力的不均匀性,控制铸模内的弯液面附近的冷却速度的方法已经实用化。
4.例如,专利文献1中提出了通过规则且周期性地增加或减少从钢水到连续铸造用铸模的热通量,产生的应力规则地分布而局部地积蓄的方法。具体而言,公开了在铸模内钢水的弯液面附近的铸模表面,以5~20mm的一定间隔形成大量直径为2~10mm的凹部(孔部),在该凹部埋入镍等导热系数比铜低的金属(本说明书中,称为“低导热金属”)或者陶瓷来填充凹部的技术。
5.另外,专利文献1中记载了在铸模表面形成大量凹部、埋入低导热金属等的方法,在铸模表面产生的应力被分散,各低导热金属填充部的应变量变小,在铸模铜板表面不易产生裂纹。并且,还记载了通过使凹部的形状为圆形或者近似圆形,填充金属与铜的边界面成为曲面状,因此具有在边界面应力不易集中,在铸模铜板表面不易产生裂纹的优点。
6.专利文献2中提出了在设置于铸模表面的凹部的内部镀覆含有镍或者镍作为低导热金属的合金的连续铸造用铸模。具体而言,将镍-钴合金(ni-co合金)、镍-铬合金(ni-cr合金)等在凹部进行镀覆处理。并且,使铸模铜板与填充于凹部的镀覆金属的热阻(λ)之比为0.5<λ
cu
/λ
coating
<15.0。这里,λ
cu
为铸模铜板的导热系数(w/(m
×
k)),λ
coating
为镀覆金属的导热系数(w/(m
×
k))。
7.专利文献2中,比(λ
cu
/λ
coating
)为0.5以下时,由于镀层的热阻小,所以铸片产生表面裂纹,因而不优选。另一方面,如果比(λ
cu
/λ
coating
)为15.0以上,则镀层的热阻高,连续铸造中镀层的温度过高,可能发生镀层的剥离等,因而不优选。
8.然而,连续铸造工序中,近年来,连续铸造用铸模设置搅拌铸模内的钢水的电磁搅拌装置是很普遍的。这时,为了抑制从电磁搅拌装置的电磁线圈到钢水的磁场强度的衰减,使用降低了导电率的铜合金作为铸模铜板。一般,铜合金中,随着导电率的降低导热系数也减小,因此也使用纯铜(导热系数;约400w/(m
×
k))的1/2左右的导热系数的铜合金制铸模铜板。
9.现有技术文献
10.专利文献
11.专利文献1:日本特开平1-170550号公报
12.专利文献2:日本特开2018-192530号公报
技术实现要素:
13.通过在铸模表面形成大量凹部(孔部),埋入低导热金属等,钢水的凝固时产生的热应力周期性和规则地分散。由此,不但抑制铸片的表面裂纹,而且也能够抑制连续铸造用铸模的表面损伤。为了提高其抑制效果,进行了凹部的形状、个数、配置的研究、填充于凹部的金属等的导热性的研究。另一方面,出于提高生产率的目的,迫切期望提高铸片拉拔速度、连续铸造用铸模的长寿命化。
14.在铸模表面形成大量凹部(孔部)、在该凹部埋入低导热金属等的连续铸造用铸模中,由于铸造时在铸模表面的凹部与铸模铜板的边界面,低导热金属与铜的热应变差而产生大的应力。通过使凹部的形状为圆形、减小凹部的尺寸,抑制热应变差所致的应力,抑制了填充的低导热金属的剥离、损伤,进而抑制铸模铜板表面的裂纹的产生。
15.并且,提高铸片拉拔速度的情况下,从钢水向铸模的每单位时间的传热量变大。此时,向铸模的传热局部地进一步增大,在填充的低导热金属积蓄的热量也增大,因此,为了防止铸片的表面裂纹,对铸模铜板和填充金属要求更高的高强度和耐热性。
16.本发明是鉴于这样的事情而进行的,其课题在于提供抑制铸造时在铸模表面的凹部与铸模铜板的边界面产生的大的应力,并且即便相对于在填充于凹部的低导热金属积蓄的热量,也不易产生裂纹、剥离的连续铸造用铸模的制造方法。
17.用于解决上述课题的本发明的要旨如下。
18.[1]一种连续铸造用铸模的制造方法,在钢的连续铸造中使用的铜制铸模铜板或者铜合金制铸模铜板的至少包含铸造中的钢水的弯液面位置的区域的内表面形成多个凹部,在该凹部填充与铸模铜板导热系数不同的金属,该填充金属由2层以上的层叠构成,各层从凹部的底部向开口部沿铸模的内表面的法线方向层叠,
[0019]
第2层以后是将厚度0.2~2mm的镍层或者镍基合金层按厚度1~10mm多层堆叠的被覆层,该镍层或者镍基合金层是一边向激光的照射位置供给镍粉末或者镍基合金粉末一边照射激光,将镍粉末或者镍基合金粉末熔融、凝固而形成的。
[0020]
[2]根据上述[1]所述的连续铸造用铸模的制造方法,其中,第1层为厚度30~500μm的镀镍层、或者镍7~35质量%、余量为钴的钴-镍合金镀层。
[0021]
[3]根据上述[1]或上述[2]所述的连续铸造用铸模的制造方法,其中,形成第1层的镀镍层或钴-镍合金镀层后,向该镀镍层或钴-镍合金镀层照射激光,将镀层熔融,形成含有1~20质量%的铜的镍-铜合金或者钴-镍-铜合金。
[0022]
[4]根据上述[3]所述的连续铸造用铸模的制造方法,其中,通过铜从铸模铜板扩散,形成含有1~20质量%的铜的第1层的镍-铜合金或钴-镍-铜合金后或者与形成同时,作为第2层以后,一边供给镍粉末或者镍基合金粉末一边照射激光,将镍粉末或者镍基合金粉末熔融、凝固而形成镍层或者镍基合金层,将该镍层或者镍基合金层多层堆叠而形成被覆层,形成从铜的含量为1~20质量%的上述第1层向最表面层阶段性地减少的梯度组成被覆层。
[0023]
根据上述[1]的发明,填充金属由2层以上的层叠构成,各层从凹部的底部向开口
部沿铸模的内表面的法线方向层叠,作为第2层以后,一边供给镍粉末或者镍基合金粉末一边照射激光,将粉末熔融、凝固形成厚度0.2~2mm的镍层或镍基合金层,将其按厚度1~10mm多层堆叠,因此具有层间的密合强度增高、铸造时在铸模表面的凹部与铸模铜板的边界面不易产生大的应力、以及相对于在填充的低导热金属积蓄的热量不易发生开裂、剥离的优点。
[0024]
根据上述[2]的发明,其中,在铜制铸模铜板或者铜合金制铸模铜板的凹部形成镀镍层或钴-镍合金镀层作为第1层,因此,具有在铸模铜板与填充金属之间得到良好的粘合强度的优点。
[0025]
根据上述[3]的发明,其中,形成第1层的镀镍层或钴-镍合金镀层后,向该镀镍层或钴-镍合金镀层照射激光将镀层熔融,通过铜从铸模铜板扩散,形成含有1~20质量%的铜的镍-铜合金或钴-镍-铜合金,由此在具有第1层的镀层与铸模铜板产生成分扩散,能够提高粘合强度的效果。
[0026]
根据上述[4]的发明,其中,一边供给镍粉末或者镍基合金粉末一边照射激光,将镍粉末或者镍基合金粉末熔融,使其凝固,多层堆叠地形成镍层或者镍基合金层,因此具有能够将激光的能量高效地用于上述粉末的熔融,降低对铸模铜板的热影响,能够降低热应变的效果。另外,形成从铜的含量为1~20质量%的第1层向最表面层阶段性地减少的梯度组成被覆层,因此,具有受热量大的最表面层能够发挥镍和镍基合金所具有的本来的耐热性,在最表面层不易发生开裂、剥离的效果。
具体实施方式
[0027]
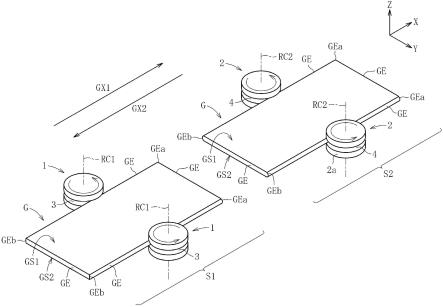
钢的连续铸造中,在使用与钢水的接触面侧设置铜制铸模铜板或者铜合金制铸模铜板的水冷式的连续铸造用铸模。连续铸造操作中,与向连续铸造用铸模内注入钢水同时,在将背面用冷却水冷却的铸模铜板表面将钢水除热而使其凝固,从而形成铸片的外壳,连续地对钢水进行铸造。在钢水在铸模的上部的弯液面部附近开始凝固,向铸模下部凝固层的厚度变厚。以外壳为凝固层、以内部为未凝固的钢水的铸片从铸模拉拔后,在设置于铸模下方的二次冷却带被冷却,凝固到铸片的厚度中心部,制造铸片。这里,“弯液面”是铸模内的钢水液面位置。
[0028]
铸片的凝固过程中,如果凝固层的形成变得不均匀,则凝固层的收缩、变形引起的应力作用,不均匀度大的情况下,会导致铸片表面产生纵向裂纹、下一工序的钢制品产生表面裂纹等。
[0029]
因此,提出了为了防止铸片的不均匀凝固,规则且周期性地增加或减少从钢水向连续铸造用铸模的热通量,产生的应力规则地分布,防止集中地增大的技术。
[0030]
具体而言,具备冷却效果高、导热性优异的铜制铸模铜板或者铜合金制铸模铜板的连续铸造用铸模中,与其铸模铜板内表面的弯液面部附近相当的从距铸模上端下方约50mm的位置到下方约250mm的位置的范围,在铸模宽度方向上整个范围(铸模铜板有多种尺寸,铸模铜板的横向宽度约1800~2500mm)以5~20mm的一定间隔形成许多直径为2~10mm的凹部(孔部),在形成的凹部埋入镍等导热性比铜低的低导热金属的技术已经实用化。
[0031]
该技术是通过使铸模铜板表面具有导热性的规则的分布,使铸片表面的冷却速度产生规则的分布,从而产生的应力也具有规则的分布的技术。另外,该技术能够控制应力不
会变得过大,实现了铸片表面不产生裂纹等的连续铸造作业。
[0032]
另一方面,在铸模铜板表面,热容易积蓄在埋入凹部的低导热金属的表面,与此相对,在凹部周边的铜制铸模铜板或铜合金制铸模铜板的表面导热性良好而容易放热。由此,在铸模铜板表面,在埋入凹部的低导热金属与周围的铸模铜板表面产生温度差。为了提高连续铸造的生产率,将铸片拉拔速度提高到2.5m/分钟以上时,埋入凹部的低导热金属的表面的热积蓄量增大。因此,在凹部与铸模铜板的边界面产生的应力也增大。
[0033]
凹部的形状通常是直径为10mm以下的小的圆筒形状,具有减少在上述边界面产生的热形变所致的应力开裂的效果。但是,由于低导热金属的表面的热积蓄量增大,所以不但在铸模铜板表面的凹部与铸模铜板的边界面产生热所致的开裂,还产生低导热金属从铸模铜板剥离、使用镀镍作为低导热金属的情况下填充的镀镍内部的开裂产生、其破坏等问题。
[0034]
本发明的连续铸造用铸模的制造方法的目的在于,为了在维持凹部填充的低导热金属的耐热性的状态下,改善由低导热金属形成的填充金属与铸模铜板的剥离性,提高填充金属与铸模铜板的粘合强度。
[0035]
至少在包含铸造中的钢水的弯液面位置的区域的铸模内表面形成多个凹部的铜制铸模铜板或者铜合金制铸模铜板中,首先,在凹部被覆厚度30~500μm的镀镍层或钴-镍合金(镍7~35质量%、余量的钴)镀层作为第1层。第1层的镀层与铸模铜板具有良好的粘合强度,没有成分的相互扩散。这里,优选上述凹部的直径为2~10mm,以5~20mm的一定间隔设置于连续铸造用铸模的内表面。
[0036]
本发明中,提高第1层的镀层与铸模铜板的粘合强度,因此不产生第1层的镀层与铸模铜板的成分扩散。作为具体的方法,向第1层的镀层照射波长900~1020nm的激光,将第1层的镀层加热到1400℃以上进行熔融,实施使铜从铸模扩散到第1层的镀层的扩散接合。因扩散生成的镍-铜合金层或钴-镍-铜合金层的铜含量为1~20质量%的范围。
[0037]
接着,使用相同的激光,在氩气气氛中,一边将镍粉末或者镍基合金粉末供给到照射凹部的激光的照射位置一边照射激光,在凹部的内部形成粉末的熔池,使其凝固,形成被覆第1层的镀层的堆叠层。换句话说,本发明中,在凹部的内部形成2层以上的金属填充层。利用基于该激光堆叠的层形成方法,形成耐热性优异的堆叠层。堆叠层的厚度为每1层0.2~2mm,以合计厚度1~10mm形成多层堆叠层。镍和镍基合金的熔点为1400℃左右,比铜的熔点高300℃左右。将堆叠层熔融使其凝固而制成,因此也包括第1层的镀层和铸模铜板的合金层,在堆叠层间发生扩散,层间密合强度也变高。
[0038]
第1层的镀层和堆叠对第2层以后的各层,从凹部的底部向开口部沿铸模的内表面的法线方向层叠。利用基于激光照射的扩散接合混合于第1层的镀层的铜通过其后的激光堆叠进行层叠,也在第2层以上的表层扩散。通过控制激光的入射能量和照射时间,能够调整层间的相互扩散量。其中,如果入射能量过大,则凝固的堆叠层的结晶尺寸增大,导致耐热性、强度的降低,因此不优选入射能过大。
[0039]
另外,如果含有铜成分增多,则不损害镍基合金的耐热性、耐腐蚀性,因此优选填充凹部的低导热金属中含有的铜的量像表面侧的堆叠层那么少。换句话说,优选形成铜含量从第1层向最表面层阶段性减少的梯度组成被覆层。根据激光的熔融条件,也可以使上层中含有的铜含量降低到下层的约1/10,例如,通过层叠3层激光堆叠层,能够制成最表面层的铜含量几乎为零(0)的层叠。由此,在最表面层能够得到高温下的耐腐蚀性、耐磨损性优
异的哈氏合金、铬镍铁合金等已知的镍基合金的堆叠层。
[0040]
作为金属的堆叠法,有使用焊条的方法、熔解合金板的方法。但是,这些方法与使用粉末的方法相比,因热传导从焊条、未熔解合金板逸出的热能更大,因此热量的控制很难,而且需要从外部供给过大的能量。因此,对铸模铜板造成大的影响,同时成为产生大的热变形的重要因素。
[0041]
像本发明那样,一边从激光照射喷嘴供给与激光一起使用的金属粉末一边在铸模铜板表面扫描喷嘴进行激光堆叠的方法中,仅用于供给激光的能量的金属粉末的熔融目的,是最高效的。另外,通过对利用激光的能量形成的熔融金属的熔池尺寸和温度进行管理控制,层叠形成时,能够通过适度的金属扩散来确保铸模铜板面与层叠界面的密合性。其结果,能够制成具有优异的密合性、耐热性、耐腐蚀性、耐磨损性的具有低导热金属的填充层的连续铸造用铸模。
[0042]
层叠于凹部的第1层的含铜镀层的铜含量优选1~20质量%的范围。如果第1层的铜含量低于1质量%,则第1层的镀层与铸模铜板的扩散接合不充分,第1层的镀层与铸模铜板的粘合强度低。另一方面,铜从铸模铜板的扩散为20质量%以下就足够,如果超过20质量%地含有,则波长900~1020nm的激光的吸收率降低,温度上升变得困难,熔融需要长时间。
[0043]
另外,第1层的镀层的厚度优选30~500μm的范围。如果第1层的镀层的厚度低于30μm,则通过激光照射实施铜的扩散接合的情况下,第1层的镀层的铜的含量增多,激光的能量吸收率降低。另一方面,如果厚度超过500μm,则相对于填充凹部的低导热金属的整个厚度,与哈氏合金等代表性的耐热性镍基合金相比耐热性差的第1层的厚度的比例增大,因此不优选。
[0044]
第2层以后的堆叠层的厚度为每1层0.2~2mm。使每1层的堆叠厚度比0.2mm更薄的情况下,必须减小使用的金属粉末的粒度,从作业环境和收率的观点考虑,不优选使用微粉末。为了使每1层的堆叠厚度比2mm更厚,需要增加凹部的金属熔融量。如果该金属熔融量增多,则难以控制来自从基底层(铸模铜板)的铜的混合量,得到堆叠层的组成与具有耐热性的本来的组成偏差很大的结果,因此不优选。
[0045]
第2层以后的多层堆叠层的合计厚度为1~10mm。如果合计厚度小于1mm,则低导热金属层的厚度不足,铸片的凝固的不均匀度增大,铸片表面容易产生裂纹。另一方面,如果合计厚度大于10mm,则低导热金属层表面的残留热量变得过大,铸模铜板表面的热应力增大,不仅低导热金属的部分可能产生损伤,铸模铜板也很可能产生损伤。
[0046]
镍基合金中,特别是作为耐热性和耐腐蚀性优异的合金,已知镍基耐热合金。作为镍基耐热合金,有哈氏合金c276(57质量%ni-16质量%mo-15质量%cr-5质量%fe-2.5质量%co-4质量%w)、铬镍铁合金600(72质量%ni-14质量%cr-6质量%fe)、ni-cr(50质量%ni-50质量%cr)、nicocraly(47.9质量%ni-23质量%co-20质量%cr-8.5质量%al-0.6质量%y)、waspaloy(58质量%ni-19质量%cr-14质量%co-4.5质量%mo-3质量%ti)等。优选使用这些镍基耐热合金的任意粉末作为形成第2层以后的堆叠层的镍基合金粉末,形成镍基合金层。
[0047]
如果第2层以后的堆叠层变厚,则堆叠层表面的粗糙度变差。因此,形成激光堆叠层后,通过对其表面进行研磨加工,将表面粗糙度平坦化为ry10μm以下,能够抑制堆叠层的
异常磨损产生。这里,表面粗糙度ry是jis b0601-1994中规定的最大高度。
[0048]
连续铸造用铸模可以为优100质量%的铜构成的纯铜制,也可以为含有90质量%以上铜、含有铝、铬、锆等作为余量的铜合金制。纯铜的导热系数约为400w/(m
×
k),铜合金的导热系数比纯铜小20~30%,ni的导热系数约为90w/(m
×
k),哈氏合金的导热系数约为11w/(m
×
k)。
[0049]
实施例
[0050]
以下,基于本发明的试验结果对本发明进行详细说明。
[0051]
由铜合金(组成:铬=0.87质量%、锆=0.11质量%、余量的铜)构成的试验片(尺寸:宽30mm
×
长50mm
×
厚30mm)设置直径5mm
×
深度3mm的凹部(孔部),在其内部以300μm的厚度实施镀镍。接着,对施工的镀镍进行激光照射(输出:2000w),实施扩散接合。其后,一边向凹部供给粒度为40~120μm的镍粉末或者镍基合金粉末一边照射波长950~1070nm的半导体激光,反复4次形成镍层或者镍基合金层的堆叠层(厚度0.7mm),层叠4层,以镍层或者镍基合金层填充凹部。镍粉末和镍基合金粉末的粒度是相当于通过激光衍射-散射法求出的球当量直径的体积基准累积分布的50%的直径,另外,使供给镍粉末和镍基合金粉末时的供给速度为3.3g/分钟,使喷嘴扫描速度为600mm/分钟。
[0052]
镍粉末使用纯镍,镍基合金粉末使用镍-钴合金(镍=17质量%,残部钴)、铬镍铁合金600以及哈氏合金c276的镍基耐热合金的粉末,作为本发明的试验片制成发明片1~4。作为比较的试验片,在凹部反复5次镀镍,制成用镀镍填充凹部的比较片。各试验片的表面以填充后通过表面研磨调整为表面粗糙度ry:6μm。这里,表面粗糙度ry是jis b0601-1994中规定的最大高度。
[0053]
为了评价铜合金与填充的低导热金属(纯镍、镍基合金)的密合性进行热冲击试验。将其评价结果示于表1。热冲击试验是在大气中在950℃加热20分钟,其后,通过水冷进行快速冷却。将其作为1个循环,通过用放大镜确认直到填充层的表面产生裂纹为止的试验次数进行评价。
[0054]
[表1]
[0055][0056]
比较片为10次的试验次数,在填充层的表面产生裂纹。与此相对,与比较片相比,发明片的到产生裂纹为止的次数都是更多,显示良好的结果。另外,通过荧光x射线调查各层的铜的扩散量,将结果一并示于表1。根据其结果,可以判断铜的扩散对低导热金属的密合性、耐热性有效。
[0057]
产业上的可利用性
[0058]
本发明的连续铸造用铸模作为用于连续铸造钢水的制钢用铸模,具有优异的耐热性、耐腐蚀性、耐磨损性,作为与高速铸造对应的高效率的连续铸造用铸模也优异。
[0059]
另外,并不局限于上述说明的铸模表面的凹部,在凹部以外的铸模铜板的表面也应用本发明,代替铸模铜板的表面进行的镀镍、镀钴,通过本发明中采用的利用激光的层叠堆叠方法形成被覆层,从而即便是表面平坦且无凹部的通常的铸模,也能够防止在铸模铜板的表面产生的热应力所致的裂纹,延长铸模的寿命。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。