1.本发明属于冶金连铸技术领域,尤其涉及一种助熔剂及促进钢连铸浇注过程中保护渣熔化的方法。
背景技术:
2.钢中加入一定量的合金元素可以大幅改善钢某方面的性能,比如在低碳钢中加入一些t
i
可以提高钢的强度,不锈钢中添加一些ti可以提高其抗酸腐蚀性能。这是由于钢中合金元素t
i
对氮和碳有很强的亲和力,t
i
n和t
i
(c,n)在奥氏体中析出可以促进晶粒细化,由奥氏体向铁素体转变时t
i
n和t
i
(c,n)在铁素体中析出可以促进弥散强化的作用。
3.然而含t
i
的钢在连铸生产过程中,钢液中的t
i
会造成以下问题:1、钢液中的t
i
会与保护渣中的sio2发生氧化还原反应,导致保护渣成分变化和性能的恶化,进而导致铸坯表面缺陷的问题甚至漏钢;2、钢液中的t
i
容易和n形成t
i
n夹杂物,若t
i
n夹杂物不能被保护渣有效吸收,高熔点的t
i
n容易造成结壳和水口结瘤等表面质量问题。
4.针对上述含t
i
钢的连铸问题,现有技术中针对连铸保护渣做了改进,连铸保护渣是连铸生产过程中重要的辅助材料,在连铸保护浇注过程中起到防止二次氧化、减少钢水散热、改善传热、吸收和溶解非金属夹杂物、润滑等作用。传统的含钛钢的保护渣主要由cao和sio2组成,为了调节熔融渣的黏度和凝固温度,现有技术中在传统保护渣组分的基础上添了加al2o3、mgo、na2o、f和li2o以及助熔剂c等,虽然解决了高熔点的t
i
n造成的结壳和水口结瘤等表面质量问题,但在实际连铸浇注过程中,形成大量的硫化物、氮化物、氧化物和硅酸盐等高熔点的非金属夹杂物不仅恶化保护渣的性能,降低保护渣的熔化速度,而且出现结团和较硬的渣条等情况,严重时依然会造成漏钢和影响铸坯表面质量等生产和质量事故。
5.因此,如何更有效地促进钢连铸浇注过程中保护渣的熔化问题,从而避免产生漏钢以及影响铸坯表面质量等生产和质量事故是亟待解决的问题。
技术实现要素:
6.鉴于此,本发明提供了一种助熔剂及促进钢连铸浇注过程中保护渣熔化的方法,该助熔剂可实时对结晶器内保护渣的熔化状态进行在线调整,从而更有效地促进钢连铸浇注过程中保护渣的熔化,能够减少甚至避免产生漏钢以及影响铸坯表面质量等生产和质量事故。
7.为达到上述发明目的,本发明实施例采用了如下的技术方案:
8.一种助熔剂,按质量百分比计,包括如下原料:硼砂20%
‑
80%,碳酸锂10%
‑
50%和萤石粉0
‑
30%。
9.本发明提供的助述熔剂是由特定含量的硼砂、碳酸锂和萤石粉构成的混合物,其中硼砂的熔点为880℃,碳酸锂的熔点为723℃,萤石粉的熔点为1350℃,通过采用三种不同熔点的原料以特定的比例构成的混合物作为助熔剂,可显著降低保护渣及其吸附的非金属
夹杂物的熔点,改善不同钢种尤其是含钛钢的性能,提高保护渣的熔化速度,减少甚至避免因保护渣熔化不良出现的结团和较硬渣条等情况对连铸坯质量及生产造成的不利影响。
10.本发明提供的助述熔剂可根据结晶器内保护渣实际的熔化状态,随时调整助熔剂与连铸浇注过程中添加的保护渣的配比,以确保保护渣的熔化效果达到最佳状态,提高连铸坯表面质量(铸坯合格率),避免漏钢等生产事故。
11.本发明还提供了上述助熔剂的制备方法,包括如下步骤:
12.根据上述助熔剂的原料配比称取各原料,经混合、破碎,即得所述助熔剂。本发明提供的助熔剂的制备方法,简单方便,易于工业化。
13.可选地,所述助熔剂的粒径≤1.5mm。
14.可选地,所述助熔剂中粒径在1.0
‑
1.5mm之间的占比≤1wt%,粒径在0.1
‑
1.0mm之间的占比为40wt%
‑
50wt%,粒径小于0.1mm的占比为50wt%
‑
60wt%;其中,粒径为1.0mm的颗粒属于0.1
‑
1.0mm之间的范围。通过限定助熔剂的粒径及其分布,可进一步提高助熔剂及保护渣的熔化效果。
15.可选地,所述助熔剂的含水量≤0.5wt%。通过限定助熔剂中的含水量,可进一步提高连铸坯的质量,提高连铸坯的合格率。
16.本发明还提供了一种促进钢连铸浇注过程中保护渣熔化的方法,包括将助熔剂与保护渣加入结晶器的步骤;
17.其中,所述连铸浇注为中间包保护浇注;
18.所述助熔剂为上述的助熔剂或上述的助熔剂的制备方法制得的助熔剂。
19.本发明提供的促进钢连铸浇注过程中保护渣熔化的方法,只适用于中间包保护浇注工艺,通过将助熔剂与中间包保护浇注工艺中需要添加的保护渣加入结晶器内,可实时地调整结晶器内保护渣的熔化状态,改善保护渣的性能,减少甚至避免因保护渣熔化不良出现的结团和较硬渣条等情况对连铸坯质量及生产造成的不利影响。该方法能够有效避免现有的连铸浇注过程中产生漏钢问题,提高铸坯表面质量(铸坯合格率)。
20.可选地,所述助熔剂与保护渣可同时加入或交替加入。
21.可选地,可采用惰性气体作为载体将保护渣与助熔剂同时加入;或将助熔剂与保护渣交替加入。
22.可选地,加入的保护渣与助熔剂的质量比为1:0.1
‑
0.4。
具体实施方式
23.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
24.现有的促进钢连铸浇注过程中保护渣熔化的方法,都是将助熔剂与保护渣经混合、烧结后得到具有固定组分和性质的助熔剂改性后的保护渣,然后在中间包保护浇注工艺时,按照工艺的要求定期加入该助熔剂改性后的保护渣,但在实际连铸浇注过程中,受工艺及其他因素的影响,比如钢在冶炼过程中由于脱氧剂的加入会形成氧化物和硅酸盐,钢在凝固过程中由于某些元素(如硫、氮)溶解度下降形成的硫化物、氮化物等等,这些具有高熔点且不具有金属性质的非金属夹杂物根本来不及排出而留在钢中,非金属夹杂物的存在
不仅恶化具有固定组分的保护渣的性能,降低保护渣的熔化速度,而且会出现结团和较硬的渣条等情况,严重时依然会造成漏钢和影响铸坯表面质量等生产和质量事故。
25.针对上述问题,现有的研究方向和思路依然是改进保护渣的成分及特性,但是没有成效。而发明人跳出了现有研究的局限,创造性地采用特定组分的助熔剂与保护渣作为两个单独的组分,根据钢连铸浇注过程中结晶器内保护渣的熔化状态,将特定成分的助熔剂与保护渣按照不同的比例进行配比,由此来实时调整保护渣的成分及特性,促进保护渣熔化。与现有技术相比,该方法得到的铸坯合格率提高了3.8%
‑
12%。
26.此外,本发明提供的助熔剂主要以硼系、锂系等无氟助熔剂为主,以萤石粉为辅,在满足生产需要和环保的条件下,通过助熔剂中各原料的配比提高了物料使用的性价比,比使用单一物料更加有利于提升铸坯合格率、降低成本。
27.为此,本发明提供如下方案:
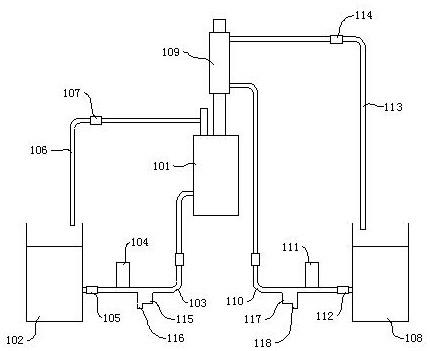
28.在采用中间包保护浇注工艺进行钢连铸浇注过程中,采用自动加渣装置将保护渣和助熔剂按照1:(0.1
‑
0.4)的质量比设定,并用氮气或其它惰性气体(如氦气、氩气等)作为载体将保护渣和助熔剂同时加入结晶器内;或者是将保护渣和助熔剂按照1:(0.1
‑
0.4)的质量比手动交替加入结晶器内;
29.其中,按质量百分比计,上述助熔剂包括如下原料:硼砂20%
‑
80%,碳酸锂10%
‑
50%和萤石粉0
‑
30%,其制备方法如下:
30.按照上述助熔剂的原料配比称取各原料,经混合、破碎、干燥,即得助熔剂。该助溶剂的含水量≤0.5wt%,粒径≤1.5mm,粒径在1.0
‑
1.5mm之间的占比≤1wt%,粒径在0.1
‑
1.0mm之间的占比为40wt%
‑
50wt%,粒径小于0.1mm的占比为50wt%
‑
60wt%。
31.上述助熔剂中各原料的配比、粒径分布及含水量,以及助熔剂与保护渣的质量比均可根据实际情况进行调整。
32.下面分多个实施例对本发明实施例进行进一步的说明。
33.为方便比较,以下各实施例及对比例中均采用如下的保护渣:以质量百分比计,含cao 28.57%,mgo 1.04%,sio231.14%,al2o36.82%,fe2o31.33%,k2o 0.3%,na2o 3.97%,c16.20%,f
‑
4.40%,余量为灰分及不可避免的杂质(荧光分析测得)。
34.实施例1
35.本实施例提供一种促进钢连铸浇注过程中保护渣熔化的方法,步骤如下:
36.助熔剂的制备:将硼砂80kg,碳酸锂10kg和萤石粉10kg混合、用破碎机破碎、150
‑
160℃干燥,即得助熔剂。
37.经水分检测仪检测,上述助溶剂的含水量为0.5wt%;经筛分检测,上述助熔剂的粒径≤1.5mm,粒径在1.0
‑
1.5mm之间(不包括1.0mm)的占比为≤1wt%,粒径在0.1
‑
1.0mm之间(包括1.0mm)的占比为40wt%
‑
50wt%,粒径小于0.1mm的占比为50wt%
‑
60wt%。
38.促进保护渣熔化:采用中间包保护浇注连铸机生产含钛钢(熔炼成分ti含量为0.03wt%),在浇注过程中产生大量渣条,虽然不断将渣条捞出,但保护渣熔化效果依然不佳,且连铸坯表面质量较差。为此,将其中的四个流采用上述保护渣进行在线调整,另外四个流不进行在线调整(只加入保护渣),共20炉,每炉连铸坯支数为40支。其中,采用上述保护渣进行在线调整保护渣熔化状态的生产工艺时,采用人工的方式依次将保护渣与助熔剂交替加入,每批加入的保护渣与助熔剂的质量比为1:0.1。通过在线调整后得到的不合格铸
坯(废品)支数合计11支,不进行在线调整后得到的不合格铸坯(废品)支数合计42支,在线调整后,铸坯合格率提高了3.87%。
39.实施例2
40.本实施例提供一种促进钢连铸浇注过程中保护渣熔化的方法,步骤如下:
41.助熔剂的制备:将硼砂20kg、碳酸锂50kg和萤石粉30kg混合、用破碎机破碎、190
‑
200℃干燥,即得助熔剂。
42.经水分检测仪检测,上述助溶剂的含水量为0.3wt%;经筛分检测,上述助熔剂的粒径≤1.5mm,粒径在1.0
‑
1.5mm之间(不包括1.0mm)的占比为≤1wt%,粒径在0.1
‑
1.0mm之间(包括1.0mm)的占比为40wt%
‑
50wt%,粒径小于0.1mm的占比为50wt%
‑
60wt%。
43.促进保护渣熔化:采用中间包保护浇注连铸机生产含钛钢(熔炼成分ti含量为0.09wt%),在浇注过程中产生大量渣条,虽然不断将渣条捞出,但保护渣熔化效果依然不佳,且连铸坯表面质量较差。为此,将其中的四个流采用上述保护渣进行在线调整,另外四个流不进行在线调整(只加入保护渣),共20炉,每炉连铸坯支数为40支。其中,采用上述保护渣进行在线调整保护渣熔化状态的生产工艺时,设定保护渣和助熔剂的质量比为5:1,用氮气作为载体并通过自动加渣装置将保护渣和助熔剂的混合物自动加入结晶器内。通过在线调整后得到的不合格铸坯(废品)支数合计70支,不进行在线调整后得到的不合格铸坯(废品)支数合计24支,在线调整后,铸坯合格率提高了5.75%。
44.实施例3
45.本实施例提供一种促进钢连铸浇注过程中保护渣熔化的方法,步骤如下:
46.助熔剂的制备:将硼砂50kg和碳酸锂50kg混合、用破碎机破碎、170
‑
180℃干燥,即得助熔剂。
47.经水分检测仪测,上述助溶剂的含水量为0.2wt%;经筛分检测,上述助熔剂的粒径≤1.5mm,粒径在1.0
‑
1.5mm之间(不包括1.0mm)的占比为≤1wt%,粒径在0.1
‑
1.0mm之间(包括1.0mm)的占比为40wt%
‑
50wt%,粒径小于0.1mm的占比为50wt%
‑
60wt%。
48.促进保护渣熔化:采用中间包保护浇注连铸机生产含钛钢(熔炼成分ti含量为0.18wt%),在浇注过程中产生大量渣条,虽然不断将渣条捞出,但保护渣熔化效果依然不佳,且连铸坯表面质量较差。为此,将其中的四个流采用上述保护渣进行在线调整,另外四个流不进行在线调整(只加入保护渣),共20炉,每炉连铸坯支数为40支。其中,采用上述保护渣进行在线调整保护渣熔化状态的生产工艺时,设定保护渣和助熔剂的质量比为5:2,用氮气作为载体并通过自动加渣装置将保护渣和助熔剂的混合物自动加入结晶器内。通过在线调整后得到的不合格铸坯(废品)支数合计123支,不进行在线调整后得到的不合格铸坯(废品)支数合计30支,在线调整后,铸坯合格率提高了11.625%。
49.对比例1
50.本对比例提供一种促进钢连铸浇注过程中保护渣熔化的方法,步骤如下:
51.助熔剂改性后保护渣的制备:将硼砂80kg,碳酸锂10kg和萤石粉10kg混合、用破碎机破碎、150
‑
160℃干燥,即得助熔剂。
52.经水分检测仪检测,上述助溶剂的含水量为0.5wt%;经筛分检测,上述助熔剂的粒径≤1.5mm,粒径在1.0
‑
1.5mm之间的占比为≤1wt%,粒径在0.1
‑
1.0mm之间的占比为40wt%
‑
50wt%,粒径小于0.1mm的占比为50wt%
‑
60wt%。
53.将上述100kg助熔剂与1000kg保护渣混匀后在750
‑
800℃下烧结3h,搅拌、喷雾除尘、180
‑
200℃干燥、冷却至室温得改性后的保护渣:改性后的保护渣经荧光分析检测成分如下:以质量百分比计,含cao 27.5%,mgo0.96%,sio230.2%,al2o36.40%,fe2o33.16%,k2o 0.40%,na2o 4.92%,c0.28%,f
‑
5.32%,b2o
3 4.75%,li2o 0.62%,余量为不可避免的杂质。
54.促进保护渣熔化:采用中间包保护浇注连铸机生产含钛钢(熔炼成分ti含量为0.03wt%),在浇注过程中产生大量渣条,虽然不断将渣条捞出,但保护渣熔化效果依然不佳,且连铸坯表面质量较差。为此,将其中的四个流只添加上述改性后的保护渣,另外四个流不调整(只添加保护渣),共20炉,每炉连铸坯支数为40支。其中,每批加入的改性后的保护渣与保护渣的质量比为1.1:1,通过加入助熔剂改性后保护渣得到的不合格铸坯(废品)支数合计23支,加入保护渣后得到的不合格铸坯(废品)支数合计40支,在线调整后,铸坯合格率提高了2.215%。
55.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换或改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。