一种焊接辅助装置
1.技术领域:
2.本实用新型涉及焊接加工技术领域,具体涉及一种焊接辅助装置。
3.
背景技术:
4.焊接加工是将两个工件连接在一起的常用加工工艺,焊接时通常需要先将两个工件对位及定位,焊接工件的数量较多时,一般会设计焊接辅助装置,实现定位工作,以提高焊接效率,但焊接辅助装置的结构相对复杂化,且成本较高。对于焊接工件的数量较少时,传统做法是采用人工手动定位,这时焊接质量受到人为因素影响较大,且焊接效率较低,因此需要设计适合焊接工件的数量少且成本低,并能提升焊接质量及效率的焊接辅助装置。
5.
技术实现要素:
6.本实用新型的目的在于提供一种焊接辅助装置,很好地解决上述技术问题。
7.为达到上述目的,本实用新型采用如下技术方案:
8.一种焊接辅助装置,包括有第一工件、第二工件及辅助模板,第一工件上设有焊接位,该焊接位用于与第二工件对接焊接,所述辅助模板定位在第一工件上,且在辅助模板上设有焊接定位部;所述的第二工件在焊接定位部的支持下与焊接位对位连接;所述的辅助模板上还设有焊条通道,焊条透过焊条通道对第一工件和第二工件进行焊接。
9.上述方案进一步是,所述的第二工件是短圆管,该第二工件按竖立状焊接于第一工件的表面上;所述的辅助模板通过面贴定位在第一工件上,且辅助模板具有基准边及基准孔,该基准边与第一工件的相应边缘对齐,而基准孔与第一工件上的孔或销对接;所述的焊接定位部是孔,且焊接定位部的孔径与第二工件的外径一致;焊条通道是从焊接定位部的边缘外扩的小圆孔,且焊条通道的孔径比焊条直径大。
10.上述方案进一步是,所述焊条通道围绕焊接定位部的边缘间隔分布。
11.上述方案进一步是,所述辅助模板的厚度不超过5毫米。
12.采用上述结构后,本实用新型具有如下有益效果:焊接时,只需将辅助模板定位在第一工件上,第二工件在辅助模板的焊接定位部的支持下与第一工件的焊接位对位连接,达到快速、准确定位;且辅助模板上还设有焊条通道,焊条透过焊条通道对第一工件和第二工件进行焊接,焊接方便,辅助模板在焊后拆除也快,相对于现有人工定位模式,本实用新型极大地提高了焊接的效率和质量,且投资成本低,适合焊接工件数量少的情形使用。
13.附图说明:
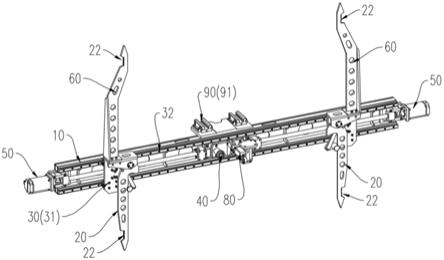
14.附图1为本实用新型较佳实施例结构示意图;
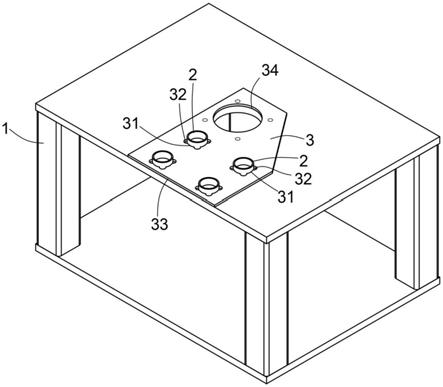
15.附图2为图1实施例的辅助模板结构示意图;
16.附图3为图1实施例的焊接后的结构示意图。
17.具体实施方式:
18.以下将结合附图对本实用新型的构思、具体结构及产生的技术效果作进一步说明,以充分地了解本实用新型的目的、特征和效果。
19.需要说明的是,在本实用新型的描述中,术语“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅
仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
20.参阅图1、2、3所示,是本实用新型较佳实施例结构示意图,本实用新型有关一种焊接辅助装置,包括有第一工件1、第二工件2及辅助模板3,第一工件1上设有焊接位11,该焊接位11用于与第二工件2对接焊接。在本实施例中,所述的第二工件2是短圆管,该第二工件2按竖立状焊接于第一工件1的表面上;图中所示,第一工件1的表面上设有四个阵列布置的焊接位11,用于焊接四个第二工件2。所述辅助模板3定位在第一工件1上,且在辅助模板3上设有焊接定位部31,焊接定位部31的数量及位置分布与第一工件1上的焊接位11匹配。所述的第二工件2在焊接定位部31的支持下与焊接位11对位连接;所述的辅助模板3上还设有焊条通道32,焊条透过焊条通道32对第一工件1和第二工件2进行焊接。该结构简单,方便制作及实施,便于第二工件2在焊接定位部31的支持下与焊接位11对位连接。
21.参阅图1、2所示,本实施例进一步是,所述的辅助模板3通过面贴定位在第一工件1上,为层叠式贴合连接,辅助模板3的厚度优选不超过5毫米,体形轻,方便拿取及定位。进一步地,辅助模板3具有基准边33及基准孔34,该基准边33与第一工件1的相应边缘对齐,而基准孔34与第一工件1上的孔或销对接,通过基准边33及基准孔34找准与第一工件1上的相应边与孔对齐,然后用夹具固定好辅助模板3,使辅助模板3与第一工件1相对固定连接,以便后续焊接操作。所述的焊接定位部31是孔,且焊接定位部31的孔径与第二工件2的外径一致,方便第二工件2插入并获得定位限制;焊条通道32是从焊接定位部31的边缘外扩的小圆孔,且焊条通道32的孔径比焊条直径大,这样焊条可透过焊条通道32对第一工件1和第二工件2进行焊接。本实施例中,所述焊条通道32围绕焊接定位部31的边缘间隔分布,获得多个外扩的小圆孔,呈梅花状,以便多点焊接。焊接后,拆卸夹具,即可轻松拿下辅助模板3。
22.本实用新型在焊接时,只需将辅助模板定位在第一工件上,第二工件在辅助模板的焊接定位部的支持下与第一工件的焊接位对位连接,达到快速、准确定位;且辅助模板上还设有焊条通道,焊条透过焊条通道对第一工件和第二工件进行焊接,焊接方便,辅助模板在焊后拆除也快,相对于现有人工定位模式,本实用新型极大地提高了焊接的效率和质量,且投资成本低,适合焊接工件数量少的情形使用。
23.当然,以上附图仅是描述了本实用新型的较佳具体实施例,对本技术领域的技术人员来说,在不超出本实用新型构思和范围的情况下通过逻辑分析、推理或者有限的实验还可对上述实施例作出许多改进和变化,这些改进和变化都应属于本实用新型要求保护的范围。
技术特征:
1.一种焊接辅助装置,包括有第一工件(1)、第二工件(2)及辅助模板(3),第一工件(1)上设有焊接位(11),该焊接位(11)用于与第二工件(2)对接焊接,其特征在于:所述辅助模板(3)定位在第一工件(1)上,且在辅助模板(3)上设有焊接定位部(31);所述的第二工件(2)在焊接定位部(31)的支持下与焊接位(11)对位连接;所述的辅助模板(3)上还设有焊条通道(32),焊条透过焊条通道(32)对第一工件(1)和第二工件(2)进行焊接。2.根据权利要求1所述的一种焊接辅助装置,其特征在于:所述的第二工件(2)是短圆管,该第二工件(2)按竖立状焊接于第一工件(1)的表面上;所述的辅助模板(3)通过面贴定位在第一工件(1)上,且辅助模板(3)具有基准边(33)及基准孔(34),该基准边(33)与第一工件(1)的相应边缘对齐,而基准孔(34)与第一工件(1)上的孔或销对接;所述的焊接定位部(31)是孔,且焊接定位部(31)的孔径与第二工件(2)的外径一致;焊条通道(32)是从焊接定位部(31)的边缘外扩的小圆孔,且焊条通道(32)的孔径比焊条直径大。3.根据权利要求2所述的一种焊接辅助装置,其特征在于:所述焊条通道(32)围绕焊接定位部(31)的边缘间隔分布。4.根据权利要求1或2所述的一种焊接辅助装置,其特征在于:所述辅助模板(3)的厚度不超过5毫米。
技术总结
本实用新型涉及焊接加工技术领域,尤其涉及一种焊接辅助装置,包括有第一工件、第二工件及辅助模板,第一工件上设有焊接位,焊接位用于与第二工件对接焊接,辅助模板定位在第一工件上,且在辅助模板上设有焊接定位部;第二工件在焊接定位部的支持下与焊接位对位连接;辅助模板上还设有焊条通道,焊条透过焊条通道对第一工件和第二工件进行焊接。焊接时,只需将辅助模板定位在第一工件上,第二工件在辅助模板的焊接定位部的支持下与第一工件的焊接位对位连接,达到快速、准确定位;且辅助模板上还设有焊条通道,焊条透过焊条通道对第一工件和第二工件进行焊接,焊接方便,辅助模板在焊后拆除也快,相对于现有人工定位模式,极大地提高了焊接的效率和质量,且投资成本低。且投资成本低。且投资成本低。
技术研发人员:刘桂明 曾海宾 戴新华 陈俊林 张前锋
受保护的技术使用者:汕头市领创精机科技有限公司
技术研发日:2021.10.25
技术公布日:2022/5/30
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。