1.本发明属于热处理工业技术领域,具体涉及一种电子束与激光束双控熔化成形装置及成形方法。
背景技术:
2.3d打印技术自产生与发展以来引起了社会各界广泛的关注,特别是金属零件的成形方面,已经有激光、等离子、电弧、电子束等多种能源作用的成形设备出现在近乎工业界的各个领域。特别是金属激光熔化3d打印技术已然快速渗透到国防、航空航天、电力、汽车、生物医学模具、铸造、电力、农业、家电、工艺美术、动漫等诸多领域,深刻影响着上述领域的设计理念,并配合其他现有技术的不断改革创新、完善,甚至更新某些司空见惯的制造方案,使制造更为智能、简捷、绿色,产品性能更加贴近理想状态。2012年以来,3d打印逐渐成为科技界的热点,被誉为“第四次工业革命最具标志性的生产技术”,其发展前景之广阔难以估量。全球3d打印行业的市场规模在保持25%-30%的平均增速基础上不断上扬。
3.激光金属3d打印技术,如激光选区熔化成形技术、激光同轴送粉熔覆成形技术等,目前在国防、航空航天、电力等领域的应用日益广泛和深入。尽管如此,激光同轴送粉熔覆成形技术只能制造零件毛坯,无法制造复杂精细结构的零部件,而激光选区熔化成形技术虽然可以制造复杂零部件,但依然受到激光振镜部件的机械传动影响,制造速度比较慢,生产效率较低。而电子束3d打印成形速度快,能量吸收率高。
4.因此,本发明结合电子束成形与激光选区成形技术的优势,提供一种电子束与激光相结合的一种新型成形技术。
技术实现要素:
5.发明目的:针对上述现有技术的不足,本发明提供一种电子束与激光束双控熔化成形装置,且第二目的是提供一种电子束与激光束结合的熔化成形方法。
6.技术方案:一种电子束与激光束双控熔化成形装置,包括熔化成形真空腔,所述熔化成形真空腔的上方设置有电子束发生装置,熔化成形真空腔的一侧设置有激光调节装置,所述电子束发生装置向下扫描熔化成形真空腔内设置的粉末床,激光调节装置中,激光束由单摆片振镜折射后经过激光聚焦镜射出,射向对立侧设置联动摆片,通过伺服电机控制联动摆片调整激光反射角度,进而向下扫描粉末床上的工件待成形区域。
7.进一步的,所述的激光调节装置包括单摆片振镜和激光聚焦镜,单摆片振镜与对立侧设置的联动摆片相互联动,联动摆片设有伺服电机控制激光束的反射角度,且单摆片振镜和联动摆片实现激光束的水平对射。
8.所述的电子束发生装置包括电子束电极灯丝和电子束控制线圈组,且设有控制单元,通过调节电子束电极灯丝的电流控制电子束的扫描速度,调节电子束控制线圈组控制磁场控制实现电子束偏转,进行扫描。
9.激光调节装置中,单摆片振镜包括设置联动机构实现与联动摆片的同步控制,在
伺服电机的控制下联动调节激光束的扫描区域,配合激光聚焦镜的调节控制激光强度。
10.更进一步的,所述的电子束发生装置与激光调节装置设有独立的控制单元进行控制。
11.一种电子束与激光束结合的熔化成方法,包括如下步骤:
12.(1)电子束扫描对成形前的粉末进行预热,使粉末的温度接近烧结活化温度;
13.(2)电子束扫描切片芯部,通过电子束针扫描,对于零件切片截面的中间填充部分进行熔化成形扫描,使其成形焊合为一体;
14.(3)激光束在电子束结束扫描后,沿着切片轮廓边界进行封闭扫描,完成整个切片的熔化成形;
15.(4)完成单层后重复扫描下一层。
16.进一步的,在上述方法中,步骤(2)在电子束扫描中,首先通过低电流高速度对成形区域的粉末进行预热,然后利用无极性的激光束高速扫描成形区域进行熔化成形。预热的电子束电流控制区间为5ma~20ma,扫描速度控制为20000mm/s~50000mm/s,激光束的激光功率控制为1000w~3000w,扫描速度控制为:2000mm/s~3000mm/s。电子束扫描预热中,通过电子束控制线圈组调节电子磁场,结合电流控制待预热区域的粉末进行预热。
17.有益效果:与现有技术相比,本发明所提供的装置在熔化成形真空腔内布置了电子束发生装置和激光调节装置,二者的结合更好的实现电子束扫描和激光扫描的效果,基于该装置,采用电子束和激光束成形方法中还包括如下显著进步和实质特点:
18.(1)本发明灵活地利用电子束通过磁场控制偏转而扫描速度快的特点,能够在正式熔化成形时完成高温预热,从而减少成形过程中的热应力;
19.(2)本发明所述方法预热后快速进行切片填充扫描,成形速度快;
20.(3)本发明引入激光束对切片边界进行扫描,完成轮廓的光滑处理,解决电子束单独扫描造成的零件表面粗糙的问题。
附图说明
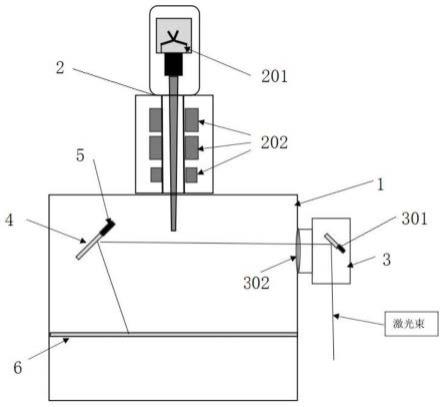
21.图1是本发明所述的装置结构示意图;
22.图2是本发明中切片待熔化成形的形状示意图;
23.图3是本发明所述方法的流程图。
具体实施方式
24.为详细说明本发明所述的技术方案,下面结合说明书附图做进一步的阐述。
25.本发明首先提供的是一种电子束与激光束双控熔化成形装置,该装置的结构如图1所示。
26.该装置首先设有一个封闭式的熔化成形真空腔1,包括设有抽压口等结构以实现真空,并且实际可采用透明玻璃材质也达到观测的效果。在熔化成形真空腔1内,其底层设有粉末床6,用于零件待加工的区域铺粉,加粉的方式包括抽出添加或者是开盖添加后再形成密封,也需要考虑到设置零件的加工、拿取、交加工等通道,该操作为本领域常规设置,在此不做赘述。
27.本发明采用的是电子束和激光束相结合的熔化成形控制技术,在熔化成形真空腔
1的顶部,设有电子束发生装置2,电子束发生装置2包括电子束电极灯丝201和电子束控制线圈组202,其控制单元通过控制电子束控制线圈202以实现的电流、电子束扫描速度的调节。在熔化成形真空腔1的一侧面,设置有激光调节装置3,激光调节装置3包括单摆片振镜301和激光聚焦聚302,激光束通过单摆片振镜301后由激光聚焦镜302射出,进而射向水平对侧的联动摆片4,在联动摆片4的控制下,实现激光束扫描粉末床6上的零件加工区域。
28.本发明所述装置采用的是分离式振镜,即振镜的摆片控制上是联动的,但物理摆放位置是分离的。其目的在于保证电子束的聚焦、加速距离及偏转角度在适合的范围内,确保成形有效区域的尺寸。因激光的聚焦距离是固定的,而电子束的聚焦可以在一定范围内改变,上述作法保证了激光与电子束的聚焦平面的适合关系,重合或者有一定的距离。现有技术中将振镜放置在真空腔顶部,有可能不能同时满足激光与电子束聚焦的条件,另外现有技术中两片摆片间的光束不是水平对射的,有一定的调节角度,根据扫描位置确定,符合聚焦镜的焦距关系。
29.基于上述装置结构,下面结合原理和实施例中成形方法做进一步的说明。
30.本发明还提供一种电子束与激光束结合的熔化成方法,包括如下步骤:
31.(1)电子束扫描对成形前的粉末进行预热,使粉末的温度接近烧结活化温度;
32.(2)电子束扫描切片芯部,通过电子束针对于零件切片截面的中间填充部分进行熔化成形扫描,使其成形焊合为一体;
33.(3)激光束在电子束结束扫描后,沿着切片轮廓边界进行封闭扫描,完成整个切片的熔化成形;
34.(4)完成单层后重复扫描下一层。
35.进一步的,在上述方法中,步骤(2)在电子束扫描中,首先通过低电流高速度对成形区域的粉末进行预热,然后利用无极性的激光束高速扫描成形区域进行熔化成形。预热的电子束电流控制区间为5ma~20ma,扫描速度控制为20000mm/s~50000mm/s,激光束的激光功率控制为1000w~3000w,扫描速度控制为:2000mm/s~3000mm/s。电子束扫描预热中,通过电子束控制线圈组调节电子磁场,结合电流控制待预热区域的粉末进行预热。
36.具体的说,电子束扫描粉末成形时,由于电子束为带负电粒子,往往在其扫描粉末材料的表层聚集大量负电荷,致使其与后续不断输送的电子束之间产生相互排斥作用,即所谓的“吹粉”效应,甚至由于该效应无法进行熔化成形。此外,由于粉末对于电子束碰撞动能的吸收作用比较好,瞬间的加热温度高,熔化后的材料液相粘度降低快,也会产生飞溅现象。基于上述“吹粉”效应和飞溅现象,需要针对电子束成形的各种参数进行调整控制,特别是电子束成形要求粉末颗粒度比较大,几乎无法采用小颗粒度粉末和低层厚成形,也是由于不良反应的结果。
37.采用激光与电子束双控成形的方法则与单独电子束及激光束成形存在很大的不同,本实施例中给出以下三种情况的成形方式:
38.(1)采用小颗粒度粉末,利用电子束的快速偏转作用,采用低电流高扫描速度的方法对成形区域的粉末进行预热,预热电流控制区间为:5ma~20ma,扫描速度控制为:20000mm/s~50000mm/s,反向选用电流与扫描速度
39.然后利用无极性的激光束高速扫描成形区域进行熔化成形,激光功率控制为:1000w~3000w,扫描速度控制为:2000mm/s~3000mm/s其有利效果是采用小颗粒度粉末和
相应的小层厚完成零件成形,零件的致密度和表面粗糙度皆优于单独电子束成形的零件,同时比单独激光成形速度快。
40.(2)采用大颗粒度粉末,依然采用电子束高速预热方式进行粉床预热,随后并调高电子束成形的电流和扫描速度,可以完成零件轮廓内部填充部分高致密度的成形,但在每一层填充部分成形结束后,采用无极性的激光束进行边界轮廓处的扫描,可以避免“吹粉”和大飞溅现象发生,保证扫描质量和边界轮廓的表面质量。
41.(3)采用小颗粒度粉末,利用无极性的激光束高速扫描成形区域进行熔化成形,激光功率控制为:200w~3000w,扫描速度控制为:200mm/s~10000mm/s其有利效果是采用小颗粒度粉末和相应的小层厚完成零件成形,零件的致密度和表面粗糙度皆优于单独电子束成形的零件。每完成几层的熔化后,利用电子束的快速偏转作用,采用低电流高扫描速度的方法对成形区域的粉末进行加热处理,预热电流控制区间为:5ma~20ma,扫描速度控制为:20000mm/s~50000mm/s,反向选用电流与扫描速度,起到消除应力防止变形的作用。
42.根据试验数据,为实现更好的熔化成形效果,本发明所述方法在控制参数上及数值范围设定如下:
43.铺粉层厚:0.01mm~0.3mm;
44.电子束扫描速度:200mm/s~50000mm/s;
45.电子束电流:5ma~100ma;
46.电子束扫描间距:0.05mm-2mm;
47.激光功率:100w~3000w;
48.激光扫描速度:200mm/s~10000mm/s。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。