一种具有高冲击韧性的tc2钛合金小锻件热处理方法
技术领域
1.本发明属于热处理技术领域,涉及一种具有高冲击韧性的tc2钛合金小锻件热处理方法。
背景技术:
2.tc2钛合金是一种具有中等强度和较好塑性的近α型钛合金,它含有4% α稳定元素al和1.5% β稳定元素mn。研究表明,tc2钛合金显微组织中的条状α相含量对tc2钛合金锻件的冲击韧性有较明显的影响,增加条状α含量可提高tc2钛合金锻件的冲击韧性。通常情况下,退火态tc2钛合金小规格棒材(直径≤100mm)的显微组织中条状α含量很低(大多≤10%),采用小规格棒材按常规工艺生产的锻件的显微组织中条状α含量也很低(大多≤10%),进而导致tc2钛合金小锻件的冲击韧性偏低。解决显微组织中片状α含量偏少问题是tc2钛合金小锻件的一大难题。
3.tc2钛合金锻造通常是在相变点下50~30℃加热,即t
β
-(50~30)℃加热。因温度较低,仅有少量的初生α相在加热过程中转变为β相。到达保温时间后,坯料出炉锻造,因坯料规格较小,在坯料与模具接触过程中,坯料迅速降温,少量的转变β相来不及析出更多的条状α相,进而导致锻件的显微组织中条状α相偏少。
4.经过常规锻造的tc2锻件,通常采用普通退火热处理,退火温度一般采用700℃~800℃。因退火温度较低,退火过程中几乎不会产生新的条状α,最终锻件的显微组织中条状α相偏少。
技术实现要素:
5.本发明的目的针对现有技术的不足,提出一种高冲击韧性的tc2钛合金小锻件热处理方法,利用高温加热和加热后空冷获得条状α相含量较高的显微组织,进而获得高冲击韧性。
6.本发明是通过以下技术方案实现的。
7.本发明所述的一种高冲击韧性的tc2钛合金小锻件热处理方法,包括以下步骤。
8.(1)将tc2钛合金小锻件放在电阻炉里进行加热,加热温度设定为在β相变点以下20℃,即t
β
-20℃,炉子到达设定温度后,保温时间t分钟,到达保温时间后,将坯料空冷至室温。
9.所述的保温时间t分钟:t(nim)=η
×
δ
max
,δ
max
毫米为坯料最大截面厚度,η为坯料的加热系数,取值为1.0~1.2,50分钟≤t≤120分钟。
10.(2)将经过步骤(1)处理后的锻件放在电阻炉中加热至740~790℃,保温1~2h,然后空冷至室温。
11.本发明的优点是:1、采用的加热炉最高精度
±
5℃,大多厂可满足条件,实施难度不高;2、锻件可获得条状α相含量≥15%的显微组织,具有较高的冲击性能。
附图说明
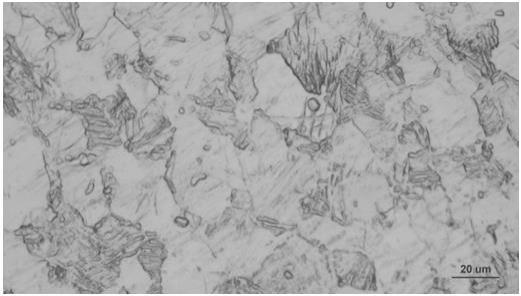
12.图1为试验1号锻件的显微组织图片。
13.图2为试验2号锻件的显微组织图片。
具体实施方式
14.本发明将通过以下实施例作进一步说明。
15.实施例1。
16.1、采用tc2钛合金φ80mm规格圆棒材,测定其相变点温度为tβ=976
±
3℃;下φ80
×
50mm规格试料两件,按常规方式锻造:试料先在电阻炉中进行加热,电阻炉精度为
±
10℃;加热温度设定为936℃,炉子到达设定温度后开始计时,保温时间设定为80min;达到保温时间后,坯料出炉锻造,在750kg自由锻锤上将坯料拔长至50
×
50
×
100mm,锻后将空冷至室温,成形后的锻件编号试验1号和试验2号。
17.2、试验1号锻件按普通退火热处理:试料在电阻炉中进行加热,电阻炉精度为
±
10℃;加热温度设定为780℃,炉子到达设定温度后开始计时,保温时间设定为2h;达到保温时间后,坯料出炉,空冷至室温。
18.3、试验2号锻件按本发明热处理。
19.(1)将试料在电阻炉中进行加热,电阻炉精度为
±
5℃;加热温度设定为956℃,炉子到达设定温度后开始计时,保温时间设定为60min;达到保温时间后,坯料出炉,空冷至室温。
20.(2)将试料在电阻炉中进行加热,电阻炉精度为
±
10℃;加热温度设定为780℃,炉子到达设定温度后开始计时,保温时间设定为2h;达到保温时间后,坯料出炉,空冷至室温。
21.4、热处理结束后,对试验1号锻件和试验2号锻件进行理化检测,检测内容:显微组织、纵向室温力学性能,试验1号锻件和试验2号锻件各理化试样均取在相同的位置。
22.表1是试验1号锻件(常规)和试验2号锻件(本发明)的室温力学性能对比情况。
23.试验1号锻件的显微组织如图1所示;试验2号锻件的显微组织如图2所示。
24.实施例2。
25.1、某tc2钛合金小模锻件,工件有效厚度为20mm。
26.2、第1、2、3炉次按普通退火热处理:试料在电阻炉中进行加热,电阻炉精度为
±
10℃;加热温度设定为780℃,炉子到达设定温度后开始计时,保温时间设定为2h;达到保温时间后,坯料出炉,空冷至室温。
27.3、第4、5、6炉次按本发明热处理。
28.(1)将试料在电阻炉中进行加热,电阻炉精度为
±
5℃;加热温度设定为956℃,炉子到达设定温度后开始计时,保温时间设定为50min;达到保温时间后,坯料出炉,空冷至室
温。
29.(2)将试料在电阻炉中进行加热,电阻炉精度为
±
10℃;加热温度设定为780℃,炉子到达设定温度后开始计时,保温时间设定为2h;达到保温时间后,坯料出炉,空冷至室温。
30.4、热处理结束后,对试验1号锻件和试验2号锻件进行理化检测,检测内容:显微组织、纵向室温力学性能,试验1号锻件和试验2号锻件各理化试样均取在相同的位置。
31.表2是第1、2、3炉次(常规)和第4、5、6炉次(本发明)锻件的室温力学性能对比情况。
技术特征:
1.一种高冲击韧性的tc2钛合金小锻件热处理方法,其特征是包括以下步骤:(1)将tc2钛合金小锻件放在电阻炉里进行加热,加热温度设定为在β相变点以下20℃,炉子到达设定温度后,保温时间t分钟,到达保温时间后坯料空冷至室温;所述的保温时间t分钟,按下式计算:t=η
×
δ
max
,δ
max
毫米为坯料最大截面厚度,η为坯料的加热系数,取值为1.0~1.2,50分钟≤t≤120分钟;(2)将经过步骤(1)处理后的锻件放在电阻炉中加热至740~790℃,保温1~2h,然后空冷至室温。
技术总结
一种高冲击韧性的TC2钛合金小锻件热处理方法,包括以下步骤:(1)将TC2钛合金小锻件放在电阻炉里进行加热,加热温度设定为在β相变点以下20℃,炉子到达设定温度后,保温时间t分钟,到达保温时间后坯料空冷至室温;所述的保温时间t分钟,按下式计算:t=η
技术研发人员:车安达 张元东 刘秀良 杨宏伟 舒勇 马思琴 施文鹏
受保护的技术使用者:江西景航航空锻铸有限公司
技术研发日:2022.03.14
技术公布日:2022/6/4
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
