一种压路机激振器焊接生产线
1.技术领域:
2.本实用新型涉及压路机激振器焊接技术领域,更具体地说是一种压路机激振器焊接生产线。
3.
背景技术:
4.激振器是压路机钢轮上的一种关键核心部件,能引起钢轮振动,并且能调节钢轮激振力的大小,焊接质量直接影响整机性能以及钢轮的寿命,焊接就是一道关键工序,在焊接后需要进行严格的探伤、外观检查。目前,激振器焊接为转圈平焊,焊接过程中,焊缝的内部易出现未焊透,外部易出现焊瘤、未熔合、焊角大小不一致现象,经常返工进行刨开、焊补,合格率低。焊接工序是激振器生产制造过程中耗时最长的工序,现有生产方式为人工焊接、人工搬运,工人劳动强度大,焊接精度差,严重制约着焊接质量和生产效率。
5.传统焊接存在一下缺点:
6.①
自动焊接质量差,目前装夹工装都是定向的竖直装夹工装,所以导致自动焊接方式均为角焊缝转圈平焊,焊接质量差,焊接后易出现咬边、表面焊瘤以及焊角大小不一致等缺陷;
7.②
人工焊接效率低,一组激振器如果人工焊接,需要180min左右,焊接完还要进行焊缝修磨和焊补40min,可见人工焊接效率很低;
8.③
劳动强度大,在进行焊接操作时,工人需转圈长时间焊接,有时还需要弯腰焊接,劳动强度很大;
9.
技术实现要素:
10.为解决上述问题,克服现有技术的不足,本实用新型拟提供一种能够实现自动上料、自动下料和船形焊的压路机激振器焊接生产线。
11.为实现上述目的,本实用新型提供的压路机激振器焊接生产线,包括:
12.上料输送机构,包括输送物料的上料传动结构、支撑上料传动结构的第一支架和驱动上料传动结构的上料动力结构;
13.顶升移位机构,设置于上料输送机构尾部,包括能够带动物料竖直方向升降的竖直升降结构和能够带动物料水平移动的滑动结构;
14.变位机构,初始设置于顶升移位机构水平移动的方向上,且与上料输送机构尾部的间距不大于顶升移位机构水平移动的最大距离;包括能够水平移动的滑动支架和与滑动支架以转动方式相连的转动支架,转动支架上还设置有能够使物料绕自身中轴转动的装夹结构;
15.焊接机构,设置于变位机构一侧,用于对绕自身中轴转动的物料焊接;
16.下料输送机构,设置于变位机构另一侧,下料输送机构的始端位于变位机构水平移动的方向上,且与变位机构的间距不大于滑动支架水平移动的最大距离;包括输送物料的下料传动结构、支撑下料传动结构的第二支架和驱动下料传动结构的下料动力结构。
17.进一步地,第一支架为上部敞口的空腔结构,所述上料传动结构包括两条平行设置于第一支架内腔上部两侧的第一传送带,所述上料动力结构包括与第一支架固定相连的
第一电动机和与所述第一电动机相连的传动轮,第一电动机通过连接有控制开关的线路与电源相连。
18.进一步地,所述滑动结构包括滑板和与第一支架尾部内侧固定相连的两条滑轨,所述滑板与滑轨滑动配合;所述滑动结构还包括能够带动滑板沿滑轨滑动的动力装置。
19.进一步地,所述滑轨为条形结构,两条所述滑轨正相对的侧面开设有尺寸与滑板侧边厚度适配的滑槽,所述滑板侧边在滑轨侧面的凹槽内滑动。
20.进一步地,所述竖直升降结构包括两7字形顶升臂,所述顶升臂下端与滑板上部固定相连,两顶升臂之间连接有顶升横梁;滑板上部还固定连接有顶升气缸,顶升气缸活塞杆端部与顶升横梁固定相连。
21.进一步地,所述顶升臂纵向部分外侧壁固定连接有导向滑块,滑板上部设置有与导向滑块适配的顶升导向滑道。
22.进一步地,所述滑动支架能够在外力作用下沿固定设置于地面上的滑道滑动;所述转动支架为矩形板状结构,所述转动支架一侧与滑动支架以能够转动的方式相连,另一侧连接有装夹结构;装夹结构包括与转动支架下端相连的下装夹座和与转动支架上端以滑动方式连接的上装夹座;所述上装夹座被与转动支架固定相连的装夹气缸驱动;所述下装夹座、上装夹座分别连接有转动卡盘、上装夹头,所述转动卡盘能够在外力作用下绕自身中轴线转动,所述上装夹头通过轴承与上装夹座相连,上装夹头朝向转动卡盘的一端为锥形,所述转动卡盘、上装夹头同轴。
23.进一步地,所述下料传动结构为转动连接在第二支架上部的第二传送带,所述下料动力结构包括与第二支架固定相连的第二电动机和与所述第二电动机相连的传动轮,第二电动机通过连接有控制开关的线路与电源相连。
24.进一步地,所述上料输送机构与下料输送机构夹角为直角;所述变位机构水平移动的方向与下料输送机构平行。
25.进一步地,所述上料输送机构与下料输送机构还可以平行设置;所述变位机构水平移动的方向与下料输送机构垂直。
26.本实用新型的有益效果是:本技术相比于现有技术,提供了一种自动上料、自动变位、自动下料的焊接生产线,能够实现激振器的45
°
船形焊。通过上料输送机构与顶升移位机构的配合,可以将待焊接的激振器输送到变位机构的装夹结构处装夹;转动支架将激振器调整45
°
后焊接机构进行焊接;焊接完毕后,转动支架再次转动45
°
至水平状态,滑动支架水平滑动,将焊接完毕的激振器传递到下料输送机构;整个过程不需要人工参与繁重的搬运及焊接工作;过程控制简单,各始、停节点可以通过限位开关、光电开关或人工控制,技术成熟,成本低。
27.附图说明:
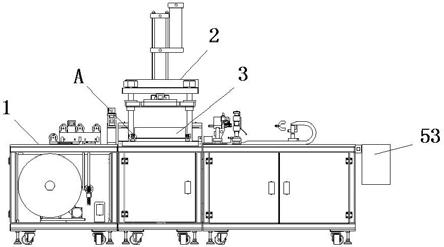
28.附图1是本实用新型一种实施例的排布结构示意图;
29.附图2是本实用新型变位机构的部分特征结构示意图;
30.附图3是本实用新型上料输送机构的部分特征结构示意图;
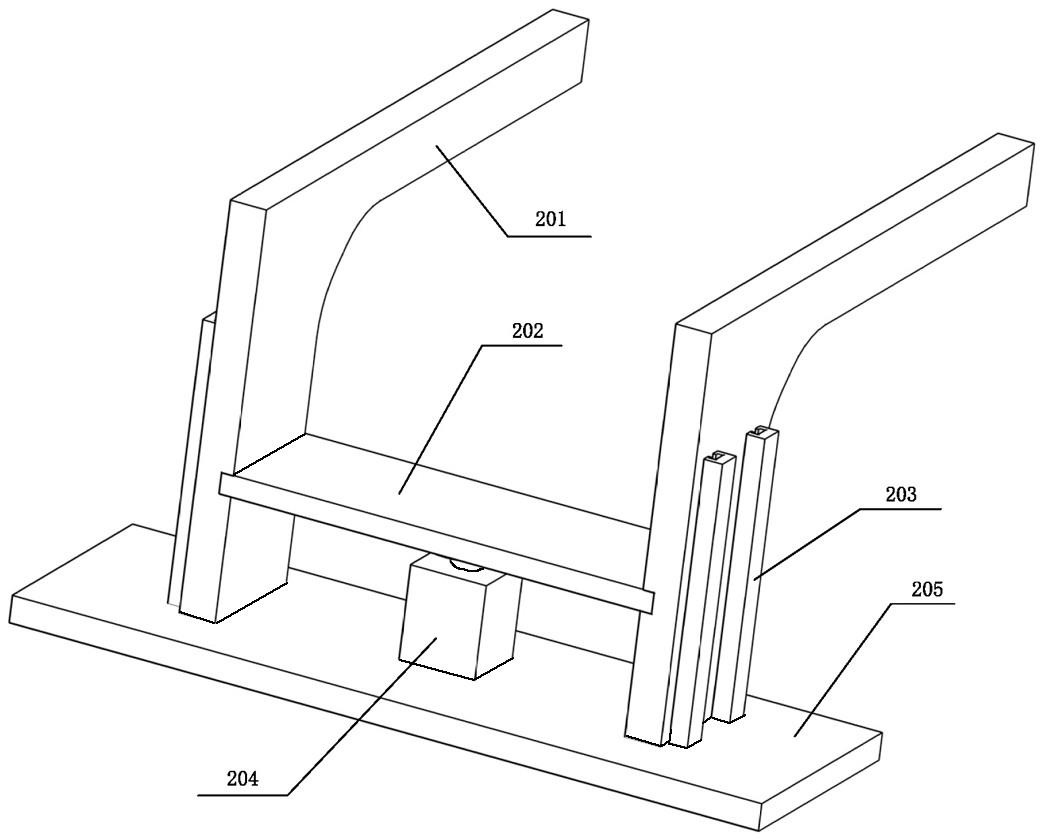
31.附图4是本实用新型顶升移位机构最低位置的部分特征结构示意图;
32.附图5是本实用新型顶升移位机构顶升状态的部分特征结构示意图;
33.附图6是本实用新型下料输送机构的部分特征结构示意图;
34.附图中:1、上料输送机构,2、顶升移位机构,3、变位机构,4、焊接机构,5、下料输送机构,101、第一传送带,102、第一支架、103、第一传动箱,201、顶升臂,202、顶升横梁,203、顶升导向滑道,204、顶升气缸,205、滑板,301、滑动支架,302、转动支架,303、上装夹座,304、上装夹头,305、转动卡盘,306、下装夹座,307、装夹气缸,501、第二传送带,502、第二支架。
35.具体实施方式:
36.为使本实用新型实施的目的、技术方案和优点更加清楚,下面将结合本实用新型的附图,对本实用新型进行更加详细的描述。
37.在对本实用新型的描述中,需要理解的是,指示的方位或位置关系的描述为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性,“正向”、“反向”只为表示两次转动为相反方向,不对应正时针、逆时针转动,具体对应关系由设备摆放位置决定。
38.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
39.如附图1-6所示,压路机激振器焊接生产线,包括:
40.上料输送机构1,包括上料传动结构、第一支架102和上料动力结构;第一支架102;根据激振器中部为半圆盘两端有贯穿半圆盘的圆柱形中轴的形状特点,上料传动结构设置为两条平行设置的第一传送带101,与之配合的还包括第一支架102为上部敞口的空腔结构,这样便于将点焊过的激振器以中轴竖直的姿态放置在第一传送带101上,激振器中部为半圆盘压在两第一传送带101上,中轴位于两第一传送带101之间的缝隙内;竖直的放置激振器一是稳定,二是便于装夹结构装夹;上料动力结构为第一电动机,使用电动机驱动输送带为常见的成熟技术,性能可靠、成本低,控制简单。
41.为了安全起见,第一传送带101外部包围一圈第一传动箱103,第一传动箱103将第一传送带101下半部分及第一电动机包围,可以防止工人误触,受到伤害。
42.顶升移位机构2用于将待焊接的激振器移位到变位机构3,进行装夹焊接的过渡机构;从上料输送机构1的尾部将激振器转移到变位机构3行程最短,所以顶升移位机构2优选设置在上料输送机构1尾部;在移位过程中,首先竖直升降结构将激振器顶升脱离第一传送带101,然后滑动结构沿滑轨向前运动至激振器中轴的中轴线与转动卡盘305、上装夹头304的中轴线在一条直线上;装夹结构完成装夹后,顶升移位机构2复位。
43.变位机构3用于将装夹结构装夹完成的激振器,从竖直状态正向转动45
°
,实现45
°
船形位置焊缝焊接。转动卡盘305带动激振器旋转,辅助焊接结构完成对激振器周圈焊缝的焊接;驱动转动卡盘305的外力可以来自常见的减速电机。
44.焊接完成后,转动支架302再次正向转动45
°
至水平状态,滑动支架301在外力牵引下向下料输送机构5水平滑动,将焊接完毕的激振器传递到下料输送机构5第二传送带501
的端部;然后装夹结构与激振器分离,转动支架302反向转动至下装夹座306最低点高于激振器最高点时,滑动支架301在外力牵引下水平滑动复位。根据生产经验,25
°‑
55
°
都可以避免下装夹座306与激振器碰撞,又可以避免转动支架302与下料输送机构5碰撞。
45.下料输送机构5是焊接线的最后一道工序,下料输送机构5的第二传送带501上的激振器均为焊接完毕的成品。
46.需要注意的是,激振器为金属件,重要较大,表面并非光滑面,有加大的摩擦力,第一传送带101、第二传送带501优选链板式传送带,相较于橡胶、布质传送带,既可以以较小的形变提供更大的承载力又可以提高使用寿命
47.作为一种常见的布置形式,所述上料输送机构1与下料输送机构5夹角为直角;所述变位机构3水平移动的方向与下料输送机构5平行。
48.作为另一种常见的布置形式,所述上料输送机构1与下料输送机构5平行设置;所述变位机构3水平移动的方向与下料输送机构5垂直。
49.本技术相比于现有技术,提供了一种自动上料、自动变位、自动下料的焊接生产线,能够实现激振器的45
°
船形焊。通过上料输送机构1与顶升移位机构2的配合,可以将待焊接的激振器输送到变位机构3的装夹结构处装夹;转动支架302将激振器调整45
°
后焊接机构4进行焊接;焊接完毕后,转动支架302再次转动45
°
至水平状态,滑动支架301水平滑动,将焊接完毕的激振器传递到下料输送机构5;整个过程不需要人工参与繁重的搬运及焊接工作;过程控制简单,各始、停节点可以通过限位开关、光电开关或人工控制,技术成熟,成本低。
50.除说明书所述技术特征外,均为本专业技术人员已知技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。