一种用于制备有序多孔石墨转子的模板结构及采用3d技术成型的方法
技术领域
1.本发明涉及金属—树脂异质材料耦合的大尺寸精细结构件制造技术领域,具体涉及一种用于制备有序多孔石墨转子的模板结构及采用3d技术成型的方法。
背景技术:
2.目前,国内铝加工企业主要采用旋转喷吹工艺净化铝熔体,除氢净化装置的关键部件是石墨转子。铝合金精炼期间,惰性气体经石墨转轴中心通孔流入高速旋转的石墨转子喷嘴,由喷嘴以细小气泡形式射入铝熔体。气泡螺旋上升过程中,利用分压差携带铝熔体中的氢和渣,上浮至液面。扒渣去除后,即可实现净化的目的。通常来说,气泡越小,铝熔体净化效果越好。然而,受到现有加工技术水平的限制,传统石墨转子的喷嘴孔径较大(≧1 mm),不利于气体熔剂(n2或ar等)的分散和破碎细化,导致铝熔体中氢含量偏高≧0.12 ~ 0.15 cm3/100g
·
al,引起铝制品性能恶化。
3.针对石墨转子喷嘴尺寸、分布位置、数量、孔道结构等特点,研制一种由相互联结杆件构成的多孔网络结构。随后,将该多孔网络结构作为造孔模板,填充入石墨与沥青的混合粉中,等静压制成致密的石墨圆柱坯料。焙烧和石墨化后,去除模板(多孔网络结构),可在石墨圆柱内部形成孔隙壁面,从而实现造孔功能。最后,去除石墨圆柱多余部分,获得的石墨转子因组织致密,而兼具优异力学性能及微小喷嘴的结构。
4.用于承担在石墨转子内部“造孔”功能的模板,属于一种大尺寸精细网络结构,需要具有如下特征:结构排列周期有序,布局可裁减,尺寸均一,大小宏微观可精准调控,稳定性和刚度优异,与石墨材料有较好的相容性。虽然,传统模板法也可制备出具有一定孔隙体积占比和力学性能的多孔网络结构,但是其存在以下弊端:1)难以依据石墨转子喷嘴尺寸、分布位置、数量等特征,精确加工出具有特定孔隙体积占比和孔径的网络结构;2)整体刚性差等不足。
5.为了提高铝熔体除氢的效率,需要制备出一种具有较高强度的结构尺寸可调的造孔模板,以满足石墨转子对更小喷嘴孔径的需求。
技术实现要素:
6.本发明要解决的技术问题是:为突破传统加工方法制造微小喷嘴石墨转子的技术瓶颈,提供一种兼顾“造孔”与力学性能要求的用于制备有序多孔石墨转子的模板结构及采用3d技术成型的方法。
7.解决上述技术问题的技术方案是:一种用于制备有序多孔石墨转子的模板结构,包括主干、环形镂空体和多组枝干,所述主干从上往下依次由顶空心圆柱、n个中间空心圆柱和底空心圆柱套装构成,n为1-3,所述顶空心圆柱和中间空心圆柱内开有上小下大的阶梯孔,阶梯孔下端内壁设置有定位凸柱,所述底空心圆柱内开有等径孔,顶空心圆柱的底面开有用于安装枝干的半圆安装槽,所述中间空心圆柱和底空心圆柱是由上小空心圆柱和下
大空心圆柱构成,上小空心圆柱外壁上设置有定位凹柱,中间空心圆柱的下大空心圆柱的顶面和底面以及底空心圆柱的下大空心圆柱的顶面开有用于安装枝干的半圆安装槽,上小空心圆柱上开有与下大空心圆柱顶面上的半圆安装槽连通的连通孔。
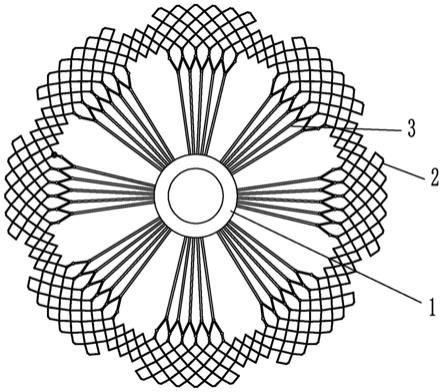
8.所述环形镂空体是由多个扇环树冠和连接在两个相邻扇环树冠之间的扇环侧枝杆构成,环形镂空体的外缘是与石墨转子外缘对应的凹凸间隔形状,即扇环树冠的半径大于扇环侧枝杆的半径,扇环树冠和扇环侧枝杆均是由细杆构成的八面体通过三维阵列及布尔运算的方式在空间上堆积拼接构成,所述八面体由八根与水平面夹角α≧45
°
的细杆组成,细杆的交汇处采用球形节点连接,所述环形镂空体扇环树冠内侧的细杆交汇处设置有用于与枝干连接的装配球节点,装配球节点上开有装配孔。
9.每组枝干包括分枝杆和由周向等角度间隔排列的多根粗杆,所述分枝杆包括多个依次连接的v形杆和与v形杆开口端连接的连杆,v形杆尖端与粗杆连接,每组枝干的分枝杆和粗杆上下排列成n 1层,所述连杆通过装配球节点的装配孔与环形镂空体连接,粗杆一端位于主干的半圆安装槽内。
10.所述细杆直径d
cylin
取值为:0.2 mm≦d
cylin
≦0.5 mm;球形节点的直径d
sphere
≦2.5 mm,装配球节点的孔径d
assem
与细杆直径d
cylin
的关系:d
assem =3d
cylin
(0.10~0.20)mm,粗杆直径d
stem
与细杆直径d
cylin
关系:d
stem
=2.5d
cylin
,粗杆的长度l
stem
为石墨转子外径d
gra
的0.22~0.28倍,分枝杆直径d
branch
与细杆直径d
cylin
关系:d
branch
=2d
cylin
。
11.本发明另一技术方案是:一种采用3d技术成型上述模板结构的方法,包括以下步骤:步骤一、环形镂空体和枝干均采用金属材质的粉体制备,选择光敏树脂作为成型主干的材料。
12.步骤二、以石墨转子外径d
gra
及0.75d
gra
的尺寸为直径绘制圆环,石墨转子扇形叶片轮廓与圆环相交,所形成的区域视为环形镂空体所处的区域。
13.步骤三、依据下述公式计算石墨圆柱的孔隙体积占比φ:φ =模板结构的体积v
pore
/石墨圆柱实体的体积v
entity
其中,模板结构的体积v
pore =主干热解碳化后形成的空腔体积 环形镂空体体积 枝干体积,孔隙体积占比φ要求为0.02~ 0.05。
14.步骤四、金属粉末预处理用陶瓷器皿承装粒径为15-53μm的金属粉末,随后,将陶瓷器皿放入真空烘箱,加热至373k保温2h,将烘干的金属粉末取出,用200-280目筛网筛分后,备用。
15.步骤五、金属3d打印准备采用粉末床激光熔化金属3d打印设备成型环形镂空体和枝干,将钛合金基板材质喷砂处理后,安装入成型缸,接着,成型缸下降一个层厚,供粉缸则相应地上升一个层厚,刮刀将供粉缸的粉末刮至成型缸内,在基板表面均匀铺上一层的金属粉末,多余的粉末刮至回收缸,随后,基板预热至330-350k,将高纯ar气通入成型室内,同时,控制成型室内含氧量低于0.1%。
16.步骤六、环形镂空体和枝干的金属3d成型参数将环形镂空体和枝干的三维模型导入数据处理软件进行切片、路径规划和打印参数处理,制作可以加工的数据工程,针对环形镂空体和枝干的细小特征,工艺参数为:激光
扫描功率200 ~ 300w;光斑直径80 ~ 100 μm;扫描速度800 ~ 1500mm/s;扫描间距为 100μm;层厚30 ~ 60μm。
17.步骤七、金属3d成型环形镂空体和枝干待设备氧含量、基板温度、惰性气体等参数达到设定的条件后,点击开始按钮启动打印,在扫描振镜的控制下,激光束依据环形镂空体和枝干的当前层截面形状进行快速扫描金属粉末,使其熔化凝固形成熔覆层,随着,环形镂空体和枝干的当前层扫描完毕,钛合金基板下降一个层厚,供粉缸相应地上升一个层厚,由刮刀在基板上再次铺一层金属粉末,然后进行环形镂空体和枝干的下一层扫描,重复上述过程,直至环形镂空体和枝干成型结束。
18.步骤八、环形镂空体和枝干的后处理将环形镂空体和枝干放入真空炉中加热至923 ~ 1123k保温2 ~ 4h,以消除内部应力,随炉空冷后,取出,将环形镂空体和枝干从基板上切除分离。
19.步骤九、主干光固化的成型参数将主干的空心阶梯圆柱三维模型转化为 stl 格式的文件导出,接着,采用切片软件对该stl 文件的模型进行切片处理,获得主干的截面层数据,再将该数据导入sla光固化打印机系统,由系统设计扫描路径,并精确控制激光扫描器和升降台的运动轨迹,工艺参数为:轮廓扫描速度8000mm/s;填充扫描速度2000mm/s;支撑扫描速度2000mm/s;跳跨速度30000mm/s;工作台进给速度5mm/s。
20.步骤十、光固化成型主干通过扫描器将激光光束按设计的扫描路径投射到液态光敏树脂中,使特定区域的树脂固化形成主干的一个截面层;随后,升降台下降一个截面层厚,并使树脂流动覆盖在固化层上,再由激光固化主干的下一个截面层;反复上述流程,直至层层叠加构成主干实体。
21.步骤十一、装配依次将金属材质枝干与金属材质环形镂空体、光敏树脂主干进行组装,即可获得异质材料耦合的“轴树”模板结构。
22.由于采用上述技术方案,本发明具有以下有益效果:1、石墨转子内部造孔的模板及采用3d技术成型模板的制备方法是结合了造孔的大尺寸精细网络结构设计、采用金属材质及3d技术成型大尺寸精细网络结构、采用光敏树脂c-uv 9400材质及光固化技术成型模板组件,以消除后续石墨复合材料制备过程中的热应力。
23.2、本发明制备的模板结构具有较高强度,且基于石墨转子喷孔结构特点,采用树状结构单元对石墨材料内部进行填充,达到了精准调控石墨转子喷孔的孔间距、孔径尺寸、开孔位置等目的,从而满足了石墨转子对更小喷嘴孔径的需求。
24.3、本发明制备的模板结构与石墨材料复合后,可以采用酸腐蚀的方式方便地去除,从而获得功能有序多孔石墨材料。
25.下面,结合附图和实施例对本发明之一种用于制备有序多孔石墨转子的模板结构及采用3d技术成型的方法的技术特征作进一步的说明。
附图说明
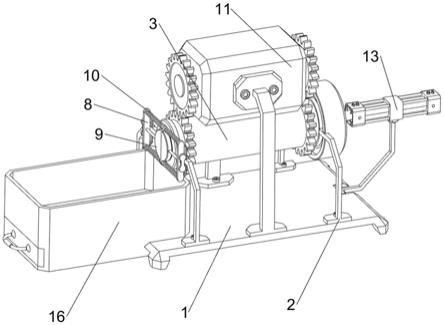
26.图1:本发明之用于制备有序多孔石墨转子的模板结构主视图。
27.图2:本发明之用于制备有序多孔石墨转子的模板结构立体图。
28.图3:本发明之主干立体图。
29.图4:本发明主干之中间空心圆柱立体图之一。
30.图5:本发明主干之中间空心圆柱立体图之二。
31.图6:本发明主干之顶空心圆柱立体图。
32.图7:本发明主干之底空心圆柱立体图。
33.图8:本发明之环形镂空体立体图。
34.图9:本发明之八面体立体图。
35.图10:本发明之装配球节点结构示意图。
36.图11:本发明之扇环树冠结构示意图。
37.图12:本发明之枝干结构示意图。
38.图13:图8的a部放大图。
具体实施方式
39.实施例1:一种用于制备有序多孔石墨转子的模板结构,包括主干1、环形镂空体2和多组枝干3,所述主干从上往下依次由顶空心圆柱11、底空心圆柱13和n个中间空心圆柱12套装构成,n为2,所述顶空心圆柱和中间空心圆柱内开有上小下大的阶梯孔14,阶梯孔下端内壁设置有定位凸柱15,所述底空心圆柱内开有等径孔,顶空心圆柱的底面开有用于安装枝干的半圆安装槽17,所述中间空心圆柱和底空心圆柱是由上小空心圆柱18和下大空心圆柱19构成,上小空心圆柱外壁上设置有定位凹柱16,中间空心圆柱的下大空心圆柱的顶面和底面以及底空心圆柱的下大空心圆柱的顶面开有用于安装枝干的半圆安装槽17,上小空心圆柱上开有与下大空心圆柱顶面上的半圆安装槽连通的连通孔110。
40.所述环形镂空体2是由多个扇环树冠21和连接在两个相邻扇环树冠之间的扇环侧枝杆22构成,环形镂空体的外缘是与石墨转子外缘对应的凹凸间隔形状,即扇环树冠的半径大于扇环侧枝杆的半径,扇环树冠和扇环侧枝杆均是由细杆23构成的八面体通过三维阵列及布尔运算的方式在空间上堆积拼接构成,所述八面体由八根与水平面夹角α≧45
°
的细杆组成,细杆的交汇处采用球形节点24连接,所述环形镂空体扇环树冠21内侧的细杆交汇处设置有用于与枝干连接的装配球节点25,装配球节点上开有装配孔26。
41.每组枝干3包括分枝杆31和由周向等角度间隔排列的多根粗杆32,所述分枝杆包括多个依次连接的v形杆311和与v形杆开口端连接的连杆312,v形杆尖端与粗杆连接,每组枝干的分枝杆和粗杆上下排列成n 1层,所述连杆通过装配球节点的装配孔与环形镂空体连接,粗杆一端位于主干的半圆安装槽内。
42.实施例2:一种采用3d技术成型如实施例1所述模板结构的方法,该工艺结合了造孔的大尺寸精细网络结构设计、采用金属材质及3d技术成型大尺寸精细网络结构、采用光敏树脂c-uv 9400材质及光固化技术成型模板组件,以消除后续石墨复合材料制备过程中的热应力,它包括如下步骤及其工艺条件:步骤一、优选“轴树”结构构建造孔模板
依据石墨转子喷嘴尺寸、分布位置、数量、内部孔道结构等几何特征,优选“轴树”结构构建用于石墨转子内部造孔的模板。其中:
⑴
将石墨转子与石墨转轴连接的中心通气区域视为“轴树”的主干,用于承担通气枢纽功能。气体熔剂(n2或ar等)由“轴树”主干出发可以到达石墨转子的任何一个终端喷嘴,形成气体通道。
43.⑵
向内延伸石墨转子扇形叶片的轮廓,直至抵达石墨转子几何中心,并以石墨转子几何中心为圆心,石墨转子外径d
gra
及0.75d
gra
的尺寸为直径绘制圆环。扇形叶片轮廓与圆环相交,所形成的区域视为“轴树”的环形镂空体区域,树冠承担终端喷嘴功能。
44.⑶
将从主干到达树冠所途经的路径,视为“轴树”结构的枝干,枝干承担通气支路功能。
45.步骤二、优选石墨转子喷嘴孔径的取值范围石墨转子喷嘴孔径是在石墨材料内部构建孔壁结构的重要功能性参数。在单位面积喷嘴数量相同的条件下,喷嘴孔径过大,会使得孔壁间距过小,导致石墨转子组织疏松,抗氧化性能及力学强度变差。而喷嘴孔径过小,会引起“轴树”结构成型困难且刚度较差。另外,在石墨转子使用过程,易于被堵塞,导致气体熔剂(n2或ar等)无法有效地输送。为了便于“轴树”结构成型及充分发挥石墨转子净化铝熔体的性能,优选喷嘴孔径为:0.2 mm。
46.步骤三、优选孔隙体积占比在同等喷嘴孔径的条件下,石墨转子孔隙体积占比越大,其喷嘴的数量越多,生成的气泡也越多,有助于提升铝熔体的净化效果。然而,孔隙体积占比过大,会引起组织疏松,导致抗氧化性能下降。为了兼顾石墨转子喷嘴数量和抗氧化性能的需求,优选孔隙体积占比为0.02。
47.步骤四、优选构建树冠的八面单元体为了规避树冠产生悬垂结构的影响,以八面体作为基本单元构建树冠结构,该基本单元由八个与水平面夹角α= 45
°
(临界成型角)的细杆组成,以规避树冠结构3d成型失效的问题。
48.步骤五、设计树冠八面体单元的细杆直径d
cylin
取值为:d
cylin
= 0.3 mm。在细杆汇交处,创建作为次级配气枢纽的球形节点,以确保各分支气路的通畅。球形节点的直径d
sphere
= 2.5 mm。在该扇形区域,通过三维阵列及布尔运算的方式,将八面体单元在空间上堆积,生成树冠结构。
49.步骤六、设计装配节点为了实现树冠与枝干的组装,在树冠内侧设计装配节点。该装配节点的结构特点是在侧向设置了装配孔。考虑到侧向设置的装配孔采用3d技术成型时,会产生形位误差,且该形位误差随着装配孔数量的增多而增大,为确保装配孔功能的实现,其孔径d
assem
与细杆直径d
cylin
存在如下关系:d
assem ≈ 3d
cylin
0.15 mm。
50.步骤七、设计环形镂空体结构结合石墨转子喷嘴尺寸、分布位置、数量及扇形叶片等的几何特征,采用直径d
cylin
的侧枝杆,将周向排列的树冠依次连接,形成环形镂空体结构。
51.步骤八、设计枝干考虑到枝干在整个网络体系中的气体分配功能,枝干由周向等角度间隔排列的粗
杆及分枝杆组成,粗杆直径d
stem
与细杆直径d
cylin
存在如下关系:d
stem
= 2.5d
cylin
,粗杆的长度l
stem
约为石墨转子外径0.25d
gra
。该系列尺寸设计的目的是:在确保满足气体熔剂(n2或ar等)由枝干向树冠末端合理分配的前提下,减小枝干体积,增大石墨转子相应区域组织的致密性。粗杆之间通过其顶部的分枝杆相连接。通过将分枝杆插入装配孔,即可完成枝干与树冠的组装。同理,为满足气体合理分配,分枝杆直径d
branch
与细杆直径d
cylin
关系如下:d
branch
=2d
cylin
。
52.步骤九、设计主干主干由空心阶梯圆柱装配而成,空心阶梯圆柱的顶面和底面均设置了半圆形安装槽,用于装配枝杆。空心阶梯圆柱的顶面和底面还分别设有定位作用的半圆形凹柱和凸柱。此外,空心阶梯圆柱的内孔为阶梯孔,便于空心阶梯圆柱间的相互配合。
53.步骤十、优选环形镂空体和枝干的材质为满足“轴树”结构的刚性及(酸蚀)去除便利的需要,环形镂空体和枝干采用tc4材质的粉体制备。
54.步骤十一、优选主干的材质对于圆柱状石墨材料而言,随着枝干向主干的中心区域汇集,单位体积tc4材质枝干的占比增大,会导致tc4材质枝干与石墨材料本体之间的热应力急剧增加,进而会在石墨圆柱材料内部引发裂纹,造成石墨圆柱材料报废。为了消除石墨圆柱中心区域的应力集中,优选光敏树脂c-uv 9400作为成型主干的材料。其原理是:
①
石墨圆柱焙烧过程中,随着有机成分沥青等脱水去除,石墨颗粒收缩并与tc4材质环形镂空体和tc4材质枝干的外壁紧密贴合,从而在石墨材料内部形成孔壁。同时,光敏树脂c-uv 9400材质发生热解碳化,使得主干的体积v
trunk
锐减至20%以下,在石墨圆柱材料内形成空腔。该空腔为受热膨胀的tc4材质环形镂空体和tc4材质枝干提供了伸展的空间,从而消除了大部分热应力,确保了石墨圆柱焙烧后的完整性;
②
在高温石墨化(温度≧3073k)环节中,随着温度的升高超过金属的熔点,tc4材质环形镂空体和tc4材质枝干液化,tc4熔体流入空腔。炉冷期间,随着温度下降,tc4材质环形镂空体和tc4材质枝干凝固。由于环形镂空体和枝干的形状发生改变,使得环形镂空体和枝干在孔壁处与石墨材料脱离接触。另外,空腔提供了环形镂空体和枝干自由伸展的空间,因而,热应力得以消除。
55.步骤十二、验证孔隙体积占比依据下述公式计算石墨圆柱的孔隙体积占比φ:φ =轴树结构的体积v
pore
/石墨圆柱实体的体积v
entity
其中,轴树结构的体积v
pore = 空腔体积 镂空体 枝干体积。如果获得的孔隙体积占比φ数值≦0.02,则返回步骤五,重新设计轴树结构,直至孔隙体积占比:0.02≦φ≦0.05,才执行下面的步骤十三。
56.步骤十三、tc4粉末预处理用陶瓷器皿承装粒径为15μm的tc4粉末,随后,将陶瓷器皿放入真空烘箱,加热至373k保温2h。将烘干的tc4粉末取出,用200目筛网筛分后,备用。
57.步骤十四、金属3d打印准备采用粉末床激光熔化(slm)金属3d打印设备成型环形镂空体和枝干。将钛合金基板材质喷砂处理后,安装入成型缸。接着,成型缸下降一个层厚(30μm),供粉缸则相应地上
升一个层厚。刮刀将供粉缸的粉末刮至成型缸内,在基板表面均匀铺上一层的金属粉末tc4粉末,多余的粉末刮至回收缸。随后,基板预热至330k,将高纯ar气通入成型室内。同时,控制成型室内含氧量低于0.1%。
58.步骤十五、优选环形镂空体和枝干的金属3d成型参数将环形镂空体和枝干的三维模型导入专用的xdm intelliproc(切片软件)、xdm intelliceslice(路径规划)等数据处理软件进行切片、路径规划和打印参数处理,制作可以加工的数据工程。针对环形镂空体和枝干的细小特征,优选的参数为:激光扫描功率200w;光斑直径80μm;扫描速度800mm/s;扫描间距为 100μm;层厚30μm。
59.步骤十六、金属3d成型环形镂空体和枝干待设备氧含量、基板温度、惰性气体等参数达到设定的条件后,点击开始按钮启动打印。在扫描振镜的控制下,激光束依据环形镂空体和枝干的当前层截面形状进行快速扫描金属粉末,使其熔化
→
凝固形成熔覆层。随着,环形镂空体和枝干的当前层扫描完毕,钛合金基板下降一个层厚,供粉缸相应地上升一个层厚。由刮刀在基板上再次铺一层金属粉末,然后进行环形镂空体和枝干的下一层扫描,......,重复上述过程,直至环形镂空体和枝干成型结束。
60.步骤十七、环形镂空体和枝干的后处理将tc4环形镂空体和tc4枝干放入真空炉中加热至923 k保温2h,以消除内部应力。随炉空冷后,取出,将tc4环形镂空体和tc4枝干从基板上切除分离,即可获得样品。
61.步骤十八、优选主干光固化的成型参数将主干的空心阶梯圆柱三维模型转化为 stl 格式的文件导出,接着,采用特定的magics切片软件对该stl 文件的模型进行切片处理,获得主干的截面层数据,再将该数据导入sla光固化打印机系统,由系统设计扫描路径,并精确控制激光扫描器和升降台的运动轨迹。针对主干的几何特征,优选的工艺参数为:轮廓扫描速度8000mm/s;填充扫描速度2000mm/s;支撑扫描速度2000mm/s;跳跨速度30000mm/s;工作台进给速度5mm/s。
62.步骤十九、光固化成型主干通过扫描器将激光光束按设计的扫描路径投射到液态光敏树脂中,使特定区域的树脂固化形成主干的一个截面层;随后,升降台下降一个截面层厚,并使树脂流动覆盖在固化层上,再由激光固化主干的下一个截面层;......,反复上述流程,直至层层叠加构成主干实体。
63.步骤二十、装配异质材料耦合的“轴树”模板依次将tc4材质枝干与tc4材质环形镂空体、光敏树脂主干进行组装,即可获得异质材料耦合的“轴树”模板结构。
64.实施例3:一种采用3d技术成型如实施例1所述模板结构的方法,其基本步骤与实施例2相同,不同之处在于:步骤二中,优选喷嘴孔径为:0.5 mm。
65.步骤三中,优选孔隙体积占比为0.03。
66.步骤四中,基本单元由八个与水平面夹角α= 50
°
(临界成型角)的细杆组成步骤五中,八面体单元的细杆直径d
cylin
取值为:d
cylin
= 0.5 mm。球形节点的直径d
sphere
= 2.15 mm。
67.步骤十中,环形镂空体和枝干均采用18ni300fe材质的粉体制备。选择18ni300fe材质的原理与实施例1选择tc4 材质的原理相同。
68.步骤十二中,如果获得的孔隙体积占比φ≦0.03,则返回步骤五,重新设计轴树结构,直至孔隙体积占比:0.03≦φ≦0.05,才执行下面的步骤十三。
69.步骤十三、18ni300fe粉末预处理:用陶瓷器皿承装粒径为40μm的18ni300fe粉末,随后,将陶瓷器皿放入真空烘箱,加热至373k保温2h。将烘干的18ni300fe粉末取出,用250目筛网筛分后,备用。
70.步骤十四中,在基板表面均匀铺上一层的金属粉末是18ni300fe粉末。
71.步骤十五中,工艺参数为:激光扫描功率280w;光斑直径90 μm;扫描速度1200mm/s;扫描间距为 100μm;层厚50μm;步骤十六、金属3d成型环形镂空体和枝干:待设备氧含量、基板温度、惰性气体等参数达到设定的条件后,点击开始按钮启动打印。在扫描振镜的控制下,激光束依据环形镂空体和枝干的当前层截面形状进行快速扫描18ni300fe粉末,使其熔化
→
凝固形成熔覆层。随着,环形镂空体和枝干的当前层扫描完毕,钛合金基板下降一个层厚,供粉缸相应地上升一个层厚。由刮刀在基板上再次铺一层18ni300fe粉末,然后进行环形镂空体和枝干的下一层扫描,......,重复上述过程,直至环形镂空体和枝干成型结束。
72.步骤十七、环形镂空体和枝干的后处理:将环形镂空体和枝干放入真空炉中加热至1123 k保温3h,以消除内部应力。随炉空冷后,取出,将18ni300fe材质环形镂空体和18ni300fe材质枝干从基板上切除分离,即可获得样品。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。