1.本发明涉及行波磁场定向凝固过程中糊状区自动调控方法及装置。
背景技术:
2.目前,对于合金的定向凝固过程通常采用恒定的抽拉速度进行材料制备,并没有考虑到随着试样不断向下抽拉过程中,糊状区的位置会发生一定的变化,且并没有针对该糊状区的变化采取较好的方法和应对措施,这导致在利用定向凝固方法制备宽凝固区间合金时,凝固过程会产生较多的不可控变量,影响实验结果。
3.目前,利用行波磁场定向凝固技术可以对宽凝固区间合金在凝固过程中产生熔体流动、补缩和搅拌作用,从而对合金组织、性能产生影响。但是在行波磁场施加过程中,势必会导致合金糊状区温度场的分布不均和位置发生较大的变化,这最终导致合金组织和性能在行波磁场作用下会产生不同于预测结果的现象,使得行波磁场定向凝固技术制备材料时变得不可控,无法实现对宽凝固区间合金在凝固过程中凝固过程、组织和性能实现自动化、数字化、智能化控制。
4.综上所述,针对宽凝固区间合金在行波磁场定向凝固过程中的糊状区不可控,以及凝固过程、组织和性能的不稳定问题,需要提出一种全新的糊状区实时自动调控技术,来保证糊状区位置一直处于磁场最佳作用区域,以及糊状区温度场整体的稳定性,从而实现对凝固过程、组织和性能的自动化、数字化、智能化控制。
技术实现要素:
5.本发明的目的是解决现有宽凝固区间合金行波磁场定向凝固过程中无法满足合金糊状区位置和温度场的有效可控,从而不能对凝固过程、组织和性能进行稳定控制的问题。进而提供了一种行波磁场定向凝固宽凝固区间合金糊状区实时自动调控方法。
6.行波磁场定向凝固宽凝固区间合金糊状区实时自动调控方法,包括以下步骤:
7.s1、针对不同宽凝固区间合金材料利用合金相图计算出合金的液相线温度t
l
,固相线温度ts,并得出糊状区温度区间δt;
8.s2、根据实际实验或生产需要确定恒定冷却速度vc;
9.s3、根据实际实验或生产需要确定初始抽拉速度vg;
10.s4、根据恒定冷却速度和初始抽拉速度,通过公式g
t
=vc/vg,确定温度梯度g
t
,
11.s5、根据糊状区温度区间和温度梯度,通过l
δt
=δt/g
t
确定糊状区温度区间的总长度l
δt
;
12.s6、在行波磁场发生器最佳作用区域内设置总长度为l
δt
,平均分n-1等分并设置n个测温点,n≥3,从合金顶部到底部依次将测量温度表示为t1、t2、
……
、tn;
13.s7、将凝固过程中合金顶部加热温度表示为ta,底部温度表示为tb;
14.所述ta>t
l
,所述tb<ts;
15.s8、对温度t1、t2、
……
、tn及ta、tb进行实时监测,基于t
l
、ts与t1、t2、
……
、tn的关系,利用行波磁场进行定向凝固;
16.同时监测合金材料的剩余熔体总长度h,当h≥l
δt
时,继续进行定向凝固,当h《l
δt
时,不再调控温度,使剩余熔体自由冷却凝固。
17.优选地,所述的n=5。
18.进一步地,所述基于t
l
、ts与t1、t2、
……
、tn的关系,利用行波磁场进行定向凝固的过程包括以下步骤:
19.(1)、设置中合金顶部加热温度ta、底部温度tb;
20.(2)、确定行波磁场是否打开,如果打开则进行步骤(3),否则进行步骤(4);
21.(3)、确定糊状区是否在磁场最佳作用区域,如果是则进行步骤(4),否则进行步骤(5);
22.(4)、设置初始抽拉速度vg,初始冷却速度vc;然后执行步骤(8);
23.(5)、确定糊状区是否高于磁场最佳作用区域,如果是则进行步骤(6),否则进行步骤(7);
24.(6)、设置初始抽拉速度vg
△
v,初始冷却速度vc;然后返回步骤(3);
25.其中
△
v为抽拉速度变化量;
26.(7)、设置初始抽拉速度vg‑△
v,初始冷却速度vc;然后返回步骤(3);
27.(8)、判断t
l
是否大于等于t1,如果是执行步骤(9);否则执行步骤(10);
28.(9)、判断t5是否大于等于ts,如果是执行步骤(14);否则执行步骤(15);
29.(10)、判断t
l
是否大于等于t5,如果是执行步骤(11);否则停止vg,增大vc,减小ta、tb,并继续判断t
l
是否大于等于t5;
30.(11)、判断t
l
是否大于等于t4,如果是执行步骤(12);否则停止vg,增大vc,减小ta,并继续判断t
l
是否大于等于t4;
31.(12)、判断t
l
是否大于等于t3,如果是执行步骤(13);否则停止vg,增大vc,并继续判断t
l
是否大于等于t3;
32.(13)、判断t
l
是否大于等于t2,如果是减小vg,并返回步骤(8);否则减小vg,增大vc,并继续判断t
l
是否大于等于t2;
33.(14)、继续保持ta、tb、vg、vc,减小,执行步骤(19);
34.(15)、判断ts是否大于等于t1,如果是执行步骤(16);否则停止vg,停止vc,增大ta、tb,并继续判断ts是否大于等于t1;
35.(16)、判断ts是否大于等于t2,如果是执行步骤(17);否则增大vg,停止vc,增大ta,并继续判断ts是否大于等于t2;
36.(17)、判断ts是否大于等于t3,如果是执行步骤(18);否则增大vg,停止vc,并继续判断ts是否大于等于t3;
37.(18)、判断ts是否大于等于t4,如果是增大vg,并返回步骤(9);否则增大vg,减小vc,并继续判断ts是否大于等于t4;
38.(19)、判断是h≥l
δt
,若果是返回步骤(8),否则结束。
39.行波磁场定向凝固宽凝固区间合金糊状区实时自动调控装置,所述装置为一种存储介质,所述存储介质中存储有至少一条指令,所述至少一条指令由处理器加载并执行以
实现行波磁场定向凝固宽凝固区间合金糊状区实时自动调控方法。
40.行波磁场定向凝固宽凝固区间合金糊状区实时自动调控装置,所述装置包括处理器和存储器,所述存储器中存储有至少一条指令,所述至少一条指令由处理器加载并执行以实现行波磁场定向凝固宽凝固区间合金糊状区实时自动调控方法。
41.有益效果:
42.本发明可以实现对多温度信号进行实时反馈和传输、信号运算系统对所收到的信号进行运算、抽拉速度调控系统根据运算结果对抽拉速度进行实时调控,从而实现对糊状区位置的稳定保持,以及对糊状区内整体温度场的实时、稳定调控,进而实现行波磁场对合金凝固过程的稳定化控制,以及对凝固组织和性能的改善。
附图说明
43.图1为无行波磁场的定向凝固和施加行波磁场的定向凝固过程中的糊状区效果图;
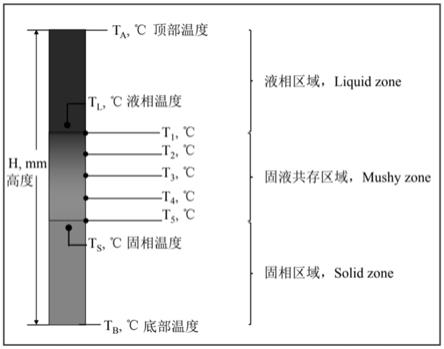
44.图2为温度测量位置以及相关参数设置的示意图;
45.图3为温度实时监测、反馈、运算和抽拉速度实时调节的技术流程图。
具体实施方式
46.现有的相关研究中,并没有注意并发现随着试样不断向下抽拉糊状区的位置会发生一定的变化等相关问题。但是,经过本发明研究和反复实验发现:
①
在无行波磁场的定向凝固过程中,糊状区会出现凹界面,随着凝固过程的进行,凹界面会越来越严重从而导致糊状区温度分布不均匀,影响凝固行为的稳定性。但是目前并没有相关技术能够对糊状区温度分布进行实时检测和自动化调控。
②
在施加行波磁场的定向凝固过程中,糊状区在磁场力作用下会出现随时波动的状态,导致糊状区温度难以调控,而目前也没有相关技术能够有效对糊状区温度分布进行实时检测和自动化调控。无行波磁场的定向凝固和施加行波磁场的定向凝固过程中的糊状区如图1所示。
47.因此本发明的目的是解决现有宽凝固区间合金行波磁场定向凝固过程中无法满足合金糊状区位置和温度场的有效可控,以及凝固过程、组织和性能的稳定控制的问题,而提供了一种行波磁场定向凝固宽凝固区间合金糊状区实时自动调控方法。本发明一种行波磁场定向凝固宽凝固区间合金糊状区实时自动调控方法主要包括对温度监测系统对糊状区温度场进行多测量位置实时监测、信号反馈系统对多温度信号进行实时反馈和传输、信号运算系统对所收到的信号进行运算、抽拉速度调控系统根据运算结果对抽拉速度进行实时调控,从而实现对糊状区位置的稳定保持,以及对糊状区内整体温度场的实时调控。
48.具体实施方式一:
49.本实施方式所述的行波磁场定向凝固宽凝固区间合金糊状区实时自动调控方法,包括以下步骤:
50.s1、针对不同宽凝固区间合金材料利用合金相图计算出合金的液相线温度t
l
,固相线温度ts,并得出糊状区温度区间(固液相温度差)δt;
51.s2、根据实际实验或生产需要确定恒定冷却速度vc;
52.s3、根据实际实验或生产需要确定初始抽拉速度vg;
53.s4、根据恒定冷却速度和初始抽拉速度,通过公式g
t
=vc/vg,确定温度梯度g
t
,
54.s5、根据糊状区温度区间和温度梯度,通过公式l
δt
=δt/g
t
,确定糊状区温度区间的总长度l
δt
;
55.s6、在行波磁场发生器最佳作用区域内设置总长度为l
δt
,平均分的五个测温点,从上至下分别测量温度分别表示为t1、t2、t3、t4、t5,如附图2所示;
56.实际上,温度监测点根据实际测量的糊状区长度总长度l
δt
尽可能设置多个,温度监测点越多,反馈信号越精细,调控越精准,具体数量根据实际情况进行确定,要求监测点不能低于3个。
57.s7、将凝固过程中合金顶部加热温度表示为ta,底部温度表示为tb;
58.在定向凝固的初始状态下,ta是对合金熔体进行加热的温度,因此ta>t
l
;tb是对合金底部进行冷却的温度,从而实现由下到上的定向凝固过程,因此tb<ts。
59.s8、利用行波磁场进行定向凝固;监测合金材料的剩余熔体总长度表示为h;
60.合金材料在随着定向凝固的进行过程中,剩余熔体总长度h不断减小,当h≥l
δt
时,继续进行操作,当h《l
δt
时,不再调控温度,使剩余熔体自由冷却凝固即可。
61.行波磁场定向凝固开始时,打开温度监测系统、信号反馈系统、信号运算系统和抽拉速度调控系统;通过采用如图3所示的技术流程图实现对温度t1、t2、
……
、tn及ta、tb的实时监测、反馈、运算以及对抽拉速度的实时调控,最终完成对宽凝固区间合金的自动化、数字化和智能化制备。
62.对温度的实时监测、反馈、运算以及对抽拉速度的实时调控的过程包括以下步骤:
63.(1)、设置中合金顶部加热温度ta、底部温度tb;
64.(2)、确定行波磁场是否打开,如果打开则进行步骤(3),否则进行步骤(4);
65.(3)、确定糊状区是否在磁场最佳作用区域,如果是则进行步骤(4),否则进行步骤(5);
66.(4)、设置初始抽拉速度vg,初始冷却速度vc;然后执行步骤(8);
67.(5)、确定糊状区是否高于磁场最佳作用区域,如果是则进行步骤(6),否则进行步骤(7);
68.(6)、设置初始抽拉速度vg
△
v,初始冷却速度vc;然后返回步骤(3);
69.(7)、设置初始抽拉速度vg‑△
v,初始冷却速度vc;然后返回步骤(3);
70.(8)、判断t
l
是否大于等于t1,如果是执行步骤(9);否则执行步骤(10);
71.(9)、判断t5是否大于等于ts,如果是执行步骤(14);否则执行步骤(15);
72.(10)、判断t
l
是否大于等于t5,如果是执行步骤(11);否则停止vg,增大vc,减小ta、tb,并继续判断t
l
是否大于等于t5;
73.(11)、判断t
l
是否大于等于t4,如果是执行步骤(12);否则停止vg,增大vc,减小ta,并继续判断t
l
是否大于等于t4;
74.(12)、判断t
l
是否大于等于t3,如果是执行步骤(13);否则停止vg,增大vc,并继续判断t
l
是否大于等于t3;
75.(13)、判断t
l
是否大于等于t2,如果是减小vg,并返回步骤(8);否则减小vg,增大vc,并继续判断t
l
是否大于等于t2;
76.(14)、继续保持ta、tb、vg、vc,减小,执行步骤(19);
77.(15)、判断ts是否大于等于t1,如果是执行步骤(16);否则停止vg,停止vc,增大ta、tb,并继续判断ts是否大于等于t1;
78.(16)、判断ts是否大于等于t2,如果是执行步骤(17);否则增大vg,停止vc,增大ta,并继续判断ts是否大于等于t2;
79.(17)、判断ts是否大于等于t3,如果是执行步骤(18);否则增大vg,停止vc,并继续判断ts是否大于等于t3;
80.(18)、判断ts是否大于等于t4,如果是增大vg,并返回步骤(9);否则增大vg,减小vc,并继续判断ts是否大于等于t4;
81.(19)、判断是h≥l
δt
,若果是返回步骤(8),否则结束。
82.实施例
83.实施例一:使用al-5cu宽凝固区间合金为材料,在较低的冷却速度下,使用行波磁场定向凝固技术进行制备。
84.1)针对al-5cu合金材料利用合金相图计算出合金的液相线温度t
l
为648℃,固相线温度ts为548℃,并得出糊状区温度区间(固液相温度差)δt为100℃;
85.2)根据实际实验或生产需要确定恒定冷却速度vc=0.3℃/s;
86.3)根据实际实验或生产需要确定初始抽拉速度vg=0.2mm/s;
87.4)根据恒定冷却速度和初始抽拉速度,通过公式g
t
=vc/vg,确定温度梯度g
t
=1.5℃/mm,
88.5)根据温度区间和温度梯度,确定温度区间的总长度l
δt
=66.7mm;
89.6)在行波磁场发生器最佳作用区域内设置总长度为l
δt
,距离平均分的五个测温点,从上至下分别测量温度分别表示为t1、t2、t3、t4、t5;
90.7)将凝固过程中合金顶部加热温度表示为ta=750℃,底部温度表示为tb=20℃;
91.8)将合金材料的剩余总长度表示为h;
92.9)行波磁场定向凝固开始时,打开温度监测系统、信号反馈系统、信号运算系统和抽拉速度调控系统;
93.10)通过采用如附图3所示的技术流程图实现对温度的实时监测、反馈、运算以及对抽拉速度的实时调控,最终完成对宽凝固区间合金的自动化、数字化和智能化制备。
94.通过研究发现对于al-cu合金抽拉速度越大晶粒越细化,通常选用0.2mm/s抽拉速度,但是对于小型非真空慢冷顺序凝固装置一般冷却速度较小,经测量为0.3℃/s,在该实验条件下,行波磁场对糊状区的温度场分布影响较大,因此通过本发明行波磁场定向凝固宽凝固区间合金糊状区实时自动调控方法实现有效实时控制糊状区整体温度分布,控制固液界面形貌稳定,配合行波磁场作用调控凝固过程中、改善合金组织具有重要意义。
95.实施例二:使用al-5cu宽凝固区间合金为材料,在较高的冷却速度下,使用行波磁场定向凝固技术进行制备。
96.1)针对al-5cu合金材料利用合金相图计算出合金的液相线温度t
l
为648℃,固相线温度ts为548℃,并得出糊状区温度区间(固液相温度差)δt为100℃;
97.2)根据实际实验或生产需要确定恒定冷却速度vc=2℃/s;
98.3)根据实际实验或生产需要确定初始抽拉速度vg=0.2mm/s;
99.4)根据恒定冷却速度和初始抽拉速度,通过公式g
t
=vc/vg,确定温度梯度g
t
=10
℃/mm,
100.5)根据温度区间和温度梯度,确定温度区间的总长度l
δt
=10mm;
101.6)在行波磁场发生器最佳作用区域内设置总长度为l
δt
,距离平均分的五个测温点,从上至下分别测量温度分别表示为t1、t2、t3、t4、t5;
102.7)将凝固过程中合金顶部加热温度表示为ta=750℃,底部温度表示为tb=20℃;
103.8)将合金材料的剩余总长度表示为h;
104.9)行波磁场定向凝固开始时,打开温度监测系统、信号反馈系统、信号运算系统和抽拉速度调控系统;
105.10)通过采用如附图3所示的技术流程图实现对温度的实时监测、反馈、运算以及对抽拉速度的实时调控,最终完成对宽凝固区间合金的自动化、数字化和智能化制备。
106.通过研究发现对于al-cu合金抽拉速度越大晶粒越细化,通常选用0.2mm/s抽拉速度,对于非真空快冷顺序凝固装置一般冷却速度较大,经测量为2℃/s,在该实验条件下,由于糊状区移动速度较大,且行波磁场对糊状区的温度场分布影响也较大,因此通过本发明行波磁场定向凝固宽凝固区间合金糊状区实时自动调控方法实现有效实时控制糊状区整体温度分布,控制固液界面形貌稳定,配合行波磁场作用调控凝固过程中、改善合金组织是具有重要意义的。
107.实施例三:使用pt-10ag宽凝固区间合金为材料,在较高的冷却速度下,使用行波磁场定向凝固技术进行制备。
108.1)针对pt-10ag合金材料利用合金相图计算出合金的液相线温度t
l
约为1700℃,固相线温度ts约为1186℃,并得出糊状区温度区间(固液相温度差)δt为514℃;
109.2)根据实际实验或生产需要确定恒定冷却速度vc=5℃/s;
110.3)根据实际实验或生产需要确定初始抽拉速度vg=0.2mm/s;
111.4)根据恒定冷却速度和初始抽拉速度,通过公式g
t
=vc/vg,确定温度梯度g
t
=25℃/mm,
112.5)根据温度区间和温度梯度,确定温度区间的总长度l
δt
=20.6mm;
113.6)在行波磁场发生器最佳作用区域内设置总长度为l
δt
,距离平均分的五个测温点,从上至下分别测量温度分别表示为t1、t2、t3、t4、t5;
114.7)将凝固过程中合金顶部加热温度表示为ta=1800℃,底部温度表示为tb=20℃;
115.8)将合金材料的剩余总长度表示为h;
116.9)行波磁场定向凝固开始时,打开温度监测系统、信号反馈系统、信号运算系统和抽拉速度调控系统;
117.10)通过采用如附图3所示的技术流程图实现对温度的实时监测、反馈、运算以及对抽拉速度的实时调控,最终完成对宽凝固区间合金的自动化、数字化和智能化制备。
118.对于具有宽凝固区间的不同合金,如pt-10ag宽凝固区间合金,在不同实验条件下,都会存在糊状区温度控制问题,且行波磁场对糊状区的温度场分布影响较大,因此通过本发明行波磁场定向凝固宽凝固区间合金糊状区实时自动调控方法可以有效实时控制糊状区整体温度分布,控制固液界面形貌稳定,配合行波磁场作用调控凝固过程中、改善合金组织同样具有重要意义。
119.实施例四:使用al-5cu宽凝固区间合金为材料,在较低的冷却速度下,不施加行波
磁场、仅采用定向凝固技术进行制备。
120.1)针对al-5cu合金材料利用合金相图计算出合金的液相线温度t
l
为648℃,固相线温度ts为548℃,并得出糊状区温度区间(固液相温度差)δt为100℃;
121.2)根据实际实验或生产需要确定恒定冷却速度vc=0.3℃/s;
122.3)根据实际实验或生产需要确定初始抽拉速度vg=0.2mm/s;
123.4)根据恒定冷却速度和初始抽拉速度,通过公式g
t
=vc/vg,确定温度梯度g
t
=1.5℃/mm,
124.5)根据温度区间和温度梯度,确定温度区间的总长度l
δt
=66.7mm;
125.6)在行波磁场发生器空间内基于该装置实际尺寸,设置总长度为l
δt
,距离平均分的五个测温点,从上至下分别测量温度分别表示为t1、t2、t3、t4、t5;
126.7)将凝固过程中合金顶部加热温度表示为ta=750℃,底部温度表示为tb=20℃;
127.8)将合金材料的剩余总长度表示为h;
128.9)定向凝固开始时,不再打开行波磁场发生器,仅打开温度监测系统、信号反馈系统、信号运算系统和抽拉速度调控系统;
129.10)通过采用如附图3所示的技术流程图实现对温度的实时监测、反馈、运算以及对抽拉速度的实时调控,最终完成对宽凝固区间合金的自动化、数字化和智能化制备。
130.在传统定向凝固中通常采用恒定的抽拉速度进行材料制备,并没有考虑到随着试样不断向下抽拉过程中,糊状区的位置会发生一定的变化,且并没有针对该糊状区的变化采取较好的方法和应对措施,这导致在利用定向凝固方法制备宽凝固区间合金时,凝固过程会产生较多的不可控变量,影响实验结果。通过本发明行波磁场定向凝固宽凝固区间合金糊状区实时自动调控方法可以有效实时控制糊状区整体温度分布,控制固液界面形貌稳定,调控凝固过程中、改善合金组织具有十分重要的意义。
131.总的来说利用本发明行波磁场定向凝固宽凝固区间合金糊状区实时自动调控方法可以有效解决目前定向凝固以及目前的行波磁场定向凝固技术中针对宽凝固区间合金存在的温度控制问题,并利用本发明有效实现糊状区温度场分布的实时监测、反馈和调控,从而调控凝固过程并改善合金组织。
132.具体实施方式二:
133.本实施方式为行波磁场定向凝固宽凝固区间合金糊状区实时自动调控装置,所述装置为一种存储介质,所述存储介质中存储有至少一条指令,所述至少一条指令由处理器加载并执行以实现行波磁场定向凝固宽凝固区间合金糊状区实时自动调控方法。
134.本实施方式所述的装置为存储介质本身,存储介质存储行波磁场定向凝固宽凝固区间合金糊状区实时自动调控方法对应的程序。
135.具体实施方式三:
136.本实施方式为行波磁场定向凝固宽凝固区间合金糊状区实时自动调控装置,所述装置包括处理器和存储器,所述存储器中存储有至少一条指令,所述至少一条指令由处理器加载并执行以实现行波磁场定向凝固宽凝固区间合金糊状区实时自动调控方法。
137.本实施方式所述的装置为至少包括处理器和存储器,还可以包括其他部件,存储器存储行波磁场定向凝固宽凝固区间合金糊状区实时自动调控方法对应的程序;处理器用于加载和/或执行相应程序。
138.本发明还可有其它多种实施例,在不背离本发明精神及其实质的情况下,本领域技术人员当可根据本发明作出各种相应的改变和变形,但这些相应的改变和变形都应属于本发明所附的权利要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。