1.本发明涉及不锈钢棒材加工技术领域,具体为用于汽车零部件的耐高温不锈钢棒及其加工工艺。
背景技术:
2.今年来,汽车工业的发展迅速,人们对汽车性能、环保、安全等要求也越来越高品质化,为了满足人们的购买和体验需求,各汽车零部件厂商也越来越重视对原材料的选择和使用。汽车排气系统、发动机长期处于高温、烟气环境中,排气系统的零部件构造包括岐管、前管、柔性管、转换器、中管、消声器和尾管等组成,发动机主要由曲柄连杆机构和配气机构,这些零部件内某些部位需要使用到不锈钢棒材。因此,提高不锈钢棒材的耐高温性能、耐腐蚀性,可改善排气系统的环境,延长排气系统的使用寿命。
3.本发明旨在提供一种汽车用不锈钢棒材的加工工艺,该工艺加工得到的不锈钢棒材,具有优异的耐高温性能、耐腐蚀性,可广泛应用于汽车排气系统等部件的制造。
技术实现要素:
4.本发明的目的在于提供用于汽车零部件的耐高温不锈钢棒及其加工工艺,以解决上述背景技术中提出的问题。
5.为了解决上述技术问题,本发明提供如下技术方案:用于汽车零部件的耐高温不锈钢棒,主要由以下化学成分组成,按重量百分比计,c:0.08~0.18%,si:0.7~1.2%,mn:0.6~1.0%,cr:17.0~19.0%,ni:0.50~1.00%,co:0.2~0.5%,al:0.7~1.2%,cu:0.2~0.5%,ti:0.006~0.02%,n:0.005~0.015%,余量为fe和不可避免的杂质。
6.进一步的,耐高温不锈钢棒主要由以下化学成分组成,按重量百分比计,c:0.09~0.12%,si:0.7~1.0%,mn:0.7~0.8%,cr:17.7~18.5%,ni:0.65~0.80%,co:0.2~0.4%,al:0.8~1.2%,cu:0.3~0.5%,ti:0.008~0.015%,n:0.007~0.012%,余量为fe和不可避免的杂质。
7.用于汽车零部件的耐高温不锈钢棒的加工工艺,包括以下步骤,
8.(1)钢水熔炼:s1.按各化学成分的质量百分数,将mn、ni、cr、cu和fe混合,置于电炉中,在温度为1300-1400℃条件下进行熔炼,至所有化学成分完全熔融,得到原熔液;s2.将ti、co置于电炉中熔炼,至ti、co完全熔融;加入c、n和si,继续熔炼,加入上述制备得到的原熔液,升温,得到预制钢水;将预制钢水转置经aod炉、lf炉精炼,得到钢水;
9.(2)铸造锻造成坯;氩气氛围下,将步骤(1)制备得到的钢水,浇铸到钢锭模中,铸模处理,获得电极棒;置于var炉中,真空条件下重熔冶炼,制得不锈钢铸锭;热至1150~1200℃,保温10~15h;升温至1300~1350℃,保温8~10h;降温1250~1280℃,保温10~15h;降温至1150~1200℃,保温4~6h;制得不锈钢棒坯;
10.(3)辊模拉拔,制备耐高温不锈钢棒;对不锈钢棒坯进行辊模冷拉拔,表面处理;升高温度至1150-1200℃,固溶处理,水冷却至室温;辊模冷拉拔,温度为20-30℃条件下,采用
固定模拉拔,归圆,制得耐高温不锈钢棒。
11.进一步的,耐高温不锈钢棒的加工工艺,包括以下步骤,
12.(1)钢水熔炼:s1.按各化学成分的质量百分数,将mn、ni、cr、cu和fe混合,置于电炉中,在温度为1300-1400℃条件下进行熔炼,至所有化学成分完全熔融,得到原熔液;s2.将ti、co置于电炉中,温度为1600~1800℃条件下进行熔炼,至ti、co完全熔融;加入c、n和si,保持温度为1750-1800℃条件下,继续熔炼3~4h,加入上述制备得到的原熔液,升温至1750~1850℃,保温40-50min,得到预制钢水;将预制钢水转置aod炉中,在温度为1850~1950℃条件下,精炼保温2~3h,再经lf炉精炼,得到钢水;
13.(2)铸造锻造成坯;氩气氛围下,将步骤(1)制备得到的钢水,浇铸到钢锭模中,铸模处理,获得电极棒;置于var炉中,真空条件下重熔冶炼,制得不锈钢铸锭;热至1150~1200℃,保温10~15h;升温至1300~1350℃,保温8~10h;降温1250~1280℃,保温10~15h;降温至1150~1200℃,保温4~6h;制得不锈钢棒坯;
14.(3)辊模拉拔,制备耐高温不锈钢棒;对不锈钢棒坯进行辊模冷拉拔,辊模拉拔的加工率为60%~85%,表面处理;升高温度至1150-1200℃,升温速度控制在300~400℃/min,固溶处理,水冷却至室温;辊模冷拉拔辊模拉拔的加工率为40%~90%;温度为20-30℃条件下,采用固定模拉拔,归圆,制得耐高温不锈钢棒。
15.进一步的,所述lf炉精炼具体如下,弱拌前5min,投入3~4m/吨的硅钙线,弱搅拌时间为10-20min,出钢温度为1580~1620℃。
16.进一步的,所述步骤(3)中表面处理的方法如下:
17.将辊模冷拉拔处理后的不锈钢棒浸入体积比为1.5:2的30wt.%硝酸和60wt.%氢氟酸的混酸液中,酸蚀处理15-20min,取出不锈钢棒,浸涂渗透剂,静置1.5-2h,烘干,备用;所述渗透剂由以下重量份数的原料组成,二氧化锡7-12份、氟硼酸钾20-24份、植酸15-17份、硅烷偶联剂17-23份。
18.进一步的,所述硅烷偶联剂为异丁基三乙氧基硅烷、乙烯基三甲氧基硅烷、乙烯基三乙氧基硅烷、硼酸酯偶联剂中的任意一种。
19.与现有技术相比,本发明所达到的有益效果是:
20.本发明添加mn、cr、ni、co、ti元素,通过对五种元素含量的调整,能够赋予不锈钢棒优异的耐温性能,保证不锈钢棒在600-800℃的高温下,依然保持良好的力学性能。
21.在制备过程中选择辊模冷拉拔-表面处理-升温固溶-辊模冷拉拔-常温固定模拉拔的加工工艺,代替常规的一次性锻造方案;减少了加工过程中的变性量,加工尺寸更精准;其次在辊模冷拉拔,后对不锈钢棒进行了表面处理,首先使用混酸溶液酸蚀不锈钢棒,使其表面产生酸蚀微孔,然后浸涂渗透剂,由于渗透剂中的植酸具有特殊的分子结构,可络合绝大数金属离子,加之硅烷偶联剂的粘合作用,可使渗透剂紧密封堵酸蚀微孔,在不锈钢棒表面形成一层保护膜,在辊模拉拔过程中可起到润滑、减少摩擦变形的效果;其次,渗透剂中的硅烷偶联剂、氟硼酸钾在1150-2000℃高温条件下,逐渐生成碳、硅、硼,覆盖在不锈钢棒表面;二氧化锡在碳、硅催化作用下与fe、cr、ni形成致密结构,从而增加不锈钢棒的耐高温性能和机械性能,可广泛用于汽车发动机、排气系统等零部件的生产制造。
具体实施方式
22.下面对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.实施例1
24.用于汽车零部件的耐高温不锈钢棒的加工工艺,包括以下步骤,
25.(1)钢水熔炼:s1.按各化学成分的质量百分数,将mn、ni、cr、cu和fe混合,置于电炉中,在温度为1300℃条件下进行熔炼,至所有化学成分完全熔融,得到原熔液;s2.将ti、co置于电炉中,温度为1600℃条件下进行熔炼,至ti、co完全熔融;加入c、n和si,保持温度为1750℃条件下,继续熔炼3h,加入上述制备得到的原熔液,升温至1800℃,保温40min,得到预制钢水;将预制钢水转置aod炉中,在温度为1850℃条件下,精炼保温2h,再经lf炉精炼,得到钢水;
26.(2)铸造锻造成坯;氩气氛围下,将步骤(1)制备得到的钢水,浇铸到钢锭模中,铸模处理,获得电极棒;置于var炉中,真空条件下重熔冶炼,制得不锈钢铸锭;热至1150℃,保温12h;升温至1300℃,保温9h;降温12600℃,保温10h;降温至1150℃,保温4h;制得不锈钢棒坯;
27.(3)辊模拉拔,制备耐高温不锈钢棒;对不锈钢棒坯进行辊模冷拉拔,辊模拉拔的加工率为75%,表面处理;升高温度至1150℃,升温速度控制在300℃/min,固溶处理,水冷却至室温;辊模冷拉拔辊模拉拔的加工率为40%;温度为20℃条件下,采用固定模拉拔,归圆,制得耐高温不锈钢棒。
28.其中,lf炉精炼具体如下,弱拌前5min,投入3m/吨的硅钙线,弱搅拌时间为10-20min,出钢温度为1580℃。
29.步骤(3)中表面处理的方法如下:将辊模冷拉拔处理后的不锈钢棒浸入体积比为1.5:2的30wt.%硝酸和60wt.%氢氟酸的混酸液中,酸蚀处理15min,取出不锈钢棒,浸涂渗透剂,静置1.5h,烘干,备用;所述渗透剂由以下重量份数的原料组成,二氧化锡7份、氟硼酸钾20份、植酸15份、异丁基三乙氧基硅烷17份。
30.本实施例中耐高温不锈钢棒主要由以下化学成分组成,按重量百分比计,c:0.09%,si:0.8%,mn:0.7%,cr:17.7%,ni:0.7%,co:0.3%,al:0.9%,cu:0.3%,ti:0.008%,n:0.007%,余量为fe和不可避免的杂质。
31.实施例2
32.用于汽车零部件的耐高温不锈钢棒的加工工艺,包括以下步骤,
33.(1)钢水熔炼:s1.按各化学成分的质量百分数,将mn、ni、cr、cu和fe混合,置于电炉中,在温度为1350℃条件下进行熔炼,至所有化学成分完全熔融,得到原熔液;s2.将ti、co置于电炉中,温度为1700℃条件下进行熔炼,至ti、co完全熔融;加入c、n和si,保持温度为1750℃条件下,继续熔炼3.5h,加入上述制备得到的原熔液,升温至1800℃,保温45min,得到预制钢水;将预制钢水转置aod炉中,在温度为1870℃条件下,精炼保温2.5h,再经lf炉精炼,得到钢水;
34.(2)铸造锻造成坯;氩气氛围下,将步骤(1)制备得到的钢水,浇铸到钢锭模中,铸
模处理,获得电极棒;置于var炉中,真空条件下重熔冶炼,制得不锈钢铸锭;热至1170℃,保温12h;升温至1370℃,保温9h;降温1270℃,保温11h;降温至1170℃,保温5h;制得不锈钢棒坯;
35.(3)辊模拉拔,制备耐高温不锈钢棒;对不锈钢棒坯进行辊模冷拉拔,辊模拉拔的加工率为75%,表面处理;升高温度至1180℃,升温速度控制在400℃/min,固溶处理,水冷却至室温;辊模冷拉拔辊模拉拔的加工率为50%;温度为25℃条件下,采用固定模拉拔,归圆,制得耐高温不锈钢棒。
36.其中,lf炉精炼具体如下,弱拌前5min,投入4m/吨的硅钙线,弱搅拌时间为20min,出钢温度为1620℃。
37.步骤(3)中表面处理的方法如下:将辊模冷拉拔处理后的不锈钢棒浸入体积比为1.5:2的30wt.%硝酸和60wt.%氢氟酸的混酸液中,酸蚀处理15-20min,取出不锈钢棒,浸涂渗透剂,静置2h,烘干,备用;所述渗透剂由以下重量份数的原料组成,二氧化锡9份、氟硼酸钾21份、植酸16份、异丁基三乙氧基硅烷19份。
38.本实施例中耐高温不锈钢棒主要由以下化学成分组成,按重量百分比计,c:0.10%,si:0.9%,mn:0.7%,cr:18.0%,ni:0.75%,co:0.3%,al:1.0%,cu:0.4%,ti:0.011%,n:0.008%,余量为fe和不可避免的杂质。
39.实施例3
40.用于汽车零部件的耐高温不锈钢棒的加工工艺,包括以下步骤,
41.(1)钢水熔炼:s1.按各化学成分的质量百分数,将mn、ni、cr、cu和fe混合,置于电炉中,在温度为1400℃条件下进行熔炼,至所有化学成分完全熔融,得到原熔液;s2.将ti、co置于电炉中,温度为1800℃条件下进行熔炼,至ti、co完全熔融;加入c、n和si,保持温度为1800℃条件下,继续熔炼4h,加入上述制备得到的原熔液,升温至1850℃,保温40-50min,得到预制钢水;将预制钢水转置aod炉中,在温度为1950℃条件下,精炼保温3h,再经lf炉精炼,得到钢水;
42.(2)铸造锻造成坯;氩气氛围下,将步骤(1)制备得到的钢水,浇铸到钢锭模中,铸模处理,获得电极棒;置于var炉中,真空条件下重熔冶炼,制得不锈钢铸锭;热至1200℃,保温15h;升温至1350℃,保温10h;降温1280℃,保温15h;降温至1200℃,保温6h;制得不锈钢棒坯;
43.(3)辊模拉拔,制备耐高温不锈钢棒;对不锈钢棒坯进行辊模冷拉拔,辊模拉拔的加工率为85%,表面处理;升高温度至1200℃,升温速度控制在300℃/min,固溶处理,水冷却至室温;辊模冷拉拔辊模拉拔的加工率为40%;温度为30℃条件下,采用固定模拉拔,归圆,制得耐高温不锈钢棒。
44.其中,lf炉精炼具体如下,弱拌前5min,投入4m/吨的硅钙线,弱搅拌时间为20min,出钢温度为1620℃。
45.步骤(3)中表面处理的方法如下:将辊模冷拉拔处理后的不锈钢棒浸入体积比为1.5:2的30wt.%硝酸和60wt.%氢氟酸的混酸液中,酸蚀处理20min,取出不锈钢棒,浸涂渗透剂,静置2h,烘干,备用;所述渗透剂由以下重量份数的原料组成,二氧化锡12份、氟硼酸钾24份、植酸17份、异丁基三乙氧基硅烷23份。
46.本实施例中耐高温不锈钢棒主要由以下化学成分组成,按重量百分比计,c:
0.12%,si:1.0%,mn:0.7%,cr:18.5%,ni:0.65%,co:0.4%,al:1.2%,cu:0.5%,ti:0.015%,n:0.012%,余量为fe和不可避免的杂质。
47.实施例4
48.用于汽车零部件的耐高温不锈钢棒的加工工艺,包括以下步骤,
49.(1)钢水熔炼:s1.按各化学成分的质量百分数,将mn、ni、cr、cu和fe混合,置于电炉中,在温度为1400℃条件下进行熔炼,至所有化学成分完全熔融,得到原熔液;s2.将ti、co置于电炉中,温度为1800℃条件下进行熔炼,至ti、co完全熔融;加入c、n和si,保持温度为1800℃条件下,继续熔炼4h,加入上述制备得到的原熔液,升温至1850℃,保温40-50min,得到预制钢水;将预制钢水转置aod炉中,在温度为1950℃条件下,精炼保温3h,再经lf炉精炼,得到钢水;
50.(2)铸造锻造成坯;氩气氛围下,将步骤(1)制备得到的钢水,浇铸到钢锭模中,铸模处理,获得电极棒;置于var炉中,真空条件下重熔冶炼,制得不锈钢铸锭;热至1200℃,保温15h;升温至1350℃,保温10h;降温1280℃,保温15h;降温至1200℃,保温6h;制得不锈钢棒坯;
51.(3)锻造,制备耐高温不锈钢棒;对不锈钢棒坯进行锻造处理,制得耐高温不锈钢棒。
52.其中,lf炉精炼具体如下,弱拌前5min,投入4m/吨的硅钙线,弱搅拌时间为20min,出钢温度为1620℃。
53.步骤(3)中表面处理的方法如下:将辊模冷拉拔处理后的不锈钢棒浸入体积比为1.5:2的30wt.%硝酸和60wt.%氢氟酸的混酸液中,酸蚀处理20min,取出不锈钢棒,浸涂渗透剂,静置2h,烘干,备用;所述渗透剂由以下重量份数的原料组成,二氧化锡12份、氟硼酸钾24份、植酸17份、异丁基三乙氧基硅烷23份。
54.本实施例中耐高温不锈钢棒主要由以下化学成分组成,按重量百分比计,c:0.12%,si:1.0%,mn:0.7%,cr:18.5%,ni:0.65%,co:0.4%,al:1.2%,cu:0.5%,ti:0.015%,n:0.012%,余量为fe和不可避免的杂质。
55.实施例5
56.用于汽车零部件的耐高温不锈钢棒的加工工艺,包括以下步骤,
57.(1)钢水熔炼:s1.按各化学成分的质量百分数,将mn、ni、cr、cu和fe混合,置于电炉中,在温度为1400℃条件下进行熔炼,至所有化学成分完全熔融,得到原熔液;s2.将ti、co置于电炉中,温度为1800℃条件下进行熔炼,至ti、co完全熔融;加入c、n和si,保持温度为1800℃条件下,继续熔炼4h,加入上述制备得到的原熔液,升温至1850℃,保温40-50min,得到预制钢水;将预制钢水转置aod炉中,在温度为1950℃条件下,精炼保温3h,再经lf炉精炼,得到钢水;
58.(2)铸造锻造成坯;氩气氛围下,将步骤(1)制备得到的钢水,浇铸到钢锭模中,铸模处理,获得电极棒;置于var炉中,真空条件下重熔冶炼,制得不锈钢铸锭;热至1200℃,保温15h;升温至1350℃,保温10h;降温1280℃,保温15h;降温至1200℃,保温6h;制得不锈钢棒坯;
59.(3)辊模拉拔,制备耐高温不锈钢棒;对不锈钢棒坯进行辊模冷拉拔,辊模拉拔的加工率为85%;升高温度至1200℃,升温速度控制在300℃/min,固溶处理,水冷却至室温;
辊模冷拉拔辊模拉拔的加工率为40%;温度为30℃条件下,采用固定模拉拔,归圆,制得耐高温不锈钢棒。
60.其中,lf炉精炼具体如下,弱拌前5min,投入4m/吨的硅钙线,弱搅拌时间为20min,出钢温度为1620℃。
61.本实施例中耐高温不锈钢棒主要由以下化学成分组成,按重量百分比计,c:0.12%,si:1.0%,mn:0.7%,cr:18.5%,ni:0.65%,co:0.4%,al:1.2%,cu:0.5%,ti:0.015%,n:0.012%,余量为fe和不可避免的杂质。
62.效果例
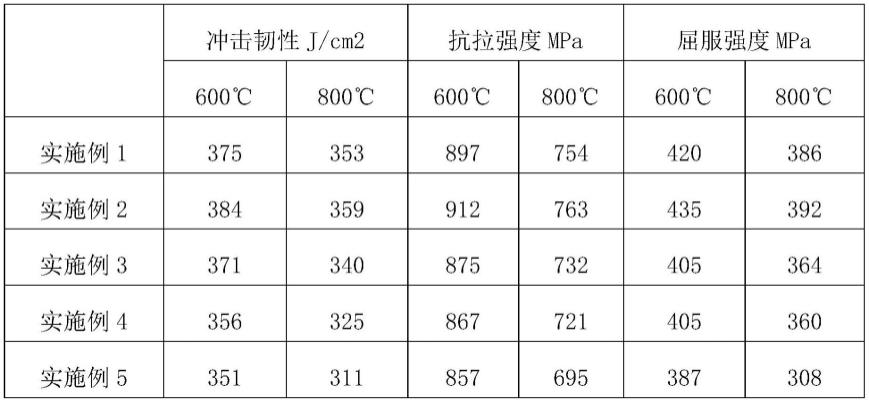
63.取实施例1-5制备得到的不锈钢棒材(截面直径为30mm,长度2m),对其耐高温性能进行检测。
[0064][0065]
表1
[0066]
由表1数据可见,本发明实施例1-3制备得到的不锈钢棒在600℃和800℃高温下,具有较强的冲击韧性、抗拉强度和屈服强度,不锈钢棒具有良好的耐高温性能。实施例4中,实施例4中不锈钢棒的制备方法采用直接锻造法,实施例5中辊模冷拉拔后,未进行表面处理,实施例4-5制备得到的不锈钢棒在高温下的冲击韧性、抗拉强度和屈服强度均变差,尤其是在800条件下,性能下降幅度较大。因此说明,本方案的加工工艺制备得到的不锈钢棒的性能最优。
[0067]
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
