:
1.本发明涉及一种纸箱的加工工艺,尤其涉及一种瓦楞包装纸箱大头压线加工工艺。
背景技术:
2.瓦楞包装以其轻便牢固,能起到保护商品的作用,又便于运输装卸的特点,被广泛应用于产品包装领域。瓦楞纸箱具有轻便、牢固、减振及适合机械化生产的特点,多年来一直使用于运输包装和销售包装。瓦楞纸箱以其精美的外观和内在优良的质量赢得了市场,它除了保护商品、便于仓储、运输之外,还起到美化商品,宣传商品的作用。尤其当今世界各个国家都非常重视环境保护的情况下,瓦楞纸箱具有回收再利用的优点,它利于环保,利于装卸运输,利于节约木材等。
3.传统的瓦楞包装箱加工工艺为分纸-模切(包括压线)-印刷-接合,分纸即纸板分纸裁切去掉边缘,将瓦楞纸分成做纸箱尺寸规格的纸片,模切是通过模切机上模具和优力胶的相互轧合完成对瓦楞纸板先压线(在纸板上压出折叠线,即压出箱高线、箱宽线);而后成型切割;最好对瓦楞包装纸箱印刷后,采用黏合或钉箱的方式进行接合处理。
4.传统的瓦楞包装箱加工工艺存在的问题是:
5.1、传统模切工艺中,平模压线为1.05*22.5mm的并装压线配套 3.5*0.8mm的底模条,压线周围为了纸箱不压裂还需要加贴50
°
海绵弹垫,底模条、弹垫会破坏压线两边3-16mm内的纸板的楞型,影响产品抗压;
6.2、加装的低模条还会阻碍产品拉出,严重影响生产效率;
7.3、产品正常切里纸面,低模条压合的痕迹会留在产品表面影响产品美观度。
8.因此,需要研究一种能够优化压线效果的瓦楞包装纸箱加工工艺。
技术实现要素:
9.为解决上述技术问题,本发明的目的在于提供一种瓦楞包装纸箱大头压线加工工艺。
10.本发明由如下技术方案实施:一种瓦楞包装纸箱的加工工艺,其特征在于,包括以下步骤:
11.s1分纸裁切:将瓦楞纸原料进行分纸裁切,得到瓦楞纸板;
12.s2印刷:将分纸裁切完成后的瓦楞纸板传送到印刷机上,选择图文印版,对瓦楞纸板进行印刷,得到印刷品;
13.s3喷涂防护剂:在印刷品含有印刷图案的一面喷洒防护剂,完全干燥后,得到涂布半成品;
14.s4模切:对涂布半成品经模切刀进行模切,形成展开形状的盒板,得到模切样板;
15.s5粘箱:将模切样板通过粘箱机进行折叠粘合,得到瓦楞纸箱成品;
16.其中,所述s4模切采用平模进行大头压线,模条厚度为0.3-1.5 mm。
17.2、根据权利要求1所述的瓦楞包装纸箱的加工工艺,其特征在于,所述防护剂在印刷品上的喷洒量为10-11g/
㎡
,喷洒温度为 170-190℃。
18.3、根据权利要求1所述的瓦楞包装纸箱的加工工艺,其特征在于,所述s5粘箱具体设置为,将对模切样板的喷涂面用胶轮进行打磨,然后再通过粘箱机进行折叠粘合,得到瓦楞纸箱成品。
19.4、根据权利要求1所述的瓦楞包装纸箱的加工工艺,其特征在于,所述s3喷涂防护剂具体设置为,喷涂防护剂:在印刷品含有印刷图案的一面喷洒防护剂,然后在相反面淋膜乳化蜡,乳化蜡的淋膜量为20-22g/
㎡
,淋膜温度为80-90℃,待完全干燥后,得到涂布半成品。
20.5、根据权利要求1所述的瓦楞包装纸箱的加工工艺,其特征在于,所述平模的模条厚度为1mm。
21.本发明的优点:本发明通过采用大头压线的处理方式,解决了传统工艺压线时会破坏压线两边3-16mm内的纸板的楞型,从而影响产品抗压效果的问题,实现了压线后瓦楞纸箱无低模条痕迹,降低损失抗压因素,无更换低模条或低模条挂片卡机造成停机现象的效果。
附图说明:
22.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
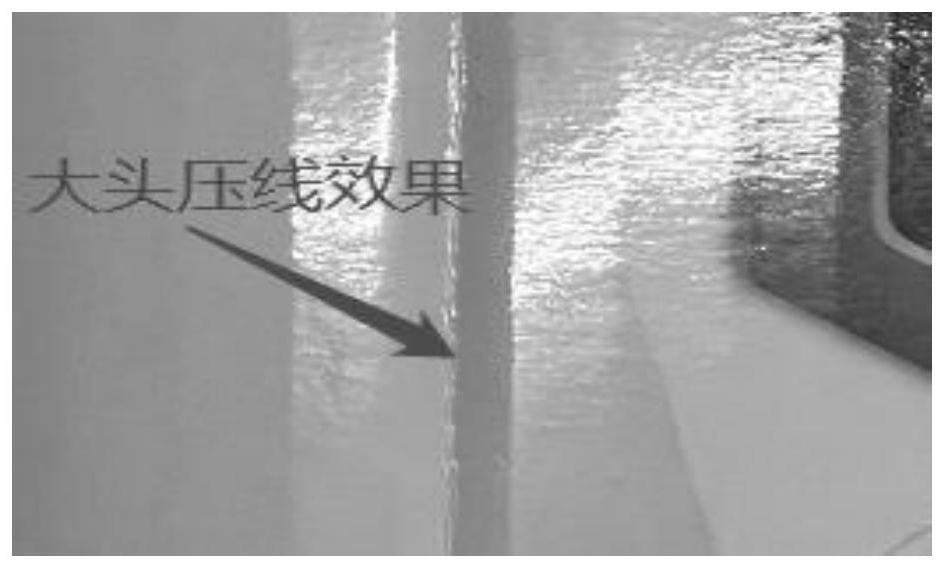
23.图1为实施例1压线后的效果图;
24.图2为实施例2压线效果图。
具体实施方式:
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.实施例1:
27.一种瓦楞包装纸箱的加工工艺,包括以下步骤:
28.s1分纸裁切:将瓦楞纸原料进行分纸裁切,得到瓦楞纸板;
29.s2印刷:将分纸裁切完成后的瓦楞纸板传送到印刷机上,选择图文印版,对瓦楞纸板进行印刷,得到印刷品;
30.s3喷涂防护剂:在印刷品含有印刷图案的一面喷洒防护剂,所述防护剂在印刷品上的喷洒量为10g/
㎡
,喷洒温度为180℃,然后在相反面淋膜乳化蜡,乳化蜡的淋膜量为20g/
㎡
,淋膜温度为80℃,待完全干燥后,得到涂布半成品。
31.s4模切:对涂布半成品经模切刀进行模切,形成展开形状的盒板,得到模切样板;
32.s5粘箱:将对模切样板的喷涂面用胶轮进行打磨,然后再通过粘箱机进行折叠粘
合,得到瓦楞纸箱成品。
33.其中,所述s4模切采用平模进行大头压线,模条厚度为1mm。
34.实施例2:
35.为对比本发明与传统工艺中瓦楞纸压线效果,本实施例包括以下步骤:
36.s1分纸裁切:将瓦楞纸原料进行分纸裁切,得到瓦楞纸板;
37.s2印刷:将分纸裁切完成后的瓦楞纸板传送到印刷机上,选择图文印版,对瓦楞纸板进行印刷,得到印刷品;
38.s3喷涂防护剂:在印刷品含有印刷图案的一面喷洒防护剂,所述防护剂在印刷品上的喷洒量为10g/
㎡
,喷洒温度为180℃,然后在相反面淋膜乳化蜡,乳化蜡的淋膜量为20g/
㎡
,淋膜温度为80℃,待完全干燥后,得到涂布半成品。
39.s4模切:该实施例采用模切机,只对涂布半成品进行压线,压线采用平模压线,压线条厚度为1.05mm,两个压线条并装。
40.实施例1和实施例2压线后的瓦楞纸板如图1和2所示,从图1 中可知,改善前产品表面有明显低模条痕迹;从图2可知,压线后瓦楞纸板无低模条痕迹,可降低损失抗压因素。
41.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
技术特征:
1.一种瓦楞包装纸箱的加工工艺,其特征在于,包括以下步骤:s1分纸裁切:将瓦楞纸原料进行分纸裁切,得到瓦楞纸板;s2印刷:将分纸裁切完成后的瓦楞纸板传送到印刷机上,选择图文印版,对瓦楞纸板进行印刷,得到印刷品;s3喷涂防护剂:在印刷品含有印刷图案的一面喷洒防护剂,完全干燥后,得到涂布半成品;s4模切:对涂布半成品经模切刀进行模切,形成展开形状的盒板,得到模切样板;s5粘箱:将模切样板通过粘箱机进行折叠粘合,得到瓦楞纸箱成品;其中,所述s4模切采用平模进行大头压线和模切,模条厚度为0.3-1.5mm。2.根据权利要求1所述的瓦楞包装纸箱的加工工艺,其特征在于,所述防护剂在印刷品上的喷洒量为10-11g/
㎡
,喷洒温度为170-190℃。3.根据权利要求1所述的瓦楞包装纸箱的加工工艺,其特征在于,所述s5粘箱具体设置为,将对模切样板的喷涂面用胶轮进行打磨,然后再通过粘箱机进行折叠粘合,得到瓦楞纸箱成品。4.根据权利要求1所述的瓦楞包装纸箱的加工工艺,其特征在于,所述s3喷涂防护剂具体设置为,喷涂防护剂:在印刷品含有印刷图案的一面喷洒防护剂,然后在相反面淋膜乳化蜡,乳化蜡的淋膜量为20-22g/
㎡
,淋膜温度为80-90℃,待完全干燥后,得到涂布半成品。5.根据权利要求1所述的瓦楞包装纸箱的加工工艺,其特征在于,所述平模的模条厚度为1mm。
技术总结
本发明公开了一种瓦楞包装纸箱的加工工艺,包括以下步骤:S1分纸裁切;S2印刷;S3喷涂防护剂;S4模切;S5粘箱,得到瓦楞纸箱成品;其中,S4模切采用平模进行大头压线,模条厚度为0.3-1.5mm。本发明通过采用大头压线的处理方式,解决了传统工艺压线时会破坏压线两边3-16mm内的纸板的楞型,从而影响产品抗压效果的问题,实现了压线后瓦楞纸箱无低模条痕迹,降低损失抗压因素,无更换低模条或低模条挂片卡机造成停机现象的效果。机造成停机现象的效果。机造成停机现象的效果。
技术研发人员:张和平
受保护的技术使用者:呼和浩特市吉宏印刷包装有限公司
技术研发日:2022.02.08
技术公布日:2022/5/31
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。