1.本发明涉及一种对晶体、基板、面板等工件进行研磨的方法,尤其是涉及一种基于来自工件的反射光的光谱来确定研磨对象层的厚度的技术。
2.另外,本发明涉及一种对晶片、基板、面板等工件进行研磨的方法和装置,尤其是涉及一种基于来自工件的反射光所包含的光学信息来监视工件的研磨的技术。
背景技术:
3.半导体元件的制造程序包括对sio2等的绝缘膜进行研磨的工序、对铜、钨等的金属膜进行研磨的工序等各种工序。在背面照射型cmos传感器的制造工序中,除了绝缘膜、金属膜的研磨工序以外,还包括对硅层(硅晶片)进行研磨的工序。
4.构成工件的露出面的研磨对象层(绝缘膜、金属膜、硅层等)的研磨在研磨对象层的厚度到达规定的目标值时结束。作为测定研磨过程中的研磨对象层的厚度的方法的例子,有向工件的表面照射光,对从工件反射的光的分光波形执行傅里叶变换,基于得到的频率光谱的波峰来确定厚度的光学式监视方法(例如参照专利文献1)。频率光谱的波峰根据研磨对象层的厚度而变化。因此,通过在工件的研磨过程中跟踪频率光谱的波峰,能够监视研磨对象层的厚度。
5.在半导体元件的制造工序中,各种材料在硅晶片上反复形成为膜状,从而形成层叠构造。为了形成该层叠构造,使最上层的表面平坦的技术变得重要。作为这样的平坦化的一种手段,使用化学机械研磨(cmp)。
6.化学机械研磨(cmp)由研磨装置执行。一般而言,这种研磨装置具备:支承研磨垫的研磨台、保持工件(例如,具有膜的晶片)的研磨头以及将研磨液(例如,浆料)向研磨垫上供给的研磨液供给喷嘴。当对工件进行研磨时,一边从研磨液供给喷嘴向研磨垫上供给研磨液,一边通过研磨头将工件的表面按压于研磨垫。通过使研磨头和研磨台分别进行旋转而使工件与研磨垫相对移动,从而对形成工件的表面的被研磨层进行研磨。
7.为了测定绝缘膜、硅层等的被研磨层的厚度,一般而言,研磨装置具备光学式膜厚测定装置。该光学式膜厚测定装置构成为:将从光源发出的光导向工件的表面,通过解析来自工件的反射光的光谱来确定工件的被研磨层的厚度。
8.专利文献2公开了一种基于反射光的光谱的变化量来确定膜厚的技术。图21是表示光谱的变化量与研磨时间的关系的曲线图。光谱的变化量是每单位时间的光谱的形状的变化量。反射光的光谱根据被研磨层的厚度而变化。因此,反射光的光谱的变化量相当于每单位时间的被研磨层的去除量。
9.图22是表示沿着研磨时间对光谱的变化量进行累计而得到的光谱累积变化量的曲线图。由图22可知,光谱累积变化量随着研磨时间大致单调递增。因此,能够根据光谱累积变化量来确定被研磨层的研磨量(即,当前的厚度或者当前的去除量)。
10.现有技术文献
11.专利文献
12.专利文献1:日本特开2013-110390号公报
13.专利文献2:日本特开2015-156503号公报
14.发明所要解决的技术问题
15.然而,起因于浆料等的研磨环境、存在于研磨对象层之下的基底层等,有在频率光谱出现伪波峰的情况。在以往的光学式监视方法中,有错误地跟踪这样的伪波峰的情况,其结果是无法确定正确的厚度。
16.而且,当起因于噪声的伪波峰与和研磨对象层的厚度对应的目标波峰重叠时,以往的光学式监视方法有研磨对象层的厚度的确定失败的情况。
17.另外,如图23所示,由于形成于工件的表面的图案的影响、研磨环境(例如,浆料)等的影响,有局部的噪音施加于光谱的变化量的情况。因此,如图24所示,光谱的累积变化量有不单调递增的情况,其结果是有引起被研磨层的研磨量的错误推定的可能性。
技术实现要素:
18.因此,本发明的目的在于提供一种能够不受噪声的影响地确定正确的研磨对象层的厚度的研磨方法。
19.而且,本发明提供一种能够排除形成于工件的表面的图案、研磨环境(例如,浆料)等的影响而正确地监视工件的研磨的方法及装置。
20.用于解决技术问题的技术手段
21.在一方式中,提供一种研磨方法,用于研磨工件的研磨对象层,该研磨方法使支承研磨垫的研磨台旋转,将所述工件按压于所述研磨垫而对所述研磨对象层进行研磨,向所述工件照射光,接收来自所述工件的反射光,按照每个波长测定所述反射光的强度,生成表示所述强度与所述反射光的波长的关系的分光波形,对所述分光波形进行傅里叶变换处理,从而生成频率光谱,使所述频率光谱的波峰搜索范围根据研磨时间进行移动,确定在所述波峰搜索范围内的所述频率光谱的波峰,确定与所确定的所述波峰对应的所述研磨对象层的厚度。
22.在一方式中,所述波峰搜索范围是包括基于前一次确定的所述研磨对象层的厚度和所述工件的研磨率而算出的值的范围。
23.在一方式中,所述研磨率是预先设定的研磨率。
24.在一方式中,所述研磨率是在所述工件的研磨过程中算出的研磨率。
25.在一方式中,提供一种研磨方法,用于研磨工件的研磨对象层,该研磨方法使支承研磨垫的研磨台旋转,将所述工件按压于所述研磨垫而对所述研磨对象层进行研磨,向所述工件照射光,接收来自所述工件的反射光,按照每个波长测定所述反射光的强度,生成表示所述强度与所述反射光的波长的关系的分光波形,使用滤波器从所述分光波形去除噪声,对去除了所述噪声的所述分光波形进行傅里叶变换处理,从而生成频率光谱,基于所述频率光谱的波峰来确定所述研磨对象层的厚度,通过使用了在所述工件的研磨过程中获取到的所述研磨对象层的厚度的多个值的外插来补充与因所述噪声的去除而消失的所述频率光谱的波峰对应的所述研磨对象层的厚度。
26.在一方式中,所述滤波器构成为从所述分光波形去除具有不随着所述工件的研磨时间一同移动的所述频率光谱的波峰的频率的噪声。
27.在一方式中,所述噪声是起因于从所述研磨对象层的基底层反射的光的噪声。
28.在一方式中,所述滤波器是带阻滤波器。
29.在一方式中,所述研磨方法在研磨所述工件前,对与该工件具有相同图案的其他工件进行研磨,所述研磨方法进一步包括作成用于去除来自所述其他工件的反射光的分光波形所包含的噪声的所述滤波器的工序。
30.在一方式中,所述研磨方法在所述工件的研磨过程中,进一步包括作成用于去除来自所述工件的反射光的分光波形所包含的噪声的所述滤波器的工序。
31.在一方式中,提供一种研磨装置,用于研磨工件的研磨对象层,该研磨装置具备:能够旋转的研磨台,该研磨台支承研磨垫;研磨头,该研磨头将所述工件按压于所述研磨台上的所述研磨垫;光学传感器头,该光学传感器头向被保持在所述研磨头的所述工件照射光,并且接收来自所述工件的反射光;分光器,该分光器根据每个波长测定所述反射光的强度;以及研磨控制部,该研磨控制部根据所述反射光的强度来确定所述研磨对象层的厚度,所述研磨控制部构成为:生成表示所述强度与所述反射光的波长的关系的分光波形,对所述分光波形进行傅里叶变换处理,从而生成频率光谱,使所述频率光谱的波峰搜索范围根据研磨时间进行移动,确定在所述波峰搜索范围内的所述频率光谱的波峰,确定与所确定的所述波峰对应的所述研磨对象层的厚度。
32.在一方式中,提供一种研磨装置,用于研磨工件的研磨对象层,该研磨装置具备:能够旋转的研磨台,该研磨台支承研磨垫;研磨头,该研磨头将所述工件按压于所述研磨台上的所述研磨垫;光学传感器头,该光学传感器头向被保持在所述研磨头的所述工件照射光,并且接收来自所述工件的反射光;分光器,该分光器根据每个波长测定所述反射光的强度;以及研磨控制部,该研磨控制部根据所述反射光的强度来确定所述研磨对象层的厚度,所述研磨控制部构成为:生成表示所述强度与所述反射光的波长的关系的分光波形,使用滤波器从所述分光波形去除噪声,对去除了所述噪声的所述分光波形进行傅里叶变换处理,从而生成频率光谱,基于所述频率光谱的波峰来确定所述研磨对象层的厚度,通过使用了在所述工件的研磨过程中获取到的所述研磨对象层的厚度的多个值的外插来补充与因所述噪声的去除而消失的所述频率光谱的波峰对应的所述研磨对象层的厚度。
33.在一方式中,提供一种记录了程序的计算机可读取的记录介质,该程序用于使计算机执行如下的步骤:向研磨台马达发送指令,使支承研磨垫的研磨台旋转的步骤;向研磨头发送指令,将所述工件按压于所述研磨垫并研磨所述工件的研磨对象层的步骤;向光源发送指令,向所述工件照射光的步骤;生成表示来自所述工件的反射光的所述强度与所述反射光的波长的关系的分光波形的步骤;对所述分光波形进行傅里叶变换处理,从而生成频率光谱的步骤;使所述频率光谱的波峰搜索范围根据研磨时间进行移动的步骤;确定位于所述波峰搜索范围内的所述频率光谱的波峰的步骤;以及确定与所述确定的波峰对应的所述研磨对象层的厚度的步骤。
34.在一方式中,提供一种记录了程序的计算机可读取的记录介质,该程序用于使计算机执行如下的步骤:向研磨台马达发送指令,使支承研磨垫的研磨台旋转的步骤;向研磨头发送指令,将所述工件按压于所述研磨垫并研磨所述工件的研磨对象层的步骤;向光源发送指令,向所述工件照射光的步骤;生成表示来自所述工件的反射光的强度与所述反射光的波长的关系的分光波形的步骤;使用滤波器从所述分光波形去除噪声的步骤;对去除
了所述噪声的所述分光波形进行傅里叶变换处理,生成频率光谱的步骤;基于所述频率光谱的波峰来确定所述研磨对象层的厚度的步骤;以及通过使用了在所述工件的研磨过程中获取到的所述研磨对象层的膜厚的多个值的外插来补充与因所述噪声的去除而消失的所述频率光谱的波峰对应的所述研磨对象层的厚度的步骤。
35.在一方式中,提供一种工件的研磨监视方法,是监视工件的研磨的方法,该研磨监视方法在工件的研磨过程中向所述工件照射光,生成来自所述工件的反射光的光谱,算出每规定时间的所述光谱的变化量,当所述光谱的变化量满足规定的排除条件时,修正所述光谱的变化量,沿着研磨时间对不满足所述排除条件的所述光谱的变化量和被修正后的所述光谱的变化量进行累计而算出光谱累积变化量。
36.在一方式中,所述排除条件是以下的任一种:所述光谱的变化量比阈值大;当前的光谱的变化量与在所述工件的研磨过程中已经得到的光谱的多个变化量的平均值的差比阈值大;所述光谱的变化量在过去得到的光谱的多个变化量的正态分布的平均值
±
zσ的范围外,z是预先设定的系数;以及所述光谱的变化量通过斯米尔诺夫-格拉布斯检验被判定为异常值。
37.在一方式中,修正所述光谱的变化量的工序是通过外插或者内插来修正所述光谱的变化量的工序。
38.在一方式中,通过所述外插进行的修正使用沿着研磨时间排列的光谱的多个变化量,通过所述内插进行的修正使用在排列于所述工件上的多个测定点获取到的光谱的多个变化量。
39.在一方式中,提供一种研磨监视装置,是工件的研磨监视装置,具备:光学传感器头,该光学传感器头在工件的研磨过程中向所述工件照射光,并且接收来自所述工件的反射光;分光器,该分光器按照每个波长测定所述反射光的强度;以及数据处理部,该数据处理部具有储存有程序的存储装置和根据所述程序所包含的命令而执行运算的运算装置,所述数据处理部构成为:根据所述反射光的强度的测定数据来生成所述反射光的光谱,算出每规定时间的所述光谱的变化量,当所述光谱的变化量满足规定的排除条件时,修正所述光谱的变化量,沿着研磨时间对不满足所述排除条件的所述光谱的变化量和被修正后的所述光谱的变化量进行累计而算出光谱累积变化量。
40.在一方式中,所述排除条件是以下的任一种:所述光谱的变化量比阈值大;当前的光谱的变化量与在所述工件的研磨过程中已经得到的光谱的多个变化量的平均值的差比阈值大;所述光谱的变化量在过去得到的光谱的多个变化量的正态分布的平均值
±
zσ的范围外,z是预先设定的系数;以及所述光谱的变化量通过斯米尔诺夫-格拉布斯检验被判定为异常值。
41.在一方式中,所述数据处理部构成为通过外插或者内插来修正所述光谱的变化量。
42.在一方式中,所述数据处理部构成为:使用沿着研磨时间排列的光谱的多个变化量来执行通过所述外插进行的修正,使用在排列于所述工件上的多个测定点获取到的光谱的多个变化量来执行通过所述内插进行的修正。
43.发明的效果
44.根据本发明,研磨方法通过使频率光谱的波峰的搜索范围根据研磨时间进行移
动,能够不跟踪起因于噪声的伪波峰地确定研磨对象层的正确的厚度。
45.而且,研磨方法通过对根据来自工件的反射光生成的分光波形使用滤波器来去除噪声,能够确定研磨对象层的正确的厚度。
46.而且,根据本发明,满足排除条件(即,包含噪声)的光谱的变化量被修正,能够正确地监视工件的研磨。
附图说明
47.图1是表示研磨装置的一实施方式的示意图。
48.图2是用于说明光学式膜厚测定装置的原理的示意图。
49.图3是表示工件与研磨台的位置关系的俯视图。
50.图4是表示由研磨控制部生成的分光波形的一例的图。
51.图5是表示由研磨控制部生成的频率光谱的一例的图。
52.图6是说明第n次测定的波峰搜索范围的图。
53.图7是说明第n 1次测定的波峰搜索范围的图。
54.图8是说明根据研磨时间使波峰搜索范围移动的情况的图。
55.图9是说明使波峰搜索范围移动来确定研磨对象层的厚度的工序的一例的流程图。
56.图10是表示滤波器处理前的频率光谱的图。
57.图11是表示滤波器处理后的频率光谱的图。
58.图12是说明外插消失的波峰的情况的图。
59.图13是说明使用滤波器来去除噪声的工序的一例的流程图。
60.图14是表示研磨装置的一实施方式的示意图。
61.图15是表示由数据处理部生成的光谱的一例的图。
62.图16是表示单位时间内变化的光谱的图。
63.图17是表示在研磨工件期间的光谱变化量沿着研磨时间的变化的曲线图。
64.图18是表示沿着研磨时间对光谱的变化量进行累计而得到的光谱累积变化量的曲线图。
65.图19a是包括噪声的光谱的变化量被去除的曲线图。
66.图19b是将因去除而缺失的光谱的变化量置换为不包含噪声的光谱的变化量的曲线图。
67.图20是表示根据在工件的研磨过程中得到的光谱的多个变化量生成的近似式的图。
68.图21是表示光谱的变化量与研磨时间的关系的曲线图。
69.图22是表示沿着研磨时间对光谱的变化量进行累计而得到的光谱累积变化量的曲线图。
70.图23是表示包含局部的噪声的光谱的变化量与研磨时间的关系的曲线图。
71.图24是表示对图23所示的光谱的变化量进行累计而得到的光谱累积变化量与研磨时间的关系的曲线图。
72.符号说明
73.1 研磨头
74.2 研磨垫
75.2a 研磨面
76.3 研磨台
77.5 研磨液供给喷嘴
78.6 研磨台马达
79.7 光学传感器头
80.10 头轴
81.31 投光用光纤光缆
82.32 受光用光纤光缆
83.40 光学式膜厚测定装置
84.44 光源
85.47 分光器
86.49 研磨控制部
87.449a 存储装置
88.49b 处理装置
89.p1、p2、p3、p4 波峰
90.pf1、pf2、pf3、pf4 伪波峰
91.pu 下层波峰
92.r1、r2、r3、r4 波峰搜索范围
93.101 研磨头
94.102 研磨垫
95.102a 研磨面
96.103 研磨台
97.105 研磨液供给喷嘴
98.106 研磨台马达
99.107 光学传感器头
100.110 头轴
101.140 光学式研磨监视装置
102.144 光源
103.147 分光器
104.149 数据处理部
105.149a 存储装置
106.149b 运算装置
具体实施方式
107.以下,参照附图对本发明的实施方式进行说明。
108.图1是表示研磨装置的一实施方式的示意图。如图1所示,研磨装置具备支承研磨垫2的研磨台3、将具有研磨对象层的工件w按压于研磨垫2的研磨头1、使研磨台3旋转的研
磨台马达6、用于向研磨垫2上供给浆料等研磨液的研磨液供给喷嘴5以及用于控制研磨装置的动作的研磨控制部49。研磨垫2的上表面构成对工件w进行研磨的研磨面2a。作为工件w的例子,可以列举晶片、基板、面板等。
109.研磨头1与头轴10连结,头轴10与未图示的研磨头马达连结。研磨头马达使研磨头1与头轴10一同向箭头所示方向旋转。研磨台3与研磨台马达6连结,研磨台马达6构成为使研磨台3和研磨垫2向箭头所示方向旋转。研磨头1、研磨头马达以及研磨台马达6与研磨控制部49连接。
110.工件w按如下这样被研磨。一边使研磨台3和研磨头1向图1的箭头所示方向旋转,一边从研磨液供给喷嘴5将研磨液向研磨台3上的研磨垫2的研磨面2a供给。在工件w通过研磨头1旋转的同时,在研磨液存在于研磨垫2上的状态下工件w被研磨头1按压于研磨垫2的研磨面2a。工件w的表面通过研磨液的化学作用和研磨液所包含的磨粒及研磨垫2的机械作用而被研磨。
111.研磨装置具备测定工件w的研磨对象层的厚度的光学式膜厚测定装置40。光学式膜厚测定装置40具备发光的光源44、分光器47以及与光源44和分光器47连结的光学传感器头7。光源44和分光器47与研磨控制部49连接。光学传感器头7、光源44以及分光器47安装于研磨台3,与研磨台3和研磨垫2一同一体地旋转。光学传感器头7的位置是研磨台3和研磨垫2每旋转一圈时横穿研磨垫2上的工件w的表面的位置。
112.从光源44发出的光向光学传感器头7传递,从光学传感器头7向工件w的表面照射。光在工件w反射,来自工件w的反射光由光学传感器头7接收,并被送往分光器47。分光器47根据波长将反射光分解,测定各波长的反射光的强度。反射光的强度测定数据被送往研磨控制部49。
113.研磨控制部49构成为根据反射光的强度测定数据来生成反射光的光谱。反射光的光谱表现为表示反射光的波长与强度的关系的曲线图(即分光波形)。反射光的强度也可以表现为反射率或相对反射率等相对值。
114.图2是用于说明光学式膜厚测定装置40的原理的示意图,图3是表示工件w与研磨台3的位置关系的俯视图。在图2所示的例子中,工件w具有基底层和形成在该基底层之上的研磨对象层。研磨对象层例如为硅层或绝缘膜。
115.光学传感器头7由投光用光纤光缆31和受光用光纤光缆32的各顶端构成,并且与工件w的表面相对地配置。每当研磨台3旋转一圈时,光学传感器头7向工件w照射光,并且接收来自工件w的反射光。
116.照射到工件w的光在介质(图2的例子中为水)与研磨对象层的界面、及研磨对象层与基底层的界面反射,在这些界面反射的光的波相互干涉。该光的波的干涉的方式根据研磨对象层的厚度(即,光路长度)而变化。因此,根据来自工件w的反射光生成的光谱根据研磨对象层的厚度而变化。研磨控制部49对分光波形进行傅里叶变换处理(或者高速傅里叶变换处理)来生成频率光谱,基于频率光谱的波峰来决定研磨对象层的厚度。在研磨对象层是硅层且如图2所示的那样介质为水的情况下,为了防止光被水吸收,优选使用波长1100nm以下的光。
117.在工件w的研磨过程中,研磨台3每旋转一圈,光学传感器头7横穿工件w地移动。当光学传感器头7处于工件w的下方时,光源44发光。光通过投光用光纤光缆31而被传送,从光
学传感器头7向工件w的表面(被研磨面)照射。来自工件w的反射光被光学传感器头7接收,并通过受光用光纤光缆32送往分光器47。分光器47遍及规定的波长范围测定各波长的反射光的强度,将反射光的强度测定数据送往研磨控制部49。研磨控制部49根据强度测定数据生成表示每个波长的光的强度的反射光的光谱(即分光波形)。
118.图4是表示由研磨控制部49生成的分光波形的一例的图。在图4中,横轴表示来自工件w的反射光的波长,纵轴表示从反射光的强度导出的相对反射率。相对反射率是表示反射光的强度的指标,是光的强度与规定的基准强度之比。通过将各波长中的光的强度(实测强度)除以规定的基准强度,可以从实测强度去除装置的光学系、光源固有的强度的波动等不需要的噪声。
119.基准强度是对各波长预先测定的光的强度,相对反射率在各波长中被算出。具体而言,通过将各波长的光的强度(实测强度)除以对应的基准强度来求出相对反射率。例如,基准强度通过直接测定从光学传感器头7发出的光的强度,或通过将光从光学传感器头7向镜子照射,并测定来自镜子的反射光的强度来获得。或者,基准强度也可以是在将未形成膜的硅基板(裸基板)存在水的情况下在研磨垫2上进行水研磨时、或在将上述硅基板(裸基板)放置在研磨垫2上时由分光器47测定出的来自硅基板的反射光的强度。
120.在实际的研磨中,通过从实测强度减去暗强度(在遮光的条件下得到的背景强度)来求得修正实测强度,进而从基准强度减去上述暗强度来求得修正基准强度,并且将修正实测强度除以修正基准强度来求得相对反射率。具体而言,相对反射率r(λ)可以用下式(1)求得。
121.(式1)
[0122][0123]
在此,λ为从工件w反射的光的波长,e(λ)是为波长λ时的强度,b(λ)是为波长λ时的基准强度,d(λ)是在遮光的条件下测定的为波长λ时的背景强度(暗强度)。
[0124]
研磨控制部49在研磨台3每旋转一圈时向光源44发送指令而使其发光。与光源44光连接的光学传感器头7向工件w的表面(被研磨面)照射光,并且光学传感器头7接收来自工件w的反射光。反射光被送往与光学传感器头7光连接的分光器47。分光器47根据波长将反射光分解,测定各波长的反射光的强度。反射光的强度测定数据被送往研磨控制部49,研磨控制部49根据反射光的强度测定数据生成如图4所示的光谱。在图4所示的例子中,反射光的光谱是表示相对反射率与反射光的波长的关系的分光波形,但是,反射光的光谱也可以是表示反射光的强度本身与反射光的波长的关系的分光波形。
[0125]
研磨控制部49对于已获得的分光波形进行傅里叶变换处理(典型的是高速傅里叶变换处理)而解析分光波形。更具体而言,研磨控制部49对于已获得的分光波形进行傅里叶变换处理(或者高速傅里叶变换处理)而抽出分光波形所包含的频率分量及其强度,并且使用规定的关系式将已获得的频率分量转换为研磨对象层的厚度,然后,生成表示研磨对象层的厚度与频率分量的强度的关系的频率光谱。上述的规定的关系式是以频率分量为变量的表示研磨对象层的厚度的函数,能够根据实测结果、光学式膜厚测定模拟、理论式等求得。
[0126]
图5是表示由研磨控制部49生成的频率光谱的图。在图5中,纵轴表示分光波形所
包含的频率分量的强度,横轴表示研磨对象层的厚度。由图5可知,频率光谱在厚度t1具有波峰。即,该频率光谱表示研磨对象层的厚度为t1。由此,根据频率光谱的波峰来确定研磨对象层的厚度。
[0127]
研磨控制部49具备:存储用于执行研磨对象层的厚度的确定的程序的存储装置49a;以及根据程序所包含的指令来执行运算的处理装置49b。研磨控制部49由至少一台计算机构成。存储装置49a具备ram等主存储装置以及硬盘驱动器(hdd)、固态硬盘(ssd)等辅助存储装置。作为处理装置49b的例子,可列举cpu(中央处理装置)、gpu(图形处理单元)。但是,研磨控制部49的具体结构不限于这些例子。
[0128]
研磨控制部49基于所确定的研磨对象层的厚度来确定研磨终点,并且控制研磨装置的动作。例如,研磨控制部49决定研磨终点,该研磨终点是所确定的研磨对象层的厚度达到目标值的时间点。在一实施方式中,也可以是测定研磨对象层的厚度与基底层的厚度的合计厚度来确定研磨终点。用于确定研磨对象层的厚度的研磨控制部和控制工件w的研磨动作的控制部也可以单独地构成。
[0129]
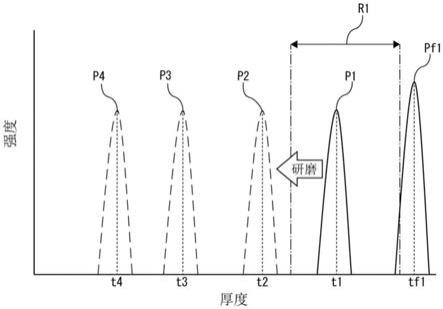
图6是说明第n次测定的波峰搜索范围r1的图。在图6中,纵轴表示分光波形所包含的频率分量的强度,横轴表示研磨对象层的厚度。图6所示的多个频率光谱的每一个频率光谱都是在工件w的研磨过程中,研磨台3每旋转一圈时由研磨控制部49生成的。波峰p1是第n次测定(研磨台3旋转第n圈时)出现的波峰,波峰p2是第n 1次测定(研磨台3旋转第n 1圈时)出现的波峰,波峰p3是第n 2次测定(研磨台3旋转第n 2圈时)出现的波峰,波峰p4是第n 3次测定(研磨台3旋转第n 3圈时)出现的波峰。在图6中,频率分量的强度较小的波峰被省略。符号n为自然数,例如是1。
[0130]
如图6所示,伴随着工件w的研磨的进度,频率光谱的波峰移动。研磨台3旋转一圈的期间,工件w的研磨对象层也被研磨。因此,研磨台3每旋转一圈研磨对象层的厚度变小。与波峰p1对应的厚度t1、与波峰p2对应的厚度t2、与波峰p3对应的厚度t3、与波峰p4对应的厚度t4的关系是t1》t2》t3》t4。
[0131]
研磨台3每旋转一圈,研磨对象层的厚度通过光学式膜厚测定装置40基于频率光谱的波峰来确定。然而,由于工件w的研磨过程中的噪声(起因于浆料等的研磨环境的噪声、起因于基底层的噪声等)而产生的伪波峰,研磨控制部49有错误地确定研磨对象层的厚度的情况。在图6中,伪波峰pf1是起因于在工件w的研磨过程中产生的噪声的波峰,并且是第n次测定出现的伪波峰。在该情况下,在第n次测定中,将与比波峰p1强度大的伪波峰pf1对应的厚度tf1错误地确定为研磨对象层的厚度。
[0132]
因此,研磨控制部49构成为在波峰搜索范围r1内搜索频率光谱的波峰。在图6所示的例子中,研磨控制部49确定处于波峰搜索范围r1内的波峰p1,并且将与所确定的波峰p1对应的厚度t1(即,正确的厚度)确定为研磨对象层的厚度。此时,由于伪波峰pf1不在波峰搜索范围r1内,因此不会错误地确定伪波峰pf1。
[0133]
在图6中,波峰搜索范围r1表示第n次测定的波峰搜索范围。在一实施方式中,研磨控制部49基于研磨对象层的初始厚度的值来确定波峰搜索范围r1。例如,波峰搜索范围r1也可以是包括工件w的研磨对象层的初始厚度的值的范围。研磨对象层的初始厚度是工件w的研磨开始前的研磨对象层的厚度,由独立型膜厚测定装置(未图示)预先测定,或者作为工件w的基本信息而给出。
[0134]
图7是说明第n 1次测定的波峰搜索范围r2的图。在图7中,波峰p1~p4与参照图6说明的波峰相同。伪波峰pf2表示起因于在工件w的研磨过程中产生的噪声的波峰,是第n 1次测定时出现的伪波峰。由于该伪波峰pf2在前一次的第n次测定的波峰搜索范围r1内,因此研磨控制部49将与伪波峰pf2对应的厚度tf2错误地确定为研磨对象层的厚度。
[0135]
因此,在本实施方式中,构成为使频率光谱的波峰搜索范围根据研磨时间而移动。如上所述,随着工件w的研磨的进行,研磨对象层的厚度变小,即频率光谱的波峰移动。研磨控制部49通过使波峰搜索范围以追随研磨对象层的厚度的变化而移动,从而即使存在伪波峰,也能够正确地确定研磨对象层的厚度。
[0136]
在图7中,波峰搜索范围r2表示第n 1次测定的波峰搜索范围。研磨控制部49使波峰搜索范围以追随根据研磨时间而变化的研磨对象层的厚度的方式进行移动。在第n 1次测定中,使波峰搜索范围从图6的波峰搜索范围r1移动至波峰搜索范围r2。例如,如下文所述,波峰搜索范围r2也可以是基于前一次确定的研磨对象层的厚度t1和工件w的研磨率而算出的。
[0137]
研磨控制部49确定位于波峰搜索范围r2内的波峰p2,并将与所确定的波峰p2对应的t2(即,正确的厚度)确定为研磨对象层的厚度。此时,由于伪波峰pf2不在波峰搜索范围r2内,因此不会错误地确定伪波峰pf2。同样,在第n 2次之后的测定中,通过使波峰搜索范围随着研磨时间而移动,也能够确定研磨对象层的正确的厚度。
[0138]
图8是说明根据研磨时间使波峰搜索范围移动的情况的图。在图8中,波峰p1~p4、伪波峰pf1、pf2以及波峰搜索范围r1、r2与图6、图7所示的相同的符号对应。图8的图表表示研磨时间与和各峰对应的厚度的关系。伪波峰pf3表示第n 2次测定时出现的伪波峰。伪波峰pf4表示第n 3次测定时出现的伪波峰。波峰搜索范围r3表示第n 2次测定时移动的波峰搜索范围。波峰搜索范围r4表示第n 3次测定时移动的波峰搜索范围。
[0139]
在图8中,初始值t0表示工件w的研磨前的研磨对象层的厚度。初始值t0是在工件w的研磨前预先测定的研磨对象层的初始厚度,或者是使用者给出的值。在一实施方式中,第n次测定时的波峰搜索范围r1基于初始值t0被设定。具体而言,波峰搜索范围r1可以用下式(2)设定。
[0140]
波峰搜索范围r1=初始值t0
±
第一设定值x
ꢀꢀꢀ
(2)
[0141]
在此,第一设定值x能够由使用者自由地进行设定。
[0142]
在一实施方式中,波峰搜索范围r2被设定为包含基于前一次确定的研磨对象层的厚度t1和工件w的研磨率pr而算出的值的范围。具体而言,波峰搜索范围r2可以用下式(3)设定。
[0143]
波峰搜索范围r2=(前一次确定的厚度t1-(研磨率prx时间间隔dt))
±
第二设定值y
ꢀꢀꢀ
(3)
[0144]
在此,研磨率也称为去除率。时间间隔dt相当于研磨台3旋转一圈所需的时间。通常,时间间隔dt在工件w的研磨过程中是恒定的。研磨率pr也可以是预先设定的研磨率。第二设定值y能够由使用者自由地进行设定。第二设定值y可以比第一设定值x小,或者也可以相同。
[0145]
波峰搜索范围r3、r4与波峰搜索范围r2相同,用式(3)算出。此时,在式(3)中,研磨率pr也可以使用预先设定的研磨率,也可以使用在工件w的研磨过程中算出的研磨率。研磨
率能够根据工件w的研磨过程中获取到的研磨对象层的厚度的多个值和获取这些多个值所需要的时间来算出。
[0146]
图9是说明使波峰搜索范围移动来确定研磨对象层的厚度的工序的一例的流程图。
[0147]
在步骤s101中,研磨台马达6使支承研磨垫2的研磨台3旋转。
[0148]
在步骤s102中,研磨头1将工件w按压于研磨垫2的研磨面2a并开始工件w的研磨。此时,如参照图1所说明的那样,在工件w通过研磨头1旋转的同时,在研磨液存在于研磨垫2上的状态下工件w被研磨头1按压于研磨垫2的研磨面2a。
[0149]
接着,在工件w的研磨过程中,通过光学式膜厚测定装置40来测定研磨对象层的厚度。
[0150]
在步骤s103中,光源44发光,将光从光学传感器头7向工件w的表面照射。
[0151]
在步骤s104中,光学传感器头7接收来自工件w的反射光。
[0152]
在步骤s105中,分光器47根据每个波长测定来自工件w的反射光的强度。
[0153]
在步骤s106中,研磨控制部49根据反射光的强度测定数据来生成分光波形。
[0154]
在步骤s107中,研磨控制部49对分光波形进行傅里叶变换处理,生成频率光谱。
[0155]
在步骤s108中,研磨控制部49根据研磨时间使波峰搜索范围移动。通过参照图8说明的方法算出波峰搜索范围并使波峰搜索范围移动。
[0156]
在步骤s109中,研磨控制部49确定位于波峰搜索范围内的频率光谱的波峰。
[0157]
在步骤s110中,研磨控制部49确定与所确定的波峰对应的研磨对象层的厚度。
[0158]
研磨控制部49根据电存储于存储装置49a的程序所包含的命令而动作。即,研磨控制部49执行如下的步骤:向研磨台马达6发送指令,使支承研磨垫2的研磨台3旋转的步骤(参照步骤s101);向研磨头1发送指令,开始工件w的研磨的步骤(参照步骤s102);向光源44发送指令,向工件w照射光的步骤(参照步骤s103);根据来自工件w的反射光的强度测定数据来生成分光波形的步骤(参照步骤s106);对分光波形进行傅里叶变换处理,从而生成频率光谱的步骤(参照步骤s107);根据研磨时间使波峰搜索范围移动的步骤(参照步骤s108);确定位于波峰搜索范围内的频率光谱的波峰的步骤(参照步骤s109);以及确定与所确定的波峰对应的研磨对象层的厚度的步骤(参照步骤s110)。
[0159]
用于使研磨控制部49执行这些步骤的程序记录在作为非暂时性有形物的计算机可读取的记录介质,经由记录介质向研磨控制部49提供。或者,程序也可以经由因特网或者本地网络等通信网络向研磨控制部49输入。
[0160]
接着,对通过使用滤波器来去除噪声,从而正确地确定研磨对象层的厚度的实施方式进行说明。
[0161]
图10是表示滤波处理前的频率光谱的图。在图10中,纵轴表示分光波形所包含的频率分量的强度,横轴表示研磨对象层的厚度。图10所示的多个频率光谱的每一个频率光谱都是在工件w的研磨过程中,研磨台3每旋转一圈时由研磨控制部49生成的。波峰p1是第n次测定(研磨台3旋转第n圈时)出现的波峰,波峰p2是第n 1次测定(研磨台3旋转第n 1圈时)出现的波峰,波峰p3是第n 2次测定(研磨台3旋转第n 2圈时)出现的波峰,波峰p4是第n 3次测定(研磨台3旋转第n 3圈时)出现的波峰。在图10中,频率分量的强度较小的波峰被省略。符号n为自然数,例如是1。
[0162]
研磨对象层的厚度是研磨台3每旋转一圈时,通过光学式膜厚测定装置40基于频率分量的波峰确定的。然而,由于起因于存在于研磨对象层之下的基底层的噪声的影响,有不能正确地确定研磨对象层的厚度的情况。在图10中,下层波峰pu是来自研磨对象层的基底层的反射光形成的波峰,是研磨对象层的厚度的确定所不需要的噪声。在工件w的研磨过程中,由于基底层不被研磨,因此即使研磨对象层的研磨进行,下层波峰pu的位置也不变化。在图10所示的例子中,由于下层波峰pu出现在与波峰p3重复的位置,因此研磨控制部49不能够正确地确定与波峰p3对应的研磨对象层的厚度。
[0163]
因此,在本实施方式中,研磨控制部49通过使用滤波器而从来自工件w的反射光的分光波形去除起因于基底层的噪声,并进一步通过外插来补充与因噪声的去除而消失的频率光谱的波峰对应的研磨对象层的厚度,从而确定研磨对象层的厚度。
[0164]
用于从反射光的分光波形去除噪声的滤波器如以下这样被预先作成。在研磨工件w前,研磨与工件w具有相同的图案的其他工件w’。在其他工件w’的研磨过程中,通过光学式膜厚测定装置40来测定研磨对象层的厚度。研磨控制部49基于根据来自其他工件w’的反射光的分光波形生成的频率光谱来特定作为噪声的下层波峰,从而作成用于去除所特定的噪声的滤波器。具体而言,研磨控制部49特定不随着其他工件w’的研磨时间一同移动的频率光谱的波峰,从而作成从反射光的分光波形去除具有所特定的波峰的频率的分量(噪声)的滤波器。该滤波器是数字滤波器,作为一例,是带阻滤波器。
[0165]
在一实施方式中,也可以是,不使用与工件w具有相同图案的其他工件w’,通过研磨控制部49在工件w的研磨的初期阶段特定作为噪声的下层波峰而作成滤波器。具体而言,在工件w的研磨过程中,研磨控制部49特定不随着研磨时间一起移动的频率光谱的波峰,从而作成从反射光的分光波形去除具有所特定的波峰的频率的分量(噪声)的滤波器。
[0166]
图11是表示滤波处理后的频率光谱的图。研磨控制部49对来自工件w的反射光的分光波形应用预先作成的滤波器,从而去除噪声。图11所示的多个频率光谱是对去除了噪声后的分光波形进行傅里叶变换处理(或者高速傅里叶变换处理)而通过研磨控制部49生成的频率光谱。通过从反射光的分光波形去除噪声,位于与下层波峰pu重复的位置的波峰p3也与下层波峰pu一同消失。因此,研磨控制部49不能够正确地确定与波峰p3对应的研磨对象层的厚度。
[0167]
因此,研磨控制部49构成为通过外插来补充与波峰p3对应的研磨对象层的厚度。图12是说明外插消失了的波峰p3的情况的图。在图12中,波峰p1~p4与图10、图11所示的相同的符号对应,图12所示的图表表示研磨时间与和各波峰对应的厚度的关系。如参照图11所说明的那样,在因去除作为噪声的下层波峰pu而波峰p3消失的情况下,研磨控制部49根据与波峰p1和波峰p2对应的研磨对象层的厚度的值通过外插与波峰p3消失的部分对应的研磨对象层的厚度来进行补充。在图10至图12中,虽然对波峰p3消失的情况进行了说明,但是并不限定于此。只要在工件w的研磨过程中获取研磨对象层的厚度的多个值,则能够使用所获取的多个值并通过外插来补充研磨对象层的厚度。
[0168]
在上述的实施方式中,虽然不随着研磨时间一同进行变化的波峰(噪声)起因于研磨对象层的基底层,但是本发明并不限定于此。例如,不随着研磨时间一同进行变化的波峰(噪声)也有是光源44或者分光器47等装置所固有的噪声的情况。
[0169]
图13是说明使用滤波器来去除噪声的工序的一例的流程图。
[0170]
在步骤s201中,研磨装置研磨与研磨对象的工件w具有相同的图案的其他工件w’。
[0171]
在步骤s202中,研磨控制部49在其他工件w’的研磨过程中,通过光学式膜厚测定装置40来测定研磨对象层的厚度。研磨控制部49对根据来自其他工件w’的反射光得到的分光波形进行傅里叶变换而生成频率光谱。步骤s201~s202的工序与图9的步骤s101~s107的工序相同。
[0172]
在步骤s203中,研磨控制部49特定不随着研磨时间一同变化的频率光谱的波峰。
[0173]
在步骤s204中,研磨控制部49作成滤波器,该滤波器从来自其他工件w’的反射光的分光波形去除具有所特定的波峰的频率的噪声。
[0174]
在步骤s205中,研磨装置开始研磨对象的工件w的研磨。
[0175]
在步骤s206中,在工件w的研磨过程中,通过光学式膜厚测定装置40来测定研磨对象层的厚度。研磨控制部49使用通过上述步骤s204作成的滤波器而从来自工件w的反射光的分光波形去除噪声。从步骤s205至s206的生成分光波形为止的工序与图9的步骤s101~s106的工序相同。
[0176]
在步骤s207中,研磨控制部49对去除了噪声的分光波形进行傅里叶变换处理,从而生成频率光谱。
[0177]
在步骤s208中,研磨控制部49基于频率光谱的波峰来确定研磨对象层的厚度。
[0178]
在步骤s209中,研磨控制部49通过外插来补充与因噪声的去除而消失的频率光谱的波峰对应的研磨对象层的厚度。
[0179]
研磨控制部49根据电储存于该存储装置49a的程序所包含的命令来进行动作。即,研磨控制部49执行如下步骤:向研磨台马达6发送指令,使支承研磨垫2的研磨台3旋转的步骤;向研磨头1发送指令,开始工件w的研磨的步骤(参照步骤s205);向光源44发送指令,向工件w照射光的步骤;根据来自工件w的反射光的强度测定数据来生成分光波形的步骤;使用滤波器从分光波形去除噪声的步骤(参照步骤s206);对去除了噪声的分光波形进行傅里叶变换处理,生成频率光谱的步骤(参照步骤s207);根据频率光谱的波峰来确定研磨对象层的厚度的步骤(参照步骤s208);通过外插来补充与因噪声的去除而消失的频率光谱的波峰对应的研磨对象层的厚度(参照步骤s209)。
[0180]
用于使研磨控制部49执行这些步骤的程序记录在作为非暂时性有形物的计算机可读取的记录介质,经由记录介质向研磨控制部49提供。或者,程序也可以经由因特网或者本地网络等通信网络向研磨控制部49输入。
[0181]
图6至图9所说明的实施方式和图10至图13所说明的实施方式也可以组合进行实施。即,也可以是使用滤波器而从分光波形去除噪声,从而生成频率光谱,并且使频率光谱的波峰搜索范围移动来确定研磨对象层的厚度。
[0182]
图14是表示研磨装置的一实施方式的示意图。如图14所示,研磨装置具备支承研磨垫102的研磨台103、将具有被研磨层的晶片、基板或者面板等工件w向研磨垫102按压的研磨头101、使研磨台103旋转的研磨台马达106、用于向研磨垫102上供给浆料等研磨液的研磨液供给喷嘴105。研磨垫102的上表面构成对工件w进行研磨的研磨面102a。
[0183]
研磨头101与头轴110连结,头轴110与未图示的研磨头马达连结。研磨头马达使研磨头101与头轴110一同向箭头所示方向旋转。研磨台103与研磨台马达106连结,研磨台马达106构成为使研磨台103和研磨垫102向箭头所示方向旋转。
[0184]
工件w按如下这样被研磨。一边使研磨台103和研磨头101向图14的箭头所示方向旋转,一边从研磨液供给喷嘴105将研磨液向研磨台103上的研磨垫102的研磨面102a供给。在工件w通过研磨头101旋转的同时,在研磨液存在于研磨垫102上的状态下工件w被研磨头101按压于研磨垫102的研磨面102a。构成工件w的露出面的被研磨层通过研磨液的化学作用和研磨液所包含的磨粒及研磨垫102的机械作用而被研磨。作为工件w的被研磨层的例子,可以列举绝缘膜、硅层等,但是并不限定于此。
[0185]
研磨装置具备监视工件w的研磨的光学式研磨监视装置140。光学式研磨监视装置140具备发光的光源144、分光器147、与光源144和分光器147光连结的光学传感器头107以及与分光器147连结的数据处理部149。光学传感器头107、光源144以及分光器147安装于研磨台103,与研磨台103和研磨垫102一同一体地旋转。光学传感器头107的位置是研磨台103和研磨垫102每旋转一圈时横穿研磨垫102上的工件w的位置。
[0186]
数据处理部149具备:存储有用于执行后述的光谱的生成和工件w的研磨监视的程序的存储装置149a;以及根据程序所包含的指令来执行运算的运算装置149b。数据处理部149由至少一台计算机构成。存储装置149a具备ram等主存储装置以及硬盘驱动器(hdd)、固态硬盘(ssd)等辅助存储装置。作为运算装置149b的例子,可列举cpu(中央处理装置)、gpu(图形处理单元)。但是,数据处理部149的具体结构不限于这些例子。
[0187]
从光源144发出的光向光学传感器头107传递,从光学传感器头107引导向工件w。光在工件w反射,来自工件w的反射光由光学传感器头107接收,并被送往分光器147。分光器147根据波长将反射光分解,测定各波长的反射光的强度。反射光的强度测定数据被送往数据处理部149。
[0188]
数据处理部149构成为根据反射光的强度测定数据来生成反射光的光谱。反射光的光谱表现为表示反射光的波长与强度的关系的曲线图(即分光波形)。反射光的强度也可以表现为反射率或相对反射率等相对值。
[0189]
图15是表示由数据处理部149生成的光谱的一例的图。光谱表现为表示光的波长与强度的关系的曲线图(即分光波形)。在图15中,横轴表示来自工件w的反射光的波长,纵轴表示从反射光的强度导出的相对反射率。相对反射率是表示反射光的强度的指标,是光的强度与规定的基准强度之比。通过将各波长中的光的强度(实测强度)除以规定的基准强度,可以从实测强度除去装置的光学系、光源固有的强度的波动等不需要的噪声。
[0190]
基准强度是对各波长预先测定的光的强度,相对反射率在各波长中被算出。具体而言,通过将各波长的光的强度(实测强度)除以对应的基准强度来求出相对反射率。例如,基准强度通过直接测定从光学传感器头107发出的光的强度,或通过将光从光学传感器头107向镜子照射,并测定来自镜子的反射光的强度来获得。或者,基准强度也可以是在将未形成膜的硅基板(裸基板)在存在水的情况下在研磨垫102上进行水研磨时、或在将上述硅基板(裸基板)放置在研磨垫102上时由分光器147测定的来自硅基板的反射光的强度。
[0191]
在实际的研磨中,通过从实测强度减去暗强度(在遮光条件下得到的背景强度)来求得修正实测强度,进而从基准强度减去上述暗强度来求得修正基准强度,并且将修正实测强度除以修正基准强度来求得相对反射率。具体而言,相对反射率r(λ)可以用下式(4)求得。
[0192][0193]
在此,λ为来自工件w的反射光的波长,e(λ)是为波长λ时的强度,b(λ)是为波长λ时的基准强度,d(λ)是在遮光的条件下测定的为波长λ时的背景强度(暗强度)。
[0194]
光学传感器头107在研磨台103每旋转一圈时横穿工件w,同时将光导向工件w上的多个测定点,并接收来自这些多个测定点的反射光。反射光被送往分光器147。分光器147根据波长将来自各测定点的反射光分解,测定各波长的反射光的强度。反射光的强度测定数据被送往数据处理部149,数据处理部149根据反射光的强度测定数据生成如图15所示的光谱。在图15所示的例子中,反射光的光谱是表示相对反射率与反射光的波长的关系的分光波形,但是,反射光的光谱也可以是表示反射光的强度本身与反射光的波长的关系的分光波形。
[0195]
反射光的光谱根据工件w的被研磨层的厚度进行变化。因此,数据处理部149根据反射光的光谱如以下这样监视工件w的研磨。数据处理部149使用下式(5)来算出每单位时间的光谱变化量δs(t)。
[0196][0197]
在此,λ为反射光的波长,λ1、λ2是指定作为监视对象的光谱的波长范围的最小波长和最大波长,t是研磨时间,δt是规定的单位时间,r(λ,t)是波长λ在时间t时的相对反射率(反射光的强度)。作为δt,例如可以是研磨台旋转p圈(p为较小的自然数(例如,1))所需的时间。
[0198]
图16是表示单位时间δt内变化的光谱。有上述式(5)算出的光谱变化量δs(t)相当于由在两个不同的时间点获取到的两个光谱包围的区域(剖面线所示)。该区域的面积相当于每单位时间δt变化的被研磨层的厚度。因此,通过在研磨过程中累计光谱变化量δs(t),预计可以捕捉到被研磨层的厚度的变化。
[0199]
图17是表示在研磨工件w时的光谱变化量δs(t)沿着研磨时间的变化的曲线图。如图17所示,虽然光谱变化量δs(t)周期性地变动,但是光谱变化量δs(t)的平均水平几乎恒定。数据处理部149使用下式(6)来算出作为光谱变化量δs(t)沿着研磨时间的累积值的光谱累积变化量。
[0200][0201]
在此,t0是开始膜厚变化的监视的时间。
[0202]
图18是表示使用上述式(6)算出的光谱累积变化量a(t)的曲线图。如上所述,由于光谱变化量周期性地变动,因此,由于变动而导致的与平均水平的误差几乎不会累积。因此,如图18所示,光谱累积变化量a(t)随着研磨时间一同几乎直线地增加。光谱累积变化量a(t)相当于工件w的研磨量(即,被研磨层的去除量)。上述的数据处理部149在工件w的研磨过程中算出光谱累积变化量,并且基于光谱累积变化量来监视工件w的研磨的进度。而且,数据处理部149也可以根据光谱累积变化量来确定工件w的研磨终点。研磨终点可以是光谱累积变化量达到规定的目标值的时间点。
[0203]
如参照图23所说明的那样,由于形成在工件w的表面的图案的影响、研磨环境(例如,浆料)等的影响,有局部的噪声施加于光谱的变化量的情况。这样的噪声妨碍工件w的研
磨的正确的监视。
[0204]
因此,数据处理部149构成为修正施加有噪声的光谱的变化量。即,数据处理部149构成为如图19a所示去除包括噪声的光谱的变化量,如图19b所示将因去除而缺失的光谱的变化量置换为不包含噪声的光谱的变化量。更具体而言,数据处理部149构成为当光谱的变化量满足规定的排除条件时,修正光谱的变化量,并且将不满足排除条件的光谱的变化量和上述被修正后的光谱的变化量沿着研磨时间累计而算出光谱累积变化量。
[0205]
规定的排除条件是用于确定所算出的光谱的变化量包含噪声的条件。可以列举以下的具体例子作为规定的排除条件。
[0206]
(i)光谱的变化量比阈值大
[0207]
(ii)当前的光谱的变化量与在工件w的研磨过程中已经得到的光谱的多个变化量的平均值的差比阈值大
[0208]
(iii)光谱的变化量在过去得到的光谱的多个变化量的正态分布的平均值
±
zσ的范围外(z是预先设定的系数)
[0209]
(iv)光谱的变化量通过斯米尔诺夫-格拉布斯检验被判定为异常值
[0210]
关于上述(i),阈值是预先设定的固定值,基于过去得到的光谱的变化量的数据被确定。例如,将能够将过去得到的光谱的变化量的数据有意地分为不包含噪声的光谱的变化量的组和包含噪声的光谱的变化量的组的值作为阈值。
[0211]
关于上述(ii),在工件w的研磨过程中已经得到的光谱的多个变化量例如是不包含当前的光谱的变化量的最近的l个光谱的变化量。个数l是预先设定的值。当前的光谱的变化量与已经得到的光谱的多个变化量的平均值的差比阈值大时,当前的光谱的变化量包含噪声的可能性较高。该阈值也可以是固定值。或者阈值也可以是根据上述平均值变动的值。例如,阈值也可以是从上述平均值偏离预先设定的比例(%)的值。
[0212]
关于上述(iii),过去得到的光谱的多个变化量也可以是研磨与工件w具有相同的构造的至少一个工件时得到的光谱的多个变化量,或者也可以是在工件w的研磨过程中已经得到的光谱的多个变化量。
[0213]
关于上述(iv),在斯米尔诺夫-格拉布斯检验中被使用的样本数据也可以是研磨具有与工件w相同的构造的至少一个工件时得到的光谱的多个变化量,或者也可以是在工件w的研磨过程中已经得到的光谱的多个变化量。
[0214]
满足上述的排除条件(i)~(iv)中任一个的光谱的变化量被推定为包含噪声。因此,在工件w的研磨过程中算出的光谱的变化量满足上述多个排除条件中的任一项时,数据处理部149修正该光谱的变化量。该光谱的变化量的修正是去除噪声的处理。排除条件也可以是从上述排除条件(i)~(iv)预先选择的一个。
[0215]
在一实施方式中,数据处理部149通过外插或者内插来修正满足排除条件的光谱的变化量。更具体而言,数据处理部149排除满足排除条件(即,包含噪声)的光谱的变化量,通过外插或者内插来求得与被排除的光谱的变化量对应的不满足排除条件(即,不包含噪声)的光谱的变化量。通过外插进行的修正使用沿着研磨时间排列的光谱的多个变化量,通过内插进行的修正使用在排列于工件w上的多个测定点获取到的光谱的多个变化量。
[0216]
数据处理部149构成为通过执行以下中的任一个动作来修正满足排除条件的光谱的变化量。
[0217]
(i)将满足排除条件(即,包含噪声)的光谱的变化量置换为不满足排除条件(即,不包含噪声)的光谱的变化量的动作
[0218]
(ii)将满足排除条件的光谱的变化量置换为在工件w的研磨过程中已经得到的光谱的多个变化量的平均值的动作
[0219]
(iii)将满足排除条件的光谱的变化量置换为在工件w上相邻的多个测定点得到的光谱的多个变化量的平均值的动作
[0220]
(iv)根据在工件w的研磨过程中已经得到的光谱的多个变化量生成近似式,并且将满足排除条件的光谱的变化量置换为所述近似式求得的值的动作
[0221]
关于上述(i),不满足排除条件(即,包含噪声)的光谱的变化量是在工件w的研磨过程中已经得到的光谱的变化量。在一实施方式中,不满足排除条件(即,不包含噪声)的光谱的变化量是在满足排除条件的光谱的变化量被获取之前获取到的最近的光谱的变化量。
[0222]
关于上述(ii),在工件w的研磨过程中已经得到的光谱的多个变化量是不满足排除条件(即,不包含噪声)的光谱的多个变化量。在一实施方式中,在工件w的研磨过程中已经得到的光谱的多个变化量是不包含当前的光谱的变化量的最近的m个光谱的变化量。个数m是预先设定的值。
[0223]
关于上述(iii),工件w上相邻的测定点是与满足排除条件的光谱的变化量被获取到的工件w上的测定点相邻的多个测定点。如上所述,光学传感器头107在研磨台103每旋转一圈时横穿工件w,同时将光导向工件w上的多个测定点,并接收来自这些多个测定点的反射光。工件w上的相邻的测定点例如也可以是位于满足排除条件(即,不包含噪声)的光谱的变化量被获取到的测定点的两侧的多个测定点。在相邻的各测定点获取到的光谱的变化量是不满足排除条件(即,不包含噪声)的光谱的变化量。
[0224]
关于上述(iv),如图20所示,近似式是具有表示光谱的变化量和研磨时间的坐标轴的坐标系上的式子。近似式以研磨时间为变量。近似式根据由不满足排除条件(即,不包含噪声)的光谱的多个变化量和对应的多个研磨时间特定的坐标系上的多个数据点确定。近似式也可以由多项式表示。求得近似式的方法并未特别地被限定。数据处理部149在工件w的研磨过程中生成近似式,通过将满足排除条件(即,包含噪声)的光谱的变化量被获取到的研磨时间输入近似式,能够修正光谱的变化量。
[0225]
数据处理部149沿着研磨时间累计不满足排除条件(即,不包含噪声)的光谱的变化量和上述修正后的光谱的变化量而算出光谱累积变化量,并且基于光谱累积变化量来监视工件w的研磨量。由于光谱累积变化量是不包含噪声的光谱的变化量的累积值,因此数据处理部149能够正确地监视工件w的研磨量。
[0226]
上述实施方式是以具有本发明所属技术领域中的通常的知识的人员能实施本发明为目的而记载的。上述实施方式的种种变形例只要是本领域人员当然就能够实施,本发明的技术思想也可以适用于其它的实施方式。因此,本发明不限于所记载的实施方式,按照请求保护的范围所定义的技术思想解释为最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。