具有改善的扩管加工性的低cr铁素体不锈钢及其生产方法
技术领域
1.本公开内容涉及铁素体不锈钢,更具体地,涉及用于车辆的排气系统的具有改善的扩管加工性的低cr铁素体不锈钢及其生产方法。
背景技术:
2.通常,不锈钢根据化合物或金属组织来分类。根据金属组织,不锈钢可以分类为奥氏体不锈钢、铁素体不锈钢、马氏体不锈钢、和双相不锈钢。
3.铁素体不锈钢通过使用少量昂贵的合金元素而具有优异的耐腐蚀性,从而与奥氏体不锈钢相比具有更高的价格竞争力。特别地,铁素体不锈钢例如sts 409l、sts 439和sts 436l已用于汽车排气系统例如消声器箱、管道和板的材料,在400℃或以下的温度下适用。
4.例如,sts 409l钢,作为通过使用约11%的铬(cr)并通过使用钛(ti)稳定碳(c)和氮(n)来防止焊接部分敏化而具有改善的可加工性的钢类型,主要在低于700℃的温度下使用,并且由于一定程度的对汽车排气系统中产生的冷凝物组分的耐腐蚀性,因此已被最广泛使用。
5.sts 439钢,作为其中碳(c)和氮(n)通过钛(ti)稳定的钢类型,包含约17%的铬(cr)。此外,sts 436l钢,作为具有优异的对冷凝物的耐腐蚀性和耐生锈性的钢类型,是通过向sts 439钢中添加约1%的钼(mo)生产的。
6.同时,近年来在诸如中国、拉丁美洲国家和印度的多个国家中汽车分布迅速增加,并且与其他发达国家相比,这些国家中的汽油包含更大量的硫(s)。
7.汽油组分中的硫(s)在汽车废气的冷凝物中浓缩成so4
2-离子并转化为ph为2或更低的高腐蚀性硫酸(h2so4)。
8.如上所述,用作汽车的消声器用材料的sts 409l钢在汽油中包含大量的硫(s)的领域中应不可避免地用包含17%或更多的铬(cr)的高cr不锈钢例如sts 439和sts 436l钢替代。因此,由于资源价格的提高,需要开发这样的不锈钢材料:在不使用诸如钼(mo)的昂贵元素的情况下或通过使用痕量的所述昂贵元素,具有等同于sts 439或sts 436l钢材料的对冷凝物的耐腐蚀性。
9.同时,在汽车排气系统的实际环境中,除由冷凝物引起的内部冷凝物腐蚀之外,同时由除冰盐或海盐引起外部腐蚀。然而,考虑到这样的外部腐蚀环境的铁素体不锈钢的开发是不足的,用常规的sts 439钢替代是不可能的。
10.此外,随着位于汽车下部的排气系统部件的数量增加,排气系统部件的形状趋于变得更复杂以提高汽车下部中的空间效率,与现有的排气系统相比,需要改善扩管加工性。
11.因此,考虑到外部腐蚀以及内部冷凝物腐蚀,需要开发这样的铁素体不锈钢:其具有改善的扩管加工性和等同于或优于常规的sts 439或sts436l钢的耐冷凝物腐蚀性的耐冷凝物腐蚀性。
技术实现要素:
12.技术问题
13.提供了铁素体不锈钢及其生产方法,所述铁素体不锈钢在不增加cr含量的情况下通过优化sn、si和cu的含量而具有改善的扩管加工性以及相当于高cr铁素体不锈钢的耐外部腐蚀和内部冷凝物腐蚀性的耐外部腐蚀和内部冷凝物腐蚀性。
14.技术方案
15.根据本公开内容的一个方面,具有改善的扩管加工性的低cr铁素体不锈钢按重量百分比(重量%)计包含至多0.01%的c(不包括0)、至多0.01%的n(不包括0)、1.0%至2.0%的si、至多0.5%的mn(不包括0)、9.0%至15.0%的cr、0.1%至0.5%的ti、0.05%至0.2%的sn、至多1.0%的cu(不包括0)、至多0.035%的p(不包括0)、至多0.01%的s(不包括0)、以及余量的fe和不可避免的杂质,其中在距离表面100μm的深度内的区域的平均晶粒尺寸(gs)与中心区域的平均晶粒尺寸(gc)的比率(gs/gc)为1.5或更小,并且满足以下表达式(1),
16.表达式(1):cr 3si 10sn 2cu≥17
17.(其中cr、si、sn和cu表示各元素的含量(重量%))。
18.此外,根据本公开内容的一个实施方案的低cr铁素体不锈钢可以满足以下表达式(2),
19.表达式(2):cr 2si 15sn 5cu≥17
20.(其中cr、si、sn和cu表示各元素的含量(重量%))。
21.此外,根据本公开内容的一个实施方案,由以下表达式(3)定义的扩管率可以为25%或更大,
22.表达式(3):(d
f-d0)/d0*100
23.(其中df表示加工之后的加工部分的孔的直径,以及d0表示最初加工的孔的直径)。
24.此外,根据本公开内容的一个实施方案,在垂直于轧制方向的方向上的延伸率可以为30%或更大。
25.此外,根据本公开内容的一个实施方案,在距离表面100μm的深度内的区域的平均晶粒尺寸可以为50μm或更小。
26.根据本公开内容的另一个方面,用于生产具有改善的扩管加工性的低cr铁素体不锈钢的方法包括:对钢坯进行热轧,所述钢坯按重量百分比(重量%)计包含至多0.01%的c(不包括0)、至多0.01%的n(不包括0)、1.0%至2.0%的si、至多0.5%的mn(不包括0)、9.0%至15.0%的cr、0.1%至0.5%的ti、0.05%至0.2%的sn、至多1.0%的cu(不包括0)、至多0.035%的p(不包括0)、至多0.01%的s(不包括0)、以及余量的fe和不可避免的杂质,并满足以下表达式(1);冷轧和退火;以及通过中性盐电解和硫酸电解进行冷轧酸洗,
27.表达式(1):cr 3si 10sn 2cu≥17
28.(其中cr、si、sn和cu表示各元素的含量(重量%))。
29.此外,根据本公开内容的一个实施方案,钢坯可以满足以下表达式(2),
30.表达式(2):cr 2si 15sn 5cu≥17
31.(其中cr、si、sn和cu表示各元素的含量(重量%))。
32.此外,根据本公开内容的一个实施方案,钢坯可以在1,020℃至1,180℃的温度下
热轧。
33.此外,根据本公开内容的一个实施方案,冷轧退火可以在900℃至1,100℃的温度下进行。
34.有益效果
35.根据本公开内容的实施方案,提供了低cr铁素体不锈钢及其生产方法,所述低cr铁素体不锈钢具有改善的扩管加工性以及等同于sts 439钢的耐外部腐蚀和内部冷凝物腐蚀性的耐外部腐蚀和内部冷凝物腐蚀性。
附图说明
36.图1是示出在汽车排气系统的环境中对不同的钢类型使用除冰盐等而进行的外部腐蚀测试的结果的图。
37.图2是示出基于定义为cr 3si 10sn 2cu的外部腐蚀指数的在汽车排气系统的环境中的耐腐蚀性评估结果的图。
38.图3是示出基于定义为cr 2si 15sn 5cu的内部腐蚀指数的在汽车排气系统的冷凝物环境中的耐腐蚀性评估结果的图。
39.图4是示出实施例2的钢在冷轧退火之后的氧化皮组织的视图。图5是示出比较例12的钢在冷轧退火之后的氧化皮组织的视图。
40.图6显示了示出实施例2的冷轧钢板在通过中性盐电解和硫酸电解的冷轧酸洗之后的表面状态和在耐腐蚀性评估之后的表面状态的照片。
41.图7显示了示出实施例2的冷轧钢板在通过中性盐电解、硫酸电解并浸渍在混合酸溶液(硝酸 氢氟酸)中的冷轧酸洗之后的表面状态和在耐腐蚀性评估之后的表面状态的照片。
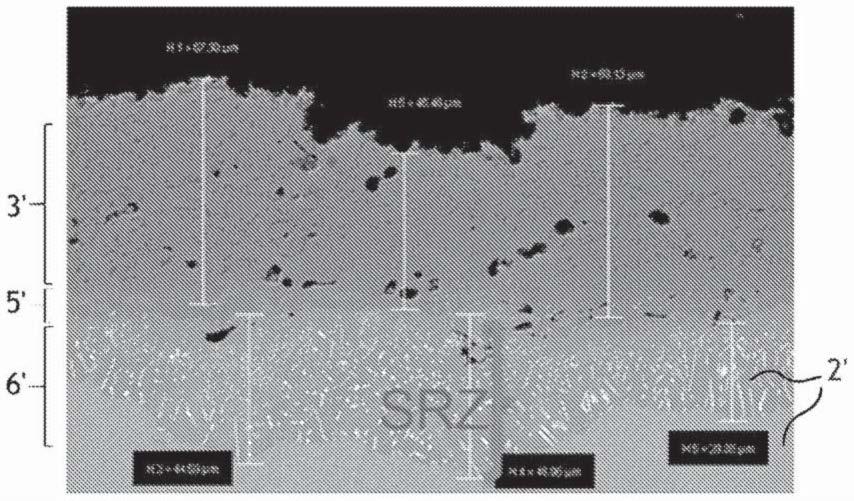
42.图8示出实施例2的显微组织根据冷轧退火中的温度变化的照片。
43.图9示出比较例12的显微组织根据冷轧退火中的温度变化的照片。
具体实施方式
44.根据本公开内容的一个实施方案的具有改善的扩管加工性的低cr铁素体不锈钢按重量百分比(重量%)计包含至多0.01%的c(不包括0)、至多0.01%的n(不包括0)、1.0%至2.0%的si、至多0.5%的mn(不包括0)、9.0%至15.0%的cr、0.1%至0.5%的ti、0.05%至0.2%的sn、至多1.0%的cu(不包括0)、至多0.035%的p(不包括0)、至多0.01%的s(不包括0)、以及余量的fe和不可避免的杂质,其中在距离表面100μm的深度内的区域的平均晶粒尺寸(gs)与中心区域的平均晶粒尺寸(gc)的比率(gs/gc)为1.5或更小,并且满足以下表达式(1),
45.表达式(1):cr 3si 10sn 2cu≥17
46.(其中cr、si、sn和cu表示各元素的含量(重量%))。
47.发明实施方式
48.在下文中,将参照附图详细描述本公开内容的实施方案。提供以下实施方案以向本公开内容所属领域的普通技术人员充分传达本公开内容的精神。本公开内容不限于本文示出的实施方案,而是可以以其他形式呈现。在附图中,为了清楚地描述本公开内容,省略
了与描述无关的部分,并且为了清楚起见,元件的尺寸可能被放大。
49.在整个说明书中,除非另有说明,否则术语“包括/包含”一个要素不排除其他要素,而是可以进一步包括另外的元素。
50.如本文所使用的,除非上下文另有明确说明,否则单数形式也旨在包括复数形式。在下文中,将参照附图详细描述本公开内容的实施方案。
51.本发明人进行了各种研究以增强低成本低cr铁素体不锈钢对由于除冰盐或海盐而发生的外部腐蚀的抗性并改善扩管加工性,并且已经发现了下面描述的那些。
52.通常,增加cr含量以增强耐腐蚀性。然而,由于使用昂贵的cr增加制造成本,因此增加cr含量不是开发的理想目标。
53.在本公开内容中,选择si、sn和cu作为候选合金元素来增强铁素体不锈钢对外部腐蚀和内部冷凝物腐蚀的抗性。另一方面,尽管已知sn作为使热加工性劣化的元素,但本发明人发现,热加工性的劣化可以通过将sn含量调节至0.2%或更小来有效地控制。
54.此外,本发明人发现,通过与sn组合添加0.5%或更少的cu和1%至2%的si,汽车排气系统对外部腐蚀的抗性迅速增强,同时获得了热加工性。
55.同时,cu为增强耐外部腐蚀和内部冷凝物腐蚀性的元素。然而,随着cu含量增加,铁素体不锈钢的晶粒尺寸在表面层上快速增大,导致一旦制成管就无法获得扩管加工性的问题。
56.因此,本发明人发现,通过在cu含量为0.5%或更小的状态下将si含量调节至1.0%或更大,表面层上的晶粒的生长受到抑制,并且考虑到耐外部腐蚀性和扩管加工性优化组成比。
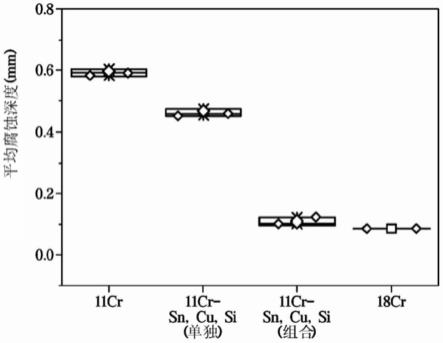
57.图1是示出在汽车排气系统的环境中对不同的钢类型使用除冰盐等而进行的外部腐蚀测试的结果的图。
58.参照图1,在cr含量为11%且不向其中添加其他合金元素的情况下,腐蚀深度为约0.6mm时,在单独添加合金元素sn、cu和si且cr含量为11%的情况下,腐蚀深度在0.4mm至0.5mm的范围内,表明腐蚀深度与11cr sts钢相比略微降低。
59.另一方面,在组合添加合金元素sn、cu和si且cr含量为11%的情况下,确认了腐蚀深度迅速降低至0.1mm的水平,表明可以获得等同于18cr sts钢的耐腐蚀性的耐腐蚀性。
60.根据本公开内容的一个实施方案的具有改善的扩管加工性的低cr铁素体不锈钢按重量百分比(重量%)计包含至多0.01%的c(不包括0)、至多0.01%的n(不包括0)、1.0%至2.0%的si、至多0.5%的mn(不包括0)、9.0%至15.0%的cr、0.1%至0.5%的ti、0.05%至0.2%的sn、至多1.0%的cu(不包括0)、至多0.035%的p(不包括0)、至多0.01%的s(不包括0)、以及余量的fe和不可避免的杂质。
61.在下文中,将描述对本公开内容的实施方案中的合金元素的含量进行数值限制的理由。在下文中,除非另有说明,否则单位为重量%。
62.c和n的含量分别为至多0.01%(不包括0)。
63.碳(c)和氮(n)是形成ti(c,n)碳氮化物的间隙元素。随着c和n的含量增加,当在焊接后在低于600℃的温度下长时间使用时,不形成ti(c,n)碳氮化物的溶解的c和n使材料的延伸率和低温冲击特性劣化,并与cr结合以形成诸如cr
23
c6的cr碳化物,从而引起晶间腐蚀。因此,将c和n的上限设定为0.01%。
64.此外,当c n的含量增加时,炼钢夹杂物的形成随着ti含量的增加而增加,并由此引起表面缺陷例如疤(scab)。此外,在铸造过程期间可能堵塞水口(nozzle),并且可能出现诸如延伸率和冲击特性劣化的问题,因此可以将c n的总含量控制为0.02%或更小。
65.si的含量为1.0%至2.0%。
66.硅(si)是在炼钢过程期间用作脱氧剂并稳定铁素体相的元素。随着si含量增加,si在晶界附近富集,并且晶粒的生长可能由于富集的si而受到抑制。在本公开内容中,优选以1.0%或更大的量添加si以提高在冷凝物环境下的耐腐蚀性并抑制表面层上的晶粒的生长。然而,过量的si可能使延性和可成形性劣化,因此可以将si含量的上限设定为2.0%。
67.mn的含量为至多0.5%(不包括0)。
68.锰(mn)是奥氏体稳定元素。随着mn含量增加,形成诸如mns的析出物,从而使耐点蚀性劣化。然而,当mn含量过低时,用于纯化的成本增加,因此可以将mn含量的上限设定为0.5%。
69.cr的含量为9.0%至15.0%。
70.铬(cr)是形成抑制氧化的钝化层并使铁素体稳定的元素。在本公开内容中,可以以9.0%或更大的量添加cr以在冷凝物环境中获得耐腐蚀性。然而,过量的cr可能增加制造成本并使可加工性和冲击特性劣化。因此,可以将cr含量的上限设定为15.0%。
71.ti的含量为0.1%至0.5%。
72.钛(ti)是形成ti(c,n)碳氮化物以抑制晶界腐蚀的元素。ti优先与诸如碳(c)和氮(n)的间隙元素结合以形成析出物(ti(c,n)碳氮化物),从而减少钢中溶解的c和n的量并抑制cr贫化区的形成。因此,ti,作为在获得钢的耐腐蚀性方面有效的元素,在本公开内容中可以以0.1%或更大的量添加。然而,过量的ti可能导致基于ti的夹杂物的形成,导致大量的表面缺陷例如疤和在铸造过程期间堵塞水口。因此,可以将ti含量的上限设定为0.5%。
73.sn的含量为0.05%至0.2%。
74.锡(sn),作为在本公开内容中在冷凝物环境中获得期望水平的耐腐蚀性的必需元素,可以以0.05%或更大的量添加以获得等同于或优于包含18cr的sts 439钢的耐腐蚀性的耐腐蚀性。然而,过量的sn可能使热加工性劣化并降低制造过程的效率。因此,可以将sn含量的上限设定为0.2%。
75.cu的含量为至多1.0%或更少(不包括0)。
76.铜(cu)作为根据本公开内容在冷凝物环境中获得期望的耐腐蚀性的必需元素,将其添加以在冷凝物环境中获得等同于或优于包含18cr的sts439钢的耐腐蚀性的耐腐蚀性。然而,过量的cu不仅可能增加原料的成本,而且可能使热加工性劣化,因此可以将cu含量的上限设定为1.0%。
77.p的含量为至多0.035%(不包括0)。
78.磷(p),作为不可避免地包含在钢中的杂质,是晶界偏析和mns析出物形成的主要成因元素,从而使热加工性劣化,因此优选将p含量控制为尽可能低。在本公开内容中,将p含量控制为0.035%或更少。
79.s的含量为至多0.01%(不包括0)。
80.硫(s),作为不可避免地包含在钢中的杂质,是晶界偏析和mns析出物形成的主要成因元素,从而使热加工性劣化,因此,优选将s含量控制为尽可能低。在本公开内容中,将s
含量控制为0.01%或更少。
81.本公开内容的组成的剩余组分为铁(fe)。然而,组成可以包含从原料或周围环境不可避免地并入的非预期杂质。在本公开内容中,不排除添加除上述合金组分之外的其他合金组分。杂质在本公开内容中没有具体提及,因为它们是制造领域的任何技术人员已知的。
82.同时,根据本公开内容的一个实施方案的具有改善的扩管加工性的低cr铁素体不锈钢可以满足以下表达式(1)。
83.表达式(1):cr 3si 10sn 2cu≥17
84.在此,cr、si、sn和cu表示各元素的含量(重量%)。
85.作为评估铁素体不锈钢在模拟外部腐蚀环境的溶液中的耐腐蚀性的结果,本公开内容中得到了由表达式(1)表示的外部腐蚀指数。
86.图2是示出基于定义为cr 3si 10sn 2cu的外部腐蚀指数的在汽车排气系统的环境中的耐腐蚀性评估结果的图。在图2中,由于常规的sts439钢的腐蚀深度测量为1mm,因此将外部腐蚀指数限制为17或更大以获得等同于或优于sts 439钢的耐外部腐蚀性的耐外部腐蚀性。
87.参照图2,当钢的外部腐蚀指数小于17时,腐蚀深度超过1mm,表明无法获得等同于sts 439钢的对由除冰盐或海盐引起的外部腐蚀的抗性。
88.同时,根据本公开内容的一个实施方案的具有改善的扩管加工性的低cr铁素体不锈钢可以满足以下表达式(2)。
89.表达式(2):cr 2si 15sn 5cu≥17
90.在此,cr、si、sn和cu表示各元素的含量(重量%)。
91.在本公开内容中,作为评估铁素体不锈钢在模拟冷凝物的溶液中以及在外部腐蚀环境中的耐腐蚀性的结果,得到了由表达式(2)表示的内部腐蚀指数。
92.图3是示出基于定义为cr 2si 15sn 5cu的内部腐蚀指数的在汽车排气系统的冷凝物环境中的耐腐蚀性评估结果的图。在图3中,由于常规的sts 439钢的腐蚀深度测量为2.5mm,因此将内部腐蚀指数限制为17或更大以获得等同于或优于sts 439钢的耐内部腐蚀性的耐内部腐蚀性。
93.参照图3,当钢的内部腐蚀指数小于17时,腐蚀深度超过2.5mm,表明在冷凝物环境中无法获得等同于sts 439钢的耐腐蚀性的耐腐蚀性。
94.如上所述,在与sn组合添加cu和si的情况下,随着cu含量增加,铁素体不锈钢的表面层的晶粒尺寸快速增大,导致在制造管之后在扩管期间无法获得可加工性的问题。在本公开内容中,尝试通过在cu含量为0.5%或更小的状态下将si含量调节在1.0%至2.0%的范围内来抑制表面层上的晶粒的生长。
95.在根据本公开内容的一个实施方案的具有改善的扩管加工性的低cr铁素体不锈钢中,距离表面100μm的深度内的区域的平均晶粒尺寸(gs)与中心区域的平均晶粒尺寸(gc)的比率(gs/gc)为1.5或更小。
96.即,与铁素体不锈钢内部的晶粒相比,通过抑制分布在距离表面100μm的深度内的区域中的表面晶粒的生长,可以在管制造过程期间获得扩管加工性。例如,考虑到用于管制造的延伸率,表面区域的平均晶粒尺寸(gs)可以为50μm或更小。
97.因此,根据一个实施方案的铁素体不锈钢的由以下表达式(3)定义的扩管率为25%或更大。
98.表达式(3):(d
f-d0)/d0*100
99.(其中df表示加工之后的加工部分的孔的直径,以及d0表示最初加工的孔的直径)。
100.扩管率表示材料使利用各种加工方法在钢板中加工的孔能够扩大而不引起诸如裂纹或颈缩的缺陷的能力,并且由表达式(加工之后的加工部分的孔的直径)-(最初加工的孔的直径)*100/(最初加工的孔的直径)来定义。
101.在下文中,将描述根据本公开内容的另一个实施方案的用于生产具有改善的扩管加工性的低cr铁素体不锈钢的方法。
102.例如,对包含上述合金元素的化学组成的钢坯进行热轧,使经热轧的钢板经受退火热处理,并对经退火的钢板进行冷轧和退火以制备冷轧退火钢板。
103.关于热轧的条件,随着钢坯的加热温度升高,再结晶在热轧过程期间更有效地发生。然而,当加热温度太高时,形成大量的表面缺陷,因此可以将热轧温度的上限设定为1,180℃。
104.在热轧过程中,随着终轧温度降低,软钢中储存的变形能增加以促进退火过程期间的再结晶,从而提高延伸率。然而,太低的终轧温度容易引起材料粘着(sticking)至轧机的粘着缺陷,因此可以将热轧温度的下限设定为1,020℃。
105.同时,当冷轧压下率太低时,难以除去表面缺陷并获得表面特性。当冷轧压下率太高时,r-bar值增加以改善可成形性。因此,冷轧压下率可以保持在70%至80%的范围内。
106.随后,在900℃至1,100℃的常见热处理温度下冷轧退火之后,可以通过中性盐电解和硫酸电解对冷轧退火钢板进行酸洗。
107.由于本公开内容的铁素体不锈钢是通过同时组合添加sn、cu和si而形成的,因此在冷轧退火钢板的表面上不以环形而是以均匀薄层形式形成氧化皮。
108.即,通过添加一定量的sn,可以在冷轧退火之后抑制sio2氧化皮层的形成。因此,在冷轧钢的冷轧酸洗过程期间,常规地进行浸渍在包含氢氟酸和硝酸的混合酸溶液中的过程以除去以厚环形形成的sio2氧化皮层。然而,根据一个实施方案,可以仅通过中性盐电解和硫酸电解而不添加氢氟酸和硝酸来充分地获得冷轧酸洗效果,使得可以降低制造成本。
109.在由此获得的冷轧退火钢板中,距离表面100μm的深度内的区域的平均晶粒尺寸(gs)与中心区域的平均晶粒尺寸(gc)的比率(gs/gc)可以为1.5或更小。
110.即,可以通过抑制表面上的晶粒的生长在管制造过程期间获得扩管加工性,并且在管制造过程期间,由根据一个实施方案的铁素体不锈钢制成的管可以具有25%或更大的扩管率。
111.在下文中,将参照以下实施例更详细地描述本公开内容。
112.将具有下表1所示的各种化学组成的合金元素熔化以制备厚度为120mm的钢锭,并将钢锭在1,150℃的温度下热轧以制备厚度为3.0mm的热轧钢板。随后,对热轧钢板进行冷轧以制备厚度为1.2mm的冷轧钢板并在1,100℃的温度下冷轧退火1分钟。
113.然后,将冷轧退火钢板浸入400℃的熔盐中5秒,然后浸入60℃的硝酸溶液中约10秒,然后进行冷轧酸洗以获得最终的冷轧酸洗钢板。在这方面,硝酸溶液的浓度保持在110g/l。
114.每种钢类型的合金元素的化学组成(重量%)以及表达式(1)和(2)的值在下表1中示出。
115.表1
116.117.[0118][0119]
通过模拟由除冰盐、海盐等引起外部腐蚀的环境和由冷凝物引起内部腐蚀的环境,分别测量其中获得的腐蚀深度。
[0120]
外部腐蚀测试如下进行。将根据实施例和比较例的各样品切割成150mm
×
70mm的尺寸,用氢氧化钠通过除去油等来清洁表面,并将样品在保持在400℃的炉中进行热处理约24小时。
[0121]
随后,进行复合循环腐蚀测试。具体地,重复100次腐蚀测试循环并且每个循环如下进行。将各样品在30℃下用5%nacl溶液喷洒2小时,在25%的相对湿度和60℃的温度的气氛中干燥约4小时,并在90%的相对湿度和50℃的温度的气氛中保持2小时。在腐蚀测试之后,将各样品浸入60%硝酸溶液中以除去氧化皮,然后测量腐蚀深度。将通过视觉观察估计和选择的各样品的10个最深部分的平均值计算为腐蚀深度。
[0122]
内部腐蚀测试如下进行。将根据实施例和比较例的各样品切割成40mm
×
70mm的尺寸并在保持在400℃的电炉中预处理约24小时。
[0123]
随后,制备其中cl-和so
42-浓度分别保持在50ppm和100ppm且ph保持在8.0的hcl、h2so4溶液以模拟冷凝物环境。在这方面,使用nh3溶液将ph调节至8.0。随后,重复每6小时施加10ml测试溶液的100次腐蚀测试循环。
[0124]
同时,通过蚀刻使用光学显微镜测量距离表面100μm的深度内的区域以及位于等于厚度一半的深度处的中心区域的晶粒尺寸,并且表面的平均晶粒尺寸与中心区域的平均晶粒尺寸的比率(gs/gc)以及表面区域的平均晶粒尺寸在下表2中示出。
[0125]
表2
[0126]
[0127][0128]
在表1和2中,比较例1和比较例2分别显示了通常用作汽车排气系统的材料的cr11%sts 409钢和cr18%sts 439钢。
[0129]
图2是示出基于定义为cr 3si 10sn 2cu的外部腐蚀指数的在汽车排气系统的环境中的耐腐蚀性评估结果的图。
[0130]
参照图2,确定随着外部腐蚀指数增加,外部腐蚀深度线性减小。在其中由表达式(1)表示的耐外部腐蚀性指数为17或更大的实施例1至7的情况下,腐蚀深度为1.0mm或更小,表明获得了等同于或优于sts 439钢的耐外部腐蚀性的耐外部腐蚀性。
[0131]
图3是示出基于定义为cr 2si 15sn 5cu的内部腐蚀指数的在汽车排气系统的冷凝物环境中的耐腐蚀性评估结果的图。
[0132]
参照图3,确定随着内部腐蚀指数增加,内部腐蚀深度线性减小。在其中由表达式(2)表示的耐内部腐蚀性指数为17或更大的实施例1至7的情况下,腐蚀深度为2.5mm或更小,表明获得了等同于或优于sts 439钢的耐内部腐蚀性的耐内部腐蚀性。
[0133]
图4是示出实施例2的钢在冷轧退火之后的氧化皮组织的视图。图5是示出比较例12的钢在冷轧退火之后的氧化皮组织的视图。
[0134]
参照图4和5,在不包含sn的比较例12的情况下,在冷轧退火之后在整个表面上形成环形sio2退火氧化皮。然而,在包含0.05%或更大(例如0.15%)的量的sn的实施例2的情况下,sio2退火氧化皮在表面上均匀地形成为非常薄的层,而不是以环形形成。因此,在冷轧、退火、酸洗过程期间,可以在不向其中添加氢氟酸的情况下获得足够的冷轧酸洗效果。
[0135]
图6显示了示出实施例2的冷轧钢板在通过中性盐电解和硫酸电解的冷轧酸洗之后的表面状态和在耐腐蚀性评估之后的表面状态的照片。图7显示了示出实施例2的冷轧钢板在通过中性盐电解、硫酸电解并浸渍在混合酸溶液(硝酸 氢氟酸)中的冷轧酸洗之后的表面状态和在耐腐蚀性评估之后的表面状态的照片。
[0136]
耐腐蚀性的评估通过使用复合循环腐蚀测试机评估耐腐蚀性来进行。复合循环腐蚀测试的条件如下。将各样品用盐水喷洒(在30℃下用5%nacl溶液喷洒2小时),干燥(在60℃的温度下在25%的相对湿度下干燥4小时),并保持在潮湿状态(在50℃的温度下,在相对湿度为90%的潮湿状态下保持2小时)下。在所述条件下,通过观察在重复5次循环之后各样品的表面的照片来评估耐腐蚀性。
[0137]
参照图7(a),在浸入硝酸和氢氟酸的混合酸溶液中的条件下引入冷轧酸洗的情况下,确定由于使用氢氟酸在表面上形成大量其中溶解有基础材料的凹坑(pit)。此外,参照图7(b),确定由于形成在表面上的凹坑而形成大量的锈。
[0138]
相反,参照图6(a),在从中省略浸入混合酸溶液中的过程的中性盐电解-硫酸电解的条件下引入冷轧酸洗的情况下,获得了均匀的不锈钢表面而无凹坑。此外,参照图6(b),确定锈形成减少并延迟。
[0139]
即,在根据本公开内容的一个实施方案的冷轧退火铁素体不锈钢板中,冷轧退火氧化皮可以通过中性盐电解和硫酸电解完全除去,与比较例相比,锈形成减少并延迟。因此,尽管在酸洗期间不进行浸入混合酸溶液中的过程,也可以充分获得冷轧酸洗的效果并且可以获得表面特性,从而降低过程成本。
[0140]
同时,在将实施例2和比较例12的冷轧退火温度从900℃改变为1,030℃时,轧制方向的横截面(td)中的厚度方向上的表面区域的平均晶粒尺寸与中心区域的平均晶粒尺寸的比率(gs/gc)、延伸率以及在管扩张25%或更大的情况下的裂纹的出现在下表3中示出。
[0141]
根据jis 2241标准,通过将垂直于轧制方向的方向上的延伸率值加工成jis 13b尺寸来测量延伸率。通过在管制造过程期间应用25%的扩管率来检查裂纹的出现。
[0142]
表3
[0143]
[0144]
图8示出了实施例2的显微组织根据冷轧退火的温度变化的照片。图9示出了比较例12的显微组织根据冷轧退火的温度变化的照片。
[0145]
参照图8和9,在比较例12的情况下,在温度超过930℃之后,表面层的晶粒尺寸快速增大。相反,在实施例2的情况下,在表面层和中心区域中观察到均匀的晶粒尺寸分布,而在高至1,030℃没有晶粒尺寸的快速变化。
[0146]
参照表3,在实施例2的情况下,延伸率在32%至33%的范围内,其比比较例12的延伸率相对低1%至2%。这被认为是因为在实施例2的情况下由于1%或更大的高si含量而发生了加工硬化。
[0147]
通常,随着延伸率提高,扩管率也相应地增加。
[0148]
然而,当使用冷轧退火钢板制造管并执行25%或更大的扩管过程时,在比较例12的表面层和中心区域中观察到不均匀的晶粒尺寸分布,因此确定在扩管过程期间出现裂纹。
[0149]
相反,在实施例2的情况下,通过以1.0%或更大的量添加si,通过将表面区域的平均晶粒尺寸与中心区域的平均晶粒尺寸的比率调节为1.5或更小来抑制裂纹的出现。
[0150]
如上所述,根据所公开的实施方案,通过调节合金元素及其化学组成,可以制备具有改善的扩管加工性以及不仅对冷凝物腐蚀而且对外部腐蚀具有抗性的铁素体不锈钢。
[0151]
尽管已经参照示例性实施方案具体描述了本公开内容,但本领域技术人员应理解,在不脱离本公开内容的精神和范围的情况下,可以做出形式和细节上的各种改变。
[0152]
[工业适用性]
[0153]
根据本公开内容的具有改善的扩管加工性以及等同于sts 439的耐外部腐蚀和内部冷凝物腐蚀性的铁素体不锈钢可以应用于汽车排气系统用材料。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。