1.本发明属于磨削抛光技术领域,尤其涉及一种用于磨削抛光的机床。
背景技术:
2.随着科技的发展,人们对手机、平板等电子的产品需求越来越多,对手机、平板等电子产品的屏幕、外壳等也提出了越来越高的要求。上述屏幕、外壳等采用玻璃、蓝宝石等光学硬脆材料减薄加工而成。在利用磨床对其磨削加工时,通常将硬脆材料送至送料盘上的接料腔中,再通过送料盘将硬脆材料送至磨削加工部。由于硬脆材料具有硬、脆的特点,且对加工精度要求高,其在接料腔中不能左右晃动,用于容置硬脆材料的接料腔尺寸与硬脆材料的尺寸非常接近,这导致硬脆材料上料精度要求非常高,需要使硬脆材料精准的进入接料腔中。
3.为了克服上述技术难题,公开号为cn110774174a的专利中公开了一种用于硬脆材料双端面磨削减薄的送料装置,该装置利用中转随行机构上料时,中转随行机构与送料转盘形成同转(中转随行机构与送料转盘相对静止),中转随行机构能实现硬脆材料无差速进入送料转盘中的接料腔,保证了入料的精准性。但该装置采用机械式同步转动结构,类似于离合器原理,挂挡时中转随行机构与送料转盘连接一同转动实现上料,松挡脱开后,中转随行机构再靠弹簧返回原位。机械式同步转动结构使得初始位置的调校非常复杂耗时,弹簧返回时效率和冲击力矛盾不易协调,导致硬脆材料上料时的精度依然难以保证且操作复杂,与现有越来越高的磨削要求不匹配。并且,送料转盘运行过程中会发现磨损,此时需要再次调校送料转盘初始位置或更换送料盘,操作过程复杂繁琐,未及时调校或更换会导致上料精度大大下降,影响产品的加工质量。
技术实现要素:
4.本发明所要解决的技术问题是克服以上背景技术中提到的不足和缺陷,提供一种上料精度高、操作简便的用于硬脆材料磨削加工的磨床。为解决上述技术问题,本发明提出的技术方案为:一种用于硬脆材料磨削加工的磨床,包括磨床本体,所述磨床本体上设有可转动的送料盘,所述送料盘上开设有用于容置硬脆材料的接料腔,还包括抓取上料机构,所述抓取上料机构包括抓取机械手与用于带动所述抓取机械手移动的第一伺服驱动装置,所述送料盘通过第二伺服驱动装置驱动,所述第一伺服驱动装置与第二伺服驱动装置的驱动控制信号相互联锁,使所述抓取上料机构向所述接料腔上料时可同步跟随所述送料盘转动,以使上料时抓取上料机构与送料盘相对静止,使硬脆材料无差速进入接料腔中,提高送料精度。
5.本发明中,抓取上料机构的结构形式可不限,比如可以采用上料scara机器人。本发明中,接料腔可以设置多个,实现多块硬脆材料的同时、连续化、批量化生产。
6.本发明中,送料盘旋转可采用伺服驱动,抓取机械手可采用四轴伺服驱动,送料盘
和抓取机械手在伺服驱动控制下可以实现先同期相遇再同步跟随。上述控制过程可以采用以下方式来实现:第一伺服驱动装置和第二伺服驱动装置同时连接一编码器(集成控制功能),在运行时,编码器首先获取第二伺服驱动装置的驱动信号(反应送料盘的位置信息),再将此驱动信号反馈至第一伺服驱动装置以告知第一伺服驱动装置该怎么运作以与送料盘同步运动,达到同步跟随的效果。当然只要可以实现上述功能,也可采用其他控制方式,比如还可采用一个总控器,通过一个总控制集成控制整个磨削过程(包括接收下文中提及的上料位置补正系统的反馈信息,并控制第一伺服驱动装置的运行轨迹)。
7.上述用于硬脆材料磨削加工的磨床中,优选的,所述磨床还包括用于获取所述送料盘的位置信息并将位置信息反馈至所述抓取上料机构的上料位置补正系统。送料盘在旋转运行一段时间后,送料盘会有磨损导致其与旋转中心发生位移,影响上料位置,发生上料偏差。本发明通过采用上料位置补正系统,该系统在每次放料前,会获取送料盘的位置信息,并与初始位置信息进行比对以计算偏移量,再将偏移量的结果反馈给抓取上料机构(如反馈给上述第一伺服驱动装置的编码器或总控器),抓取上料机构会依据上述反馈信息进行上料位置修正,以保证每次上料结果的准确性。并且,针对新机或更换送料盘后,送料盘旋转一圈,上料位置补正系统抓取每个上料位(接料腔)的初始位置,无需人员进行机构的人工调校,操作过程更加简洁,且相比于人工调校,精度更高。此外,该上料位置补正系统还可以计算送料盘的偏移位置,当超过设定阈值时,系统发出报警,提醒操作人员更换送料盘,可以对整个磨削过程进行实时动态监控。本发明中,上料位置补正系统可以采用以下运行规则:当送料盘磨损位移不超过3mm,都通过上料位置补正系统拍照抓取位置偏差并反馈给抓取上料机构,修正抓取上料机构的上料坐标;当上料位置补正系统拍照发现送料盘位置偏差超过3mm,系统发出报警,提醒操作人员更换送料盘。
8.上述用于硬脆材料磨削加工的磨床中,优选的,所述上料位置补正系统包括固定架,所述固定架上设有图像采集组件、刮水组件与气吹组件,所述刮水组件的下端与所述送料盘接触,所述气吹组件的出气口朝向所述送料盘。上述固定架可设置在送料盘周边,图像采集组件可包括相机、镜头以及光源,图像采用组件在固定架上的位置还可以调节以适应于不同的情况。上述刮水组件可采用刮水板,通过设置刮水板和气吹组件,可以减少磨液对图像采集组件的影响。
9.上述用于硬脆材料磨削加工的磨床中,优选的,所述送料盘上设有定位孔,每个所述接料腔均匹配设有至少一个定位孔,所述定位孔设于所述接料腔周边,所述上料位置补正系统获取所述定位孔的位置信息并将位置信息反馈至所述抓取上料机构。本发明中,图像采集组件在确定送料盘的位置信息时,需要一个参照物进行位置比对,本发明针对每个接料腔均设至少一个定位孔,通过定位孔的位置变化来确定送料盘的位置变化,可以准确的监测送料盘的位置信息。本发明不直接利用接料腔作为参照物的原因在于硬脆材料在磨削过程中,由于硬脆材料的微弱晃动可能会影响到接料腔的腔体大小,进而导致参照物本身位置信息的不准确。而本发明增设一个定位孔,定位孔作为参照物,其位置变化可充分反应送料盘的位置变化,监测的精度更高。
10.上述用于硬脆材料磨削加工的磨床中,优选的,所述磨床还包括用于检测所述抓取上料机构的上料是否进入所述接料腔的上料ng检测机构。本发明中可能存在上料没有进入接料腔,此时需要人工干预将上料送入接料腔,否则硬脆材料进入磨削部会被压碎,后续
清理非常麻烦。本发明通过设置上料ng检测机构,可能检测上料是否进入接料腔,如果检测到上料没有进入接料腔,此时上料ng检测机构会发出报警并使磨床停止工作。
11.上述用于硬脆材料磨削加工的磨床中,优选的,所述上料ng检测机构包括安装柱、用于检测上料状况并依据上料状况动作的胶轮检测部(设于接料腔处)、用于跟随所述胶轮检测部同步动作的指针和用于检测所述指针是否动作的接近传感器,所述胶轮检测部和接近传感器装设于所述安装柱上,所述指针装设于所述胶轮检测部上。当某一块硬脆材料未精准进入接料腔时,此时送料盘的厚度会增加,胶轮检测部会被抬起,从而带动指针转动,接近传感器会感应到指针转动,并发出警报并使磨床停止工作,避免未精准进入接料腔的硬脆材料进入磨削部。
12.上述用于硬脆材料磨削加工的磨床中,优选的,所述磨床还包括用于校正所述送料盘的局部变形的横杆,所述横杆贴设于所述送料盘上表面上。本发明中,由于硬脆材料很薄,会导致送料盘太薄,送料盘大且薄,会发生随机局部翘曲,通过设置横杆可以对送料盘进行校正。更优选的,在上料位置补正系统处(图像采集组件拍照位置之前)与放料位置处(放料之前)设置有横杆,有利于上料位置补正系统工作的准确性,有利于放料的精确性。
13.上述用于硬脆材料磨削加工的磨床中,优选的,所述磨床还包括用于硬脆材料堆叠存储并分片出料的弹夹式上料机构,所述抓取上料机构抓取所述弹夹式上料机构中的出料并送至所述接料腔。上述弹夹式上料机构主要用于存储硬脆材料,并分片出料,并对出料位置进行固定,具体可采用现有技术中常规设备。
14.上述用于硬脆材料磨削加工的磨床中,优选的,所述磨床还包括下料机构,所述下料机构包括下料输送线,所述下料输送线的一端设于所述送料盘的下方。本发明中,下料输送线可采用很柔软的草爬型输送带,不会损伤薄的硬脆材料。本发明中,可在送料盘出口(经磨削后的出口)的下方设置用于容置下料输送线的开口,硬脆材料经加工后直接通过重力落入下料输送线,通过下料输送线输送走加工后的产品。
15.本发明中,硬脆材料可为玻璃、陶瓷等材质,具体不限,均可利用本发明的磨床进行磨削加工。
16.与现有技术相比,本发明的优点在于:1、本发明的用于硬脆材料磨削加工的磨床,其抓取上料机构与送料盘的伺服驱动装置的控制信号相互联锁,使抓取上料机构向接料腔抓取上料时可同步跟随送料盘转动,以使上料时抓取上料机构与送料盘相对静止,使硬脆材料无差速由抓取上料机构放置到接料腔中,极大的提高了上料精度。并且,通过伺服驱动装置的控制信号相互联锁,抓取上料机构与送料盘其二者同步跟随的控制精度高,故障率少,更有利于提高上料精度。
17.2、本发明的用于硬脆材料磨削加工的磨床具有结构简单,使用方便,操作简单,人工操作少的优势。
附图说明
18.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
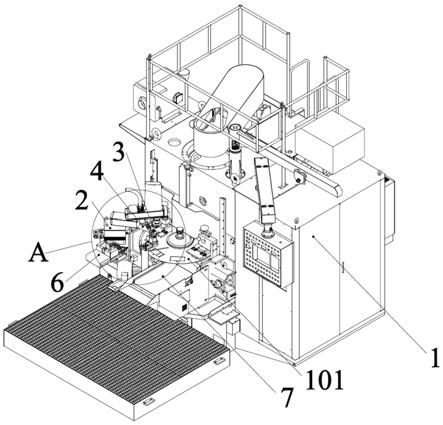
19.图1为实施例中用于硬脆材料磨削加工的磨床的结构示意图。
20.图2为图1中a的局部放大图。
21.图3为实施例中上料位置补正系统的结构示意图。
22.图4为实施例中上料ng检测机构与送料盘连接的结构示意图。
23.图例说明:1、磨床本体;101、送料盘;102、接料腔;103、第二伺服驱动装置;104、定位孔;2、抓取上料机构;201、抓取机械手;202、第一伺服驱动装置;3、上料位置补正系统;301、固定架;302、图像采集组件;303、刮水组件;304、气吹组件;4、上料ng检测机构;401、安装柱;402、胶轮检测部;403、指针;404、接近传感器;5、横杆;6、弹夹式上料机构;7、下料机构。
具体实施方式
24.为了便于理解本发明,下文将结合说明书附图和较佳的实施例对本发明作更全面、细致地描述,但本发明的保护范围并不限于以下具体的实施例。
25.除非另有定义,下文中所使用的所有专业术语与本领域技术人员通常理解的含义相同。本文中所使用的专业术语只是为了描述具体实施例的目的,并不是旨在限制本发明的保护范围。
26.除非另有特别说明,本发明中用到的各种原材料、试剂、仪器和设备等均可通过市场购买得到或者可通过现有方法制备得到。
27.实施例:如图1和图2所示,本实施例的用于硬脆材料磨削加工的磨床,包括磨床本体1,磨床本体1上设有可转动的送料盘101,送料盘101上开设有用于容置硬脆材料的接料腔102,还包括抓取上料机构2,抓取上料机构2包括抓取机械手201与用于带动抓取机械手201移动的第一伺服驱动装置202,送料盘101通过第二伺服驱动装置103驱动,第一伺服驱动装置202与第二伺服驱动装置103的驱动控制信号相互联锁,使抓取上料机构2向接料腔102上料时可同步跟随送料盘101转动。
28.本实施例中,上述抓取机械手201、第一伺服驱动装置202与第二伺服驱动装置103的种类型号可不限,能满足本实施例的需求即可。
29.如图3所示,本实施例中,磨床还包括用于获取送料盘101的位置信息并将位置信息反馈至抓取上料机构2的上料位置补正系统3。具体的,本实施例中,上料位置补正系统3包括固定架301,固定架301上设有图像采集组件302(如包括相机、镜头以及光源)、刮水组件303与气吹组件304,刮水组件303的下端与送料盘101接触,气吹组件304的出气口朝向送料盘101。
30.本实施例中,送料盘101上设有定位孔104,每个接料腔102均匹配设有至少一个定位孔104,定位孔104设于接料腔102周边,上料位置补正系统3获取定位孔104的位置信息并将位置信息反馈至抓取上料机构2。
31.如图4所示,本实施例中,磨床还包括用于检测抓取上料机构2的上料是否进入接料腔102的上料ng检测机构4。具体的,本实施例中,上料ng检测机构4包括安装柱401、用于检测上料状况并依据上料状况动作的胶轮检测部402、用于跟随胶轮检测部402同步动作的指针403和用于检测指针403是否动作的接近传感器404,胶轮检测部402和接近传感器404
装设于安装柱401上,指针403装设于胶轮检测部402上。
32.本实施例中,磨床还包括用于校正送料盘101的局部变形的横杆5,横杆5贴设于送料盘101上表面上。具体的,本实施例中,横杆5在上料位置补正系统3的工作位置之前与抓取上料机构2放料位置之前均设有一个横杆5。
33.本实施例中,磨床还包括用于硬脆材料堆叠存储并分片出料的弹夹式上料机构6,抓取上料机构2抓取弹夹式上料机构6中的出料并送至接料腔102。上述弹夹式上料机构6可采用现有技术中常规设备。
34.本实施例中,磨床还包括下料机构7,下料机构7包括下料输送线,下料输送线的一端设于送料盘101的下方。本实施例中,下料输送线可采用草爬型输送带。
35.本实施例中,硬脆材料可为玻璃、陶瓷等材质,具体不限,均可利用本实施例的磨床进行磨削加工。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。