1.本发明涉及一种用于电厂、化工厂的锅炉、压力容器等的钢材。更具体地,本发明涉及一种高温焊后热处理耐性优异的压力容器用钢材及其制造方法。
背景技术:
2.近来,对用于电厂和化工厂锅炉、压力容器等350~600℃左右的中高温压力容器的材料的需求不断增加。
3.此外,随着设备升级、寿命延长和钢材增厚,对高温下回火(tempering)热处理耐性较高的钢材有供应需求。
4.另一方面,除了钢材增厚之外,焊接钢材时,还进行焊后热处理(post weld heat treatment,pwht),以防止焊接后结构体变形,并消除焊接过程中产生的应力,使得形状和尺寸稳定。焊后热处理工艺需长时间进行,经过该工艺的钢板具有组织粗大化导致钢板拉伸强度降低的问题。
5.也就是说,经过长时间的pwht后,由于基体组织(matrix)和晶界的软化、晶粒生长、碳化物粗大化等,将会造成强度和韧性同时下降的现象。
6.为了解决这些问题,已经提出了如下技术。
7.专利文献1提出了一种方法,对含有适量c、si、mn、cr、mo、ni、cu等的厚钢板实施回火热处理模式,即高温热处理(高温回火)后实施低温热处理(低温回火),以利用低温回火所产生的析出强化效果来补偿高温回火时位错密度降低而降低的强度。但是,即使采用这种方法,也存在长时间的pwht导致耐性大幅劣化的问题。
8.因此,需要开发一种钢材,即使经过长时间的pwht后,也能尽量减少物理性能劣化,并且可以在中高温环境下适当地使用。
9.专利文献1:韩国专利公开公报第2012-0073448号
技术实现要素:
10.技术问题
11.本发明一方面旨在提供一种高温焊后热处理耐性优异的压力容器用钢板及其制造方法,即使在高温下长时间实施焊后热处理(pwht),强度和韧性的劣化也最少。
12.本发明要解决的技术问题不限于上述内容,可基于本说明书的整体内容来理解本发明要解决的技术问题,对于本发明所属技术领域的普通技术人员而言,理解本发明的附加技术问题不会有任何困难。
13.技术方案
14.本发明的一个方面提供一种高温焊后热处理耐性优异的压力容器用钢材,以重量%计,所述钢材包含碳(c):0.10~0.16%、硅(si):0.20~0.35%、锰(mn):0.4~0.6%、铬(cr):6.5~7.5%、钼(mo):0.7~0.9%、铝(al):0.005~0.05%、磷(p):0.015%以下、硫(s):0.020%以下、铌(nb):0.002~0.025%、钒(v):0.25~0.35%、余量的fe和其他不可避
免的杂质,组织包含回火马氏体和回火贝氏体的混合组织作为微细。
15.本发明的另一个方面提供一种高温焊后热处理耐性优异的压力容器用钢材的制造方法,其包括:准备具有上述合金成分体系的钢坯的步骤;将所述钢坯在1050~1250℃的温度范围下进行加热的步骤;将所述加热后的钢坯在800~1000℃的温度范围下进行热轧以制造热轧钢板的步骤;将所述热轧钢板在1000~1050℃的温度范围下保持{(1.3
×
t) (10~30)}分钟的热处理步骤,其中,t表示钢材厚度(mm);将所述热处理后的热轧钢板以1~30℃/s的冷却速度进行冷却的步骤;以及将所述冷却后的热轧钢板在800~825℃的温度范围下保持{(1.6
×
t) (10~30)}分钟的回火热处理步骤。
16.发明效果
17.根据本发明,可以提供一种压力容器用钢材,在高温热处理后,特别是在长时间的高温pwht后,强度和韧性也不会劣化。
18.特别是,本发明的压力容器用钢材具有可适合用作中高温用压力容器材料的效果。
具体实施方式
19.本发明的发明人深入研究了制造发电厂、成套设备工业等环境中作为结构钢的压力容器用钢材时,即使在长时间实施用于尽量减少焊接产生的残余应力的焊后热处理(pwht)后也能大大提高对强度和韧性劣化的耐性的方案,从而完成了本发明。
20.特别是,本发明提供一种钢材,通过优化合金组分中特定元素的含量,即使在高温下回火热处理和长时间pwht后对强度和韧性劣化的耐性也优异。
21.在下文中,将详细描述本发明。
22.根据本发明的一个方面的高温焊后热处理耐性优异的压力容器用钢材,其以重量%计,可包含碳(c):0.10~0.16%、硅(si):0.20~0.35%、锰(mn):0.4~0.6%、铬(cr):6.5~7.5%、钼(mo):0.7~0.9%、铝(al):0.005~0.05%、磷(p):0.015%以下、硫(s):0.020%以下、铌(nb):0.002~0.025%、钒(v):0.25~0.35%。
23.在下文中,将详细描述如上限制本发明中提供的压力容器用钢材的合金组分的理由。
24.另一方面,除非本发明中另有说明,否则各元素的含量以重量为准,组织的比例以面积为准。
25.碳(c):0.10~0.16%
26.碳(c)是有利于提高钢的强度的元素。如果c的含量小于0.10%,则基体组织的本身强度会下降,而如果c的含量大于0.16%,则强度会过度增加,有可能导致韧性变差。
27.因此,所述c可包含0.10~0.16%。
28.硅(si):0.20~0.35%
29.硅(si)是对脱氧和固溶强化有效的元素,也是带来冲击转变温度上升的元素。为了获得目标强度,所述si可包含0.20%以上,但是如果si的含量大于0.35%,则焊接性会下降,存在冲击韧性变差的问题。
30.因此,所述si可包含0.20~0.35%。
31.锰(mn):0.4~0.6%
32.锰(mn)与钢中的硫(s)结合而形成延伸的非金属夹杂物mns,从而损害常温延伸率和低温韧性。因此,可以将mn的含量限制为0.6%以下。但是,如果mn的含量小于0.4%,则难以确保适当的强度,因此不可取。
33.因此,所述mn可包含0.40~0.6%。
34.铬(cr):6.5~7.5%
35.在本发明中,铬(cr)有利于获得可在高温下热处理(回火,pwht)的效果和强度增加效果,为了获得这样的效果,可以加入6.5%以上。由此,本发明的钢材可以确保优异的对高温热处理的耐性。
36.但是,所述cr是昂贵的元素,如果cr的含量大于7.5%,则制造成本会大幅上升。
37.因此,所述cr可包含6.5~7.5%。
38.钼(mo):0.7~0.9%
39.与所述cr一样,钼(mo)是对增加高温强度有效的元素,而且有利于防止产生硫化物导致的龟裂。为了充分获得上述的效果,mo可包含0.7%以上,但是如果mo的含量大于0.9%,就会造成制造成本上升。
40.因此,所述mo可包含0.7~0.9%。
41.铝(al):0.005~0.05%
42.铝(al)和所述si一起在炼钢工艺中是强脱氧剂。为了充分获得脱氧效果,所述a1可包含0.005%以上,但是如果al的含量大于0.05%,则脱氧效果会饱和,相比之下,存在制造成本上升的问题。
43.因此,所述al可包含0.005~0.05%。
44.磷(p):0.015%以下
45.磷(p)是损害钢的低温韧性并增加回火脆化敏感性的元素,优选将其含量控制得尽可能低。但是,用于降低所述p含量的工艺繁琐,由于工艺增加,存在增加生产成本的风险。
46.考虑到这一点,可以将所述p限制为0.015%以下,本发明中即使所述p含量最高达到0.015%,在确保所希望的物理性能方面也不会有问题。
47.硫(s):0.020%以下
48.硫(s)也是降低钢的低温韧性的元素,钢中形成mns夹杂物,从而损害钢的韧性,因此优选其含量控制得尽可能低。但是,用于降低所述s含量的工艺繁琐,由于工艺增加,存在增加生产成本的风险。
49.考虑到这一点,可以将所实施s限制为0.020%以下,本发明中即使所述s含量最高达到0.020%,在确保所希望的物理性能方面也不会有问题。
50.铌(nb):0.002~0.025%
51.铌(nb)是在钢中形成微小的碳化物或氮化物有效防止基体组织软化的元素。为了充分获得这样的效果,可以含有0.002%以上的nb,但是作为昂贵的元素,如果nb的含量大于0.025%,则制造成本可能会大幅上升。
52.因此,所述nb可包含0.002~0.025%。
53.钒(v):0.25~0.35%
54.与所述nb一样,钒(v)是钢中容易形成微小的碳化物或氮化物的元素。为了充分获
得这样的效果,所述v可包含0.25%以上,但由于v也是昂贵的元素,可以将其含量限制为0.35%以下。
55.因此,所述v可包含0.25~0.35%。
56.本发明的余量成分是铁(fe)。但是,常规制造过程中会不可避免地混入来自原料或周围环境的意想不到的杂质,因此无法排除混入杂质。这些杂质是常规制造过程的技术人员任何人都知道的杂质,因此相关的所有内容本说明书中不再赘述。
57.具有上述合金成分体系的本发明的钢材,其作为微细组织可包含回火马氏体和回火贝氏体的混合组织,而且可以在整个厚度上包含上述的混合组织,不管钢的厚度如何。
58.在所述混合组织中,所述回火马氏体相的面积分数优选为40%以上。如果所述回火马氏体相的面积分数小于40%,则无法充分获得目标强度。更有利地,所述回火马氏体相的面积分数可为40~90%。
59.在下文中,将详细描述根据本发明的另一个方面的高温焊后热处理耐性优异的压力容器用钢材的制造方法。
60.通过对满足本发明中提出的合金成分体系的钢坯进行[加热-热轧-热处理-冷却-回火热处理]等工艺,可以制造出根据本发明的压力容器用钢材,下面详细描述各工艺。
[0061]
[钢坯加热]
[0062]
准备满足上述合金成分体系的钢坯后,可以在1050~1250℃的温度范围下进行加热。
[0063]
如果所述加热温度低于1050℃,则溶质原子很难固溶,而如果所述加热温度高于1250℃,则奥氏体晶粒大小会变得过于粗大,存在损害钢的物理性能的问题。
[0064]
[热轧]
[0065]
通过对如上加热的钢坯进行热轧,可以制造热轧钢板。优选地,在800~1000℃的温度范围下,以每道次2.5~30%的压下率进行所述热轧。
[0066]
在所述热轧时,如果温度低于800℃,则存在轧制负荷变大的问题,而如果温度高于1000℃,则存在晶粒变得粗大的问题。
[0067]
另外,在所述热轧时,如果每道次压下率小于2.5%,则存在轧制生产率降低、制造成本上升的问题,而如果每道次压下率大于30%,则对轧机产生负荷,有可能对设备造成致命的不利影响。
[0068]
需要说明的是,对于所述热轧结束后得到的热轧钢板,可以通过空冷冷却至常温,然后进行后续工艺。
[0069]
[热处理]
[0070]
可以对如上制造的热轧钢板加热到特定温度范围进行热处理。
[0071]
具体地,优选实施将所述热轧钢板在1000~1050℃的温度范围下保持{(1.3
×
t) (10~30)}分钟的热处理,其中,t表示钢材厚度(mm)。
[0072]
在所述热处理时,如果温度低于1000℃,则固溶元素很难再固溶,难以确保目标强度,而如果温度高于1050℃,就会发生晶粒生长,存在损害低温韧性的问题。
[0073]
在上述的温度范围下热处理时,如果保持时间小于{(1.3
×
t) 10}分钟,则难以使组织均匀化,而如果保持时间大于{(1.3
×
t) 30}分钟,就会损害生产率,因此不可取。
[0074]
[冷却]
[0075]
可以对如上热处理的热轧钢板以1~30℃/s的冷却速度进行冷却。此时,可以冷却至常温。在本文中,所述冷却速度以热轧钢板的厚度中心部(例如1/2t(t:厚度(mm))处)为准。
[0076]
在所述冷却时,如果冷却速度小于1℃/s,则冷却过程中可能会产生粗大的铁素体晶粒,而如果冷却速度大于30℃/s,则由于过度的冷却设备,存在经济效率降低的问题。
[0077]
[回火热处理]
[0078]
可以对如上冷却的热轧钢板进行回火处理,具体地可以进行800~825℃的温度范围下保持{(1.6
×
t) (10~30)}分钟的回火热处理工艺。
[0079]
在所述回火热处理时,如果温度低于800℃,则很难析出微小的析出物,难以确保目标强度,而如果温度高于825℃,就会发生析出物的生长,存在强度和低温韧性降低的问题。
[0080]
在上述的温度范围下回火热处理时,如果保持时间小于{(1.6
×
t) 10}分钟,则难以使组织均匀化,而如果保持时间大于{(1.6
×
t) 30}分钟,就会损害生产率,因此不可取。
[0081]
对于经上述工艺制造的本发明的压力容器用钢材,当制作压力容器时,为了消除附加的焊接工艺导致的残余应力,需要进行焊后热处理(pwht)工艺。
[0082]
通常,长时间的pwht热处理后会发生强度和韧性的劣化,而通过本发明制造的钢材,即使在相对高于常规pwht温度的760~780℃的温度范围下进行最长50小时的热处理,强度和韧性也不会显著下降。
[0083]
特别是,对于本发明的钢材,即使在高温下进行最长50小时的pwht后,也具有600mpa以上的拉伸强度以及-30℃下的夏比冲击能量值为100j以上,具有强度和韧性优异的效果。
[0084]
下面通过实施例更详细地描述本发明。但是,下述实施例只是用于更详细地描述本发明,本发明的权利范围不限于下述实施例。本发明的权利范围以权利要求书的内容以及由此合理导出的内容为准。
[0085]
实施发明的方式
[0086]
(实施例)
[0087]
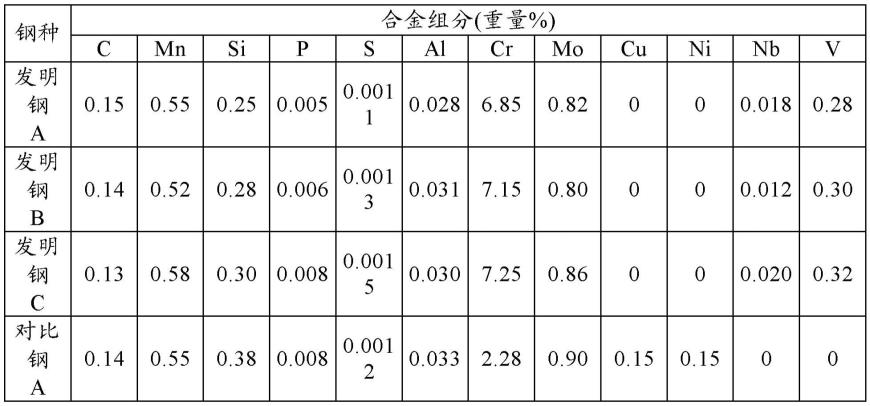
准备具有下表1所示的合金组分的钢坯后,将所述钢坯在1150℃下加热300分钟,然后以每道次5~20%的压下率在800~1000℃下进行热轧,以制造热轧钢板。
[0088]
然后,将所述热轧钢板空冷至常温,再进行加热到1050℃后保持的热处理。此时,热处理根据热轧钢板的厚度保持150~280分钟。随后,基于热轧钢板的厚度中心部,以2.5~15℃/s的冷却速度水冷至常温。然后,在下表2所示的条件下进行回火热处理和pwht热处理。
[0089]
对经过上述所有工艺的热轧钢板进行拉伸试验,以测定屈服强度(ys)、拉伸强度(ts)和延伸率(el)。此外,通过夏比冲击试验导出冲击能量值。
[0090]
所述拉伸试验是依据astm规格a20和a370&e8进行的,冲击试验是在-30℃下对具有v型缺口的试样进行了夏比冲击试验,各结果示于下表3中。
[0091]
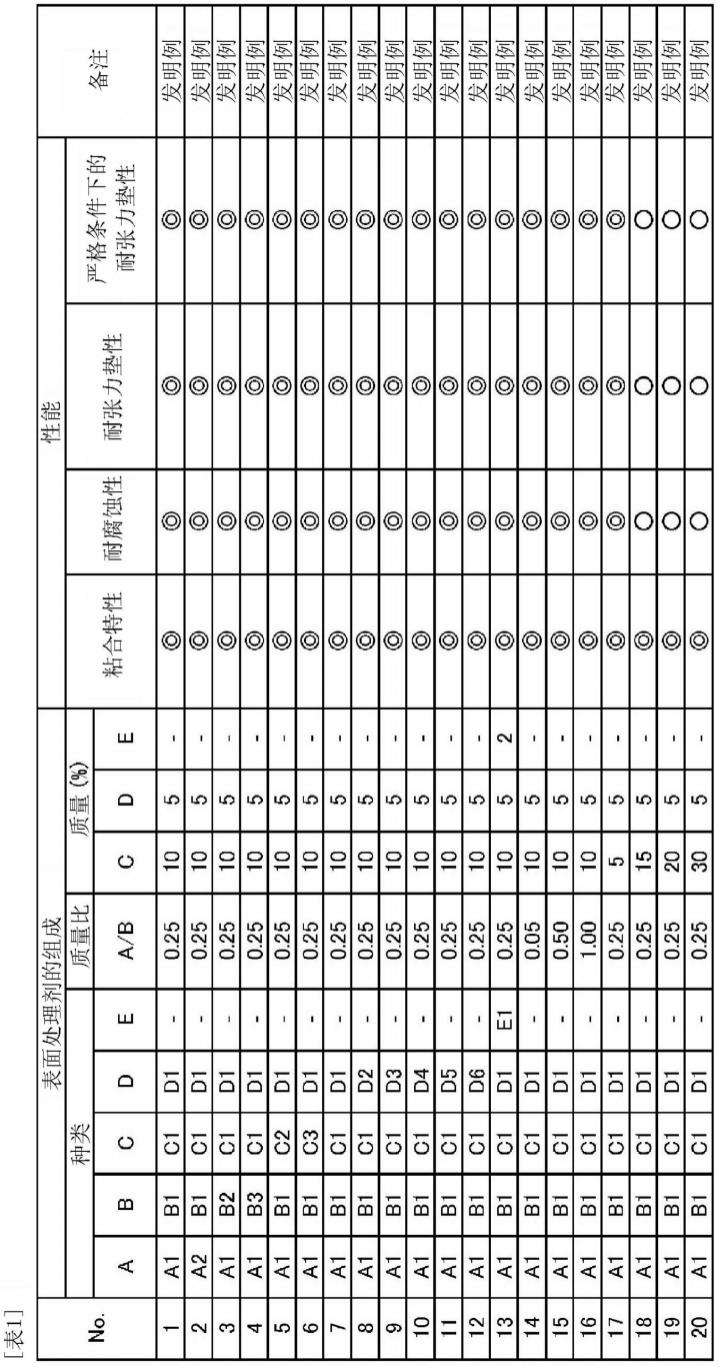
【表1】
[0092][0093]
【表2】
[0094][0095][0096]
【表3】
[0097]
[0098]
在表3中,t-m表示回火马氏体相,除了回火马氏体相之外,其余组织是回火贝氏体(t-b)相。
[0099]
如上表1至表3所示,对于本发明中提出的合金组分和制造条件都得到满足的发明例1至9,即使焊后热处理(pwht)时间最长达到50小时,也可以确保600mpa以上的拉伸强度以及-30℃下的夏比冲击能量值为100j以上。
[0100]
另一方面,对于合金组分超出本发明的对比例1至3,在长时间的pwht后,与发明例相比,强度大致下降约150mpa,低温韧性下降约200j。
[0101]
如上所述,通过根据本发明的合金成分体系和制造条件获得的钢材,不仅高温回火热处理后,而且长时间的高温焊后热处理(pwht)后,对热处理的耐性也优异,因此具有适合用作中高温用压力容器钢材的效果。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。