技术特征:
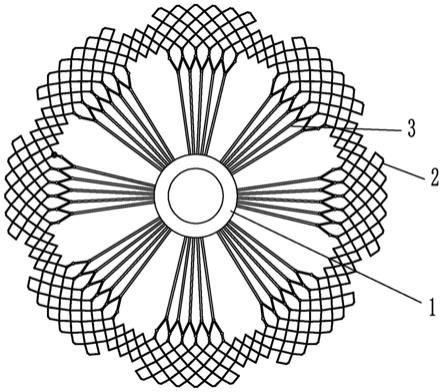
1.一种用于制备有序多孔石墨转子的模板结构,其特征在于:包括主干(1)、环形镂空体(2)和多组枝干(3),所述主干从上往下依次由顶空心圆柱(11)、n个中间空心圆柱(12)和底空心圆柱(13)套装构成,n为1-3,所述顶空心圆柱和中间空心圆柱内开有上小下大的阶梯孔(14),阶梯孔下端内壁设置有定位凸柱(15),所述底空心圆柱内开有等径孔,顶空心圆柱的底面开有用于安装枝干的半圆安装槽(17),所述中间空心圆柱和底空心圆柱是由上小空心圆柱(18)和下大空心圆柱(19)构成,上小空心圆柱外壁上设置有定位凹柱(16),中间空心圆柱的下大空心圆柱的顶面和底面以及底空心圆柱的下大空心圆柱的顶面开有用于安装枝干的半圆安装槽(17),上小空心圆柱上开有与下大空心圆柱顶面上的半圆安装槽连通的连通孔(110);所述环形镂空体(2)是由多个扇环树冠(21)和连接在两个相邻扇环树冠之间的扇环侧枝杆(22)构成,环形镂空体的外缘是与石墨转子外缘对应的凹凸间隔形状,即扇环树冠的半径大于扇环侧枝杆的半径,扇环树冠和扇环侧枝杆均是由细杆(23)构成的八面体通过三维阵列及布尔运算的方式在空间上堆积拼接构成,所述八面体由八根与水平面夹角α≧45
°
的细杆组成,细杆的交汇处采用球形节点(24)连接,所述环形镂空体扇环树冠(21)内侧的细杆交汇处设置有用于与枝干连接的装配球节点(25),装配球节点上开有装配孔(26);每组枝干(3)包括分枝杆(31)和由周向等角度间隔排列的多根粗杆(32),所述分枝杆包括多个依次连接的v形杆(311)和与v形杆开口端连接的连杆(312),v形杆尖端与粗杆连接,每组枝干的分枝杆和粗杆上下排列成n 1层,所述连杆通过装配球节点的装配孔与环形镂空体连接,粗杆一端位于主干的半圆安装槽内。2.根据权利要求1所述一种用于制备有序多孔石墨转子的模板结构,其特征在于:所述细杆直径d
cylin
取值为:0.2 mm≦d
cylin
≦0.5 mm;球形节点的直径d
sphere
≦2.5 mm,装配球节点的孔径d
assem
与细杆直径d
cylin
的关系:d
assem =3d
cylin
(0.10~0.20)mm,粗杆直径d
stem
与细杆直径d
cylin
关系:d
stem
=2.5d
cylin
,粗杆的长度l
stem
为石墨转子外径d
gra
的0.22~0.28倍,分枝杆直径d
branch
与细杆直径d
cylin
关系:d
branch
=2d
cylin
。3.一种采用3d技术成型如权利要求1或2所述模板结构的方法,其特征在于:包括以下步骤:步骤一、环形镂空体和枝干均采用金属材质的粉体制备,选择光敏树脂作为成型主干的材料;步骤二、以石墨转子外径d
gra
及0.75d
gra
的尺寸为直径绘制圆环,石墨转子扇形叶片轮廓与圆环相交,所形成的区域视为环形镂空体所处的区域;步骤三、依据下述公式计算石墨圆柱的孔隙体积占比φ:φ =模板结构的体积v
pore
/石墨圆柱实体的体积v
entity
其中,模板结构的体积v
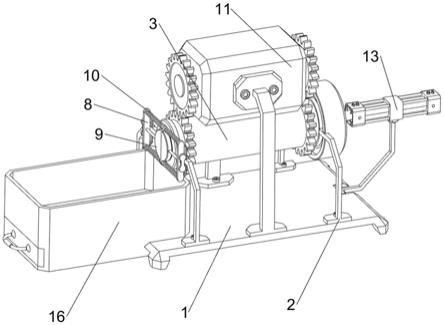
pore =主干热解碳化后形成的空腔体积 环形镂空体体积 枝干体积,孔隙体积占比φ要求为0.02~ 0.05;步骤四、金属粉末预处理用陶瓷器皿承装粒径为15-53μm的金属粉末,随后,将陶瓷器皿放入真空烘箱,加热至373k保温2h,将烘干的金属粉末取出,用200-280目筛网筛分后,备用;步骤五、金属3d打印准备采用粉末床激光熔化金属3d打印设备成型环形镂空体和枝干,将钛合金基板材质喷砂
处理后,安装入成型缸,接着,成型缸下降一个层厚,供粉缸则相应地上升一个层厚,刮刀将供粉缸的粉末刮至成型缸内,在基板表面均匀铺上一层的金属粉末,多余的粉末刮至回收缸,随后,基板预热至330-350k,将高纯ar气通入成型室内,同时,控制成型室内含氧量低于0.1%;步骤六、环形镂空体和枝干的金属3d成型参数将环形镂空体和枝干的三维模型导入数据处理软件进行切片、路径规划和打印参数处理,制作可以加工的数据工程,针对环形镂空体和枝干的细小特征,工艺参数为:激光扫描功率200 ~ 300w;光斑直径80 ~ 100 μm;扫描速度800 ~ 1500mm/s;扫描间距为 100μm;层厚30 ~ 60μm;步骤七、金属3d成型环形镂空体和枝干待设备氧含量、基板温度、惰性气体等参数达到设定的条件后,点击开始按钮启动打印,在扫描振镜的控制下,激光束依据环形镂空体和枝干的当前层截面形状进行快速扫描金属粉末,使其熔化凝固形成熔覆层,随着,环形镂空体和枝干的当前层扫描完毕,钛合金基板下降一个层厚,供粉缸相应地上升一个层厚,由刮刀在基板上再次铺一层金属粉末,然后进行环形镂空体和枝干的下一层扫描,重复上述过程,直至环形镂空体和枝干成型结束;步骤八、环形镂空体和枝干的后处理将环形镂空体和枝干放入真空炉中加热至923 ~ 1123k保温2 ~ 4h,以消除内部应力,随炉空冷后,取出,将环形镂空体和枝干从基板上切除分离;步骤九、主干光固化的成型参数将主干的空心阶梯圆柱三维模型转化为 stl 格式的文件导出,接着,采用切片软件对该stl 文件的模型进行切片处理,获得主干的截面层数据,再将该数据导入sla光固化打印机系统,由系统设计扫描路径,并精确控制激光扫描器和升降台的运动轨迹,工艺参数为:轮廓扫描速度8000mm/s;填充扫描速度2000mm/s;支撑扫描速度2000mm/s;跳跨速度30000mm/s;工作台进给速度5mm/s;步骤十、光固化成型主干通过扫描器将激光光束按设计的扫描路径投射到液态光敏树脂中,使特定区域的树脂固化形成主干的一个截面层;随后,升降台下降一个截面层厚,并使树脂流动覆盖在固化层上,再由激光固化主干的下一个截面层;反复上述流程,直至层层叠加构成主干实体;步骤十一、装配依次将金属材质枝干与金属材质环形镂空体、光敏树脂主干进行组装,即可获得异质材料耦合的“轴树”模板结构。
技术总结
本发明涉及一种用于制备有序多孔石墨转子的模板结构及采用3D技术成型的方法,所述模板结构由主干、环形镂空体和多组枝干构成,采用3D技术成型模板的制备方法是结合了造孔的大尺寸精细网络结构设计、采用金属材质及3D技术成型大尺寸精细网络结构、采用光敏树脂C-UV 9400材质及光固化技术成型模板组件,以消除后续石墨复合材料制备过程中的热应力。本发明制备的模板结构具有较高强度,且结构尺寸可调,能够足石墨转子对更小喷嘴孔径的需求。能够足石墨转子对更小喷嘴孔径的需求。能够足石墨转子对更小喷嘴孔径的需求。
技术研发人员:楼华山 李宏军 陈文勇 阙燚彬 魏东华 陈冬玲 陈华 关来德 莫文锋 高茂涛 李海安 思常红 袁双印 李骏鹏 汤耀年 刘光浩
受保护的技术使用者:柳州职业技术学院
技术研发日:2022.02.16
技术公布日:2022/5/31
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。