1.本发明涉及包装盒加工技术领域,具体地说涉及一种天地盖连接部的贴连接纸工艺。
背景技术:
2.现有的包装盒,如白酒盒、卷烟盒等,大多包括天盖和地盖两部分。天地盖,又称为天地盒,指的是一种盒子的包装样式。其中,纸盒的盖称为“天”,纸盒的底称为“地”,故为天地盖。在生产加工包装盒的过程中,天盖与地盖之间预先通过胶带粘合在一起,再于天盖与地盖的连接部通过带胶的连接纸用以进一步加强固定。
3.在现有的包装盒加工工艺技术中,针对天地盖连接部连接纸粘贴的全自动化工艺尚未实现,在连接纸的出料、转运以及粘贴的环节中,往往需要人工进行辅助才能得以完成。这种需要人工辅助的包装盒组装方式,不仅会出现天地盖之间粘连不牢固、贴覆不平整、容易松散等问题,还会增添生产成本、降低生产效率,于是本发明提出一种粘贴成型的效果平整牢固、自动化程度和工作效率较高的天地盖连接部的贴连接纸工艺。
技术实现要素:
4.本发明所要解决的技术问题是提供一种粘贴成型的效果平整牢固、自动化程度和工作效率较高的天地盖连接部的贴连接纸工艺。
5.为了解决上述技术问题,本发明采用如下技术方案:一种天地盖连接部的贴连接纸工艺,包括以下步骤:
6.s1、吸附,将连接纸从上表面吸附以固定;
7.s2、涂胶,对吸附的连接纸进行下表面涂胶;
8.s3、定位,将下表面涂胶的连接纸移动至天地盖连接部上方,并从所述天地盖连接部的正上方向下抵压待粘贴的连接纸,使连接纸的中部压在所述天地盖连接部的顶端;
9.s4、粘贴,沿所述天地盖连接部的两侧向下铲刷连接纸,使连接纸的两翼向下翻折,下压后,连接纸涂胶的下表面粘贴于所述天地盖连接部的两侧面。
10.进一步地,所述步骤s1的吸附是通过带有负压的吸附面将连接纸从上表面进行吸附。
11.进一步地,所述步骤s2的涂胶采用如下方法:
12.在连接纸行进方向设置一滚动式上胶辊,在连接纸向天盖和地盖方向水平行进过程中,下表面与滚动式所述上胶辊摩擦接触,所述上胶辊通过滚动将胶水涂覆于连接纸的下表面,使连接纸的下表面具有胶黏性。
13.进一步地,所述步骤s3的定位采用如下方法:
14.设置一移动式中间压板,所述中间压板下压时与所述天地盖连接部的顶面配合,将待粘贴的连接纸的中部从顶端压紧至所述天地盖连接部。
15.进一步地,所述步骤s4的粘贴采用如下方法:
16.设置分别位于所述中间压板两侧面的左压迫件和右压迫件,所述左压迫件和右压迫件分别滑动安装在所述中间压板的两侧,通过设置下压驱动机构来驱动所述左压迫件或所述右压迫件沿所述中间压板的侧面进行上下移动,所述左压迫件和右压迫件沿着所述天地盖连接部的两侧面向下铲刷,使得连接纸的两翼向下翻折并粘贴定型。
17.进一步地,所述步骤s3的定位还包括连接在所述中间压板上的一限位框板,当所述中间压板下压将连接纸压在所述天地盖连接部的顶端时,所述限位框板抵压于所述天地盖连接部的上沿口部。
18.进一步地,所述限位框板包括弹性相连的上部和下部,所述上部连接在所述中间压板的底端周向,所述下部用于压住所述天地盖连接部的上沿口部。
19.进一步地,所述吸附面设置在贴纸成型组件的底面,所述吸附面连通至负压机构。
20.进一步地,所述贴纸成型组件包括所述吸附面、限位框板、中间压板、左压迫件和右压迫件,所述贴纸成型组件设在一移动模组上,所述移动模组用于带动所述贴纸成型组件进行水平位移及竖向位移。
21.进一步地,所述步骤s1的吸附之前还包括对连接纸进行连续输出、对输出的连接纸进行角度调整的步骤。
22.本发明的有益效果体现在:
23.本发明中,整体加工工艺系列均采用自动化程度较高的贴连接纸装置,各机构之间紧密配合,完成对天盖和地盖之间的粘贴定型,通过采用负压吸附的方式对连接纸进行提取和定位,再利用压迫件进行铲刷固定和粘贴,确保粘贴效果的平整牢固程度,整套工序操作流畅、加工迅速,提高了工作效率,降低了生产成本。
附图说明
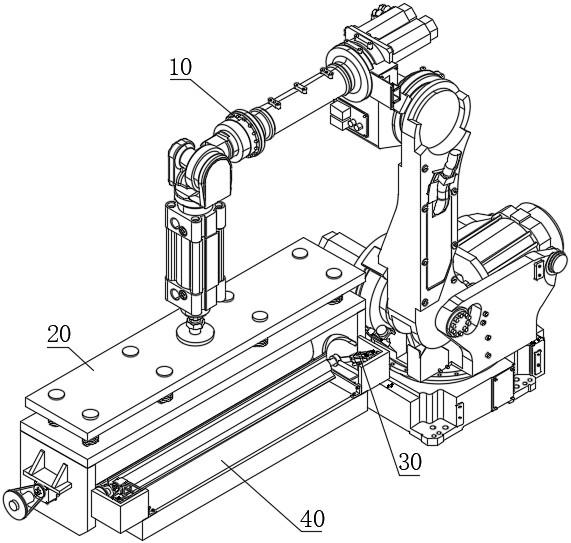
24.图1是本发明一实施例的贴纸成型组件局部示意图。
25.图2是本发明一实施例的贴纸成型组件与天地盖连接部配合示意图。
26.图3是本发明一实施例的贴纸成型组件整体示意图。
27.图4是本发明一实施例的贴纸成型组件仰视图。
28.图5是本发明一实施例的天盖和地盖的连接结构示意图。
29.图6是本发明一实施例的连接纸在天地盖连接部的粘贴方式。
30.图7是本发明一实施例的连接纸粘贴流程图。
31.图8是本发明一实施例的局部结构正视图。
32.图9是本发明一实施例的局部结构示意图。
33.附图中各部件的标记为:1、出料机构;2、上胶组件;201、上胶辊;202、粘胶辊;203、胶池;3、贴纸成型组件;301、吸附面;302、限位框板;303、中间压板;304、左压迫件;305、右压迫件;4、传送机构;5、载料组件;501、承载支架;502、托板;503、气缸模组;6、调整组件;601、第一支撑架;602、第二支撑架;603、第一水平传动导轨组件;604、第二水平传动导轨组件;605、第一调整板模组;606、第二调整板模组;7、移动模组;701、支撑架;702、水平驱动组件;703、垂直驱动组件;704、连接座;8、天盖;9、地盖;10、天地盖连接部。
具体实施方式
34.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
35.需要说明,若本发明实施例中有涉及方向性指示(诸如上、下、左、右、前、后
……
),则该方向性指示仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
36.另外,若本发明实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,全文中出现的“和/或”的含义,包括三个并列的方案,以“a和/或b”为例,包括a方案、或b方案、或a和b同时满足的方案。另外,“多个”指两个以上。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
37.参见图1-图9。
38.本发明一种天地盖连接部的贴连接纸工艺,包括以下步骤:
39.s1、吸附,将连接纸从上表面吸附以固定;
40.s2、涂胶,对吸附的连接纸进行下表面涂胶;
41.s3、定位,将下表面涂胶的连接纸移动至天地盖连接部10上方,并从所述天地盖连接部10的正上方向下抵压待粘贴的连接纸,使连接纸的中部压在所述天地盖连接部10的顶端;
42.s4、粘贴,沿所述天地盖连接部10的两侧向下铲刷连接纸,使连接纸的两翼向下翻折,下压后,连接纸涂胶的下表面粘贴于所述天地盖连接部10的两侧面。
43.本发明中,整体加工工艺系列均采用自动化程度较高的贴连接纸装置,各机构之间紧密配合,完成对天盖和地盖之间的粘贴定型,通过采用负压吸附的方式对连接纸进行提取和定位,再利用压迫件进行铲刷固定和粘贴,确保粘贴效果的平整牢固程度,整套工序操作流畅、加工迅速,提高了工作效率,降低了生产成本。
44.在一实施例中,所述步骤s1的吸附是通过带有负压的吸附面301将连接纸从上表面进行吸附,这样设计,利用负压吸附的原理将连接纸吸附在所述吸附面301的底面,便于在后续的所述步骤s3和s4中直接下压粘贴在所述天地盖连接部10上,无需人工提取连接纸进行操作,方便快捷。
45.在一实施例中,所述步骤s2的涂胶采用如下方法:
46.在连接纸行进方向设置一滚动式上胶辊201,在连接纸向天盖8和地盖10方向水平行进过程中,下表面与滚动式所述上胶辊201摩擦接触,所述上胶辊201通过滚动将胶水涂覆于连接纸的下表面,使连接纸的下表面具有胶黏性;
47.在该所述步骤s2中设有上胶组件2,所述上胶组件2用于当吸附在所述吸附面301
底面的连接纸经过时,为其下表面涂胶,所述上胶组件2包括所述上胶辊201、胶池203、部分浸没在所述胶池203中的粘胶辊202,所述粘胶辊202和上胶辊201滚动摩擦配合,所述上胶辊201安装在驱动其转动的上胶驱动机构上。这样设计,当所述吸附有连接纸的所述吸附面301水平位移至所述上胶组件2上方时,所述上胶驱动机构驱动所述上胶辊201和粘胶辊202转动,所述粘胶辊202部分浸没至所述胶池203中并沾满胶水,所述上胶辊201在所述粘胶辊202和连接纸之间滚动摩擦,使得连接纸的下表面均匀涂覆有胶水,服务于后续的所述步骤s3和s4,实现在所述天地盖连接部10的定位粘贴,同时连接纸的上表面保持无胶状态,便于所述吸附面301的吸取。
48.在一实施例中,连接纸的中部为a面,a面的两翼分别为b面和c面,连接纸的下表面可后续进行上胶,连接纸的上表面保持无胶状态。
49.在一实施例中,对于所述天地盖连接部10的贴纸定型采用如下方法:
50.所述步骤s3的定位采用如下方法:
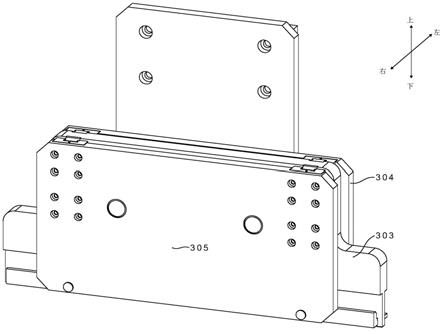
51.设置一移动式中间压板303,所述中间压板303下压时与所述天地盖连接部10的顶面配合,将待粘贴的连接纸的中部从顶端压紧至所述天地盖连接部10。
52.所述步骤s4的粘贴采用如下方法:
53.设置分别位于所述中间压板303两侧面的左压迫件304和右压迫件305,所述左压迫件304和右压迫件305分别滑动安装在所述中间压板303的两侧,通过设置下压驱动机构来驱动所述左压迫件304或所述右压迫件305沿所述中间压板303的侧面进行上下移动,所述左压迫件304或者所述右压迫件305可通过滑轨滑槽匹配的形式滑动安装在所述中间压板303上,并由电机驱动进行上下升降,也可通过各自单独连接气缸的形式,驱动其上下升降,所述左压迫件304和右压迫件305沿着所述天地盖连接部10的两侧面向下铲刷,使得连接纸的两翼向下翻折并粘贴定型。
54.为了将连接纸贴附到所述天地盖连接部10上,可按照两种不同的方式进行:
55.方式一:在所述步骤s3和s4之前,利用调整装置将连接纸在所述吸附面301的底面调整成处于水平位置,所述中间压板303将所述a面的有胶面抵压至所述天地盖连接部10的顶端,所述左压迫件304或所述右压迫件305分别沿着所述中间压板303的两侧向下铲出,将所述b面或所述c面的有胶面分别沿着所述天地盖连接部10的两侧面铲刷并粘贴,实现贴附定型;
56.方式二:所述步骤s3和s4之前,利用调整装置将连接纸在所述吸附面301的底面调整成处于竖直位置,所述左压迫件304先将所述b面抵压粘贴至所述天地盖连接部10的左侧面上,接着按照从左至右的顺序,所述中间压板303将所述a面压紧粘贴至所述天地盖连接部10的顶端,最后所述右压迫件305将所述c面铲刷粘贴至所述天地盖连接部10的右侧面上,实现贴附定型,或者按照从右至左的顺序同理也可进行粘贴。
57.在一实施例中,所述步骤s3的定位还包括连接在所述中间压板303上的一限位框板302,当所述中间压板303下压将连接纸压在所述天地盖连接部10的顶端时,所述限位框板302抵压于所述天地盖连接部10的上沿口部。这样设计,当所述中间压板303从连接纸的所述a面抵压至所述天地盖连接部10的顶端时,所述限位框板302从连接纸的四周边向下抵压至所述天盖8和地盖9的上沿口,防止所述左压迫件304和右压迫件305向下铲出时连接纸发生位置偏移,避免出现皱褶粘粘在一起的情况。
58.在一实施例中,所述限位框板302包括弹性相连的上部和下部,所述上部连接在所述中间压板303的底端周向,所述下部用于压住所述天地盖连接部10的上沿口部。这样设计,在粘贴时,当所述限位框板302压迫于所述天盖8和地盖9的口沿上,所述上部和下部之间形成回弹力,避免对连接纸以及所述天盖8和地盖9的的上沿口造成破损。
59.在一实施例中,所述吸附面301设置在贴纸成型组件3的底面,所述吸附面301连通至负压机构。这样设计,利用负压吸附的原理将连接纸吸附在所述贴纸成型组件3的底面,所述吸附面301可开设有气孔等吸附口,便于提取连接纸,无需人工操作,方便快捷。
60.在另一实施例中,所述吸附面301可以呈嵌装式结构安装,也可以隐藏在所述贴包材成型组件3内,呈一体式结构安装。
61.在另一实施例中,所述吸附面301安装在所述左压迫件304和右压迫件305的底面。
62.在另一实施例中,所述吸附面301安装在所述中间压板303的底面。
63.在另一实施例中,所述吸附面301安装在所述限位框板302的底面。
64.在一实施例中,所述贴纸成型组件3包括所述吸附面301、限位框板302、中间压板303、左压迫件304和右压迫件305,所述贴纸成型组件3设在一移动模组7上,所述移动模组7用于带动所述贴纸成型组件3进行水平位移及竖向位移,所述移动模组7包括支撑架701、安装在所述支撑架701上的水平驱动组件702,以及安装在所述水平驱动组件702上的垂直驱动组件703,所述垂直驱动组件703上固定有连接座704,所述中间压板303固定在所述连接座704上,在工作状态下,所述移动模组7带动所述贴纸成型组件3向连接纸水平移动,当所述贴纸成型组件3水平移动至载料组件5的上方时,所述移动模组7带动所述贴纸成型组件3下降,所述吸附面301得以吸附连接纸至底面,所述移动模组7带动所述贴纸成型组件3上升后,水平移动至调整组件6,吸附在所述吸附面301底面的连接纸经所述调整组件6的位置调整后再水平移动至所述上胶组件2上方,所述移动模组7带动所述贴纸成型组件3下降直至连接纸的下表面贴合至所述上胶辊201实现上胶,最后上升带动连接纸移动至由用做支撑平台的传送机构4上放置有的所述天地盖连接部10的上方,并调整至正确恰当的位置,便于后续所述贴纸成型组件3进行压迫、粘贴、定型工作。
65.在一实施例中,所述步骤s1的吸附之前还包括对连接纸进行连续输出、对输出的连接纸进行角度调整的步骤,在上述步骤中设置出料机构1,所述出料机构1至少包括用于连接纸连续输出的载料组件5和用于调整输出的连接纸角度位置的调整组件6;
66.所述载料组件5包括承载支架501、托板502和气缸模组503,所述气缸模组503安装在所述承载支架501的内部,所述托板502连接在所述气缸模组503输出轴的顶部,连接纸成摞堆积叠放在所述托板502上;
67.所述调整组件6包括呈t字型分布的第一支撑架601和第二支撑架602,所述第一支撑架601上固定有第一水平传动导轨组件603,所述第二支撑架602上固定有第二水平传动导轨组件604,所述第一水平传动导轨组件603上滑动安装有第一调整板模组605,所述第二水平传动导轨组件604上滑动安装有第二调整板模组606,所述第一调整板模组605的朝向向上,所述第二调整板模组606的朝向向后;
68.工作状态下,所述气缸模组503上下升降顶撑出单张连接纸,所述移动模组7驱动所述贴纸成型组件3移动上位至所述载料组件5的上方,所述吸附面301吸附住单张连接纸后,再移动至所述调整组件6的上方,这样设计,根据粘贴方式的不同,所述第一水平传动导
轨组件603驱动所述第一调整板模组605,所述第二水平传动导轨组件604驱动所述第二调整板模组606,可以从前后、上下两个方向来调整连接纸是处于水平位置或竖直位置,避免在下压环节中连接纸在所述天地盖连接部10上的贴附位置出现偏差。
69.应当理解本文所述的例子和实施方式仅为了说明,并不用于限制本发明,本领域技术人员可根据它做出各种修改或变化,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。