1.本实用新型属于机械技术领域,具体涉及一种工件的夹持单元。
背景技术:
2.发动机排气管铸件外包覆件是用来隔绝热量外溢,保护排气管铸件不生锈。发动机排气管铸件外包覆件的焊接作为一种新兴的工艺,是在发动机排气管管外包覆保温材料和不锈钢金属薄片进行焊接。因发动机排气管铸件形状复杂,外包覆保温材料和不锈钢薄片柔软装夹定位困难,在焊接时容易出现对外包覆保温材料和不锈钢薄片夹持不紧,造成焊点多、焊接效率低、焊接成本高、焊接质量不稳定、容易出现焊接缺陷,无法满足批量生产要求等技术问题。为有效提高生产效率,提高焊接质量稳定性,现在亟需研发一种工件的夹持单元,从而适应铸件的复杂外形,保证每一道焊缝位置贴合,从而保证焊接的稳定性和焊接质量的可靠性。
技术实现要素:
3.本实用新型目的是提供了一种工件的夹持单元,有效解决现有技术中装夹定位困难等问题,适应铸件的复杂外形,保证每一道焊缝位置贴合,从而保证焊接的稳定性和焊接质量的可靠性。
4.为实现以上目的,本实用新型采用如下技术方案:
5.一种工件的夹持单元,用于夹持和定位铸件外包覆件,包括底板组件、第一侧板组件、第二侧板组件、上板组件、第一位限位件以及第二限位件;所述底板组件包括底板以及安装在所述底板上的导杆压紧组件和定位销,所述定位销用于与工件上的定位孔相配合并固定工件;所述第一位限位件和所述第二限位件分别固定在所述底板的两端;所述上板组件包括上板和安装在所述上板的导杆压紧组件,所述第一侧板组件包括第一侧板和安装在所述第一侧板的导杆压紧组件,所述第二侧板组件包括第二侧板和安装在所述第二侧板的导杆压紧组件,所述底板、所述上板、所述第一侧板、所述第二侧板、所述第一位限位件以及第二限位件围合形成具有容纳腔的立方体,所述上板搁置于所述第一侧板和所述第二侧板的顶端。
6.在上述方案的基础上,在另一改进的方案中,所述导杆压紧组件包括压杆、弹簧和压紧块;所述底板、所述上板、所述第一侧板以及所述第二侧板均开设有连接孔和弹簧腔,所述连接孔与所述弹簧腔连通,所述弹簧腔内放置有所述弹簧,所述压杆的一端穿过所述连接孔和所述弹簧后与所述压紧块连接,所述压紧块置于所述容纳腔的内部,所述压紧块用于压紧放置在所述容纳腔内的工件表面。为适应铸件外包覆件的复杂外形,同工件接触的压紧块采用仿形设计,压紧块与工件接触的表面与工件的外形贴合,利用弹簧的弹力实现压紧块紧贴工件表面。
7.在上述方案的基础上,在另一改进的方案中,所述弹簧的一端置于所述弹簧腔内、另一端紧贴所述压紧块的表面,当所述弹簧处于未压缩状态下时,所述压紧块与所述底板
或所述上板或所述第一侧板或所述第二侧板之间存在间隙,所述压紧块在所述弹簧的弹力下压紧放置在所述容纳腔内的工件表面。
8.在上述方案的基础上,在另一改进的方案中,所述连接孔内固定有中空的连接套管,所述压杆穿过所述连接套管且二者间隙配合。本实施例中采用铜套作为连接套管,这样能为压杆移动提供导向,避免压杆移动时歪斜。
9.在上述方案的基础上,在另一改进的方案中,所述导杆压紧组件还包括螺母,所述螺母与所述压杆的远离所述压紧块的端部螺纹连接。
10.在上述方案的基础上,在另一改进的方案中,所述底板、所述第一侧板、所述第二侧板和所述上板均设置有多组所述导杆压紧组件。
11.在上述方案的基础上,在另一改进的方案中,还包括用于带动所述第一侧板和所述第二侧板靠近或远离所述底板的侧板驱动组件,所述侧板驱动组件包括齿轮、两个齿条、两个导轨、两个滑块、两个l型连接件和动力气缸;所述齿轮的轴固定在所述底板上,两个所述齿条平行安装在所述齿轮的两侧,且两个所述齿条与所述齿轮啮合,所述导轨固定在所述底板的底面,所述滑块与所述导轨相互配合,两个所述l型连接件的水平部分别与两个所述滑块的底部固定连接、两个所述l型连接件的竖直部分别与所述第一侧板和所述第二侧板固定连接,两个所述齿条固定在所述l型连接件的水平部底面,所述动力气缸通过气缸连接块与所述l型连接件连接,所述动力气缸用于带动其中一个所述l型连接件水平移动。由于齿轮与两个齿条同时啮合,两个齿条的移动方向相反。当动力气缸带动其中一个l型连接件和齿条相移动时,与该l型连接件固定连接的滑块沿着导轨移动且齿条带动齿轮转动,从而通过齿轮转动带动另一个齿条反向移动,使得另一个l型连接件反向移动。这样就实现了通过两个l型连接件分别带动第一侧板和第二侧板同时移动,实现第一侧板和第二侧板同时靠近或远离底板。
12.在上述方案的基础上,在另一改进的方案中,所述侧板驱动组件的数量为两组,两组所述侧板驱动组件对称地设置于所述底板上。
13.在上述方案的基础上,在另一改进的方案中,还包括分别设置在所述第一位限位件或所述第二限位件旁侧的上板压紧组件,所述上板压紧组件包括气缸安装座、压紧气缸和压紧臂,所述气缸安装座固定在所述第一位限位件或所述第二限位件,所述压紧气缸固定在所述气缸安装座上,所述压紧臂的一端与所述压紧气缸的输出端连接,所述压紧臂的另一端在所述压紧气缸的作用下压紧所述上板。
14.在上述方案的基础上,在另一改进的方案中,所述底板、所述第一侧板和所述第二侧板上均开设有用于焊接的通孔。
15.本实用新型至少具有以下有益效果:
16.本实用新型的工件的夹持单元,通过定位销对铸件外包覆件工件进行定位,通过上板、底板、第一侧板和第二侧板上的导杆压紧组件对工件从各个方向进行压紧,保证对工件进行稳定可靠的夹紧,这样在铸件外包覆件焊接时包覆保温材料和不锈钢金属薄片之间不容易出现位移,从而保证焊接的稳定性和焊接质量的可靠性。
附图说明
17.图1为本实用新型一实施例的工件的夹持单元的主视图;
18.图2为图1中a处的剖视图,示意导杆压紧组件的结构;
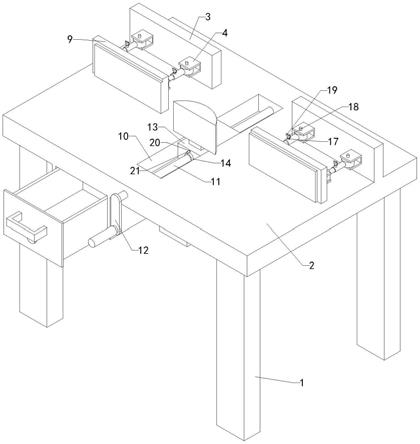
19.图3为本实用新型另一实施例中工件的夹持单元的立体结构示意图;
20.图4为图3的俯视图;
21.图5为图3中工件的夹持单元另一视角的结构示意图;
22.图6为图3中工件的夹持单元水平放置时的结构示意图。
23.附图标记:
24.1-底板组件
ꢀꢀꢀꢀꢀꢀꢀ
2-侧板驱动组件
ꢀꢀꢀꢀꢀꢀ
3-第一侧板组件
25.4-第一位限位件
ꢀꢀꢀ
5-上板压紧组件
ꢀꢀꢀꢀꢀꢀ
6-上板组件
26.7-第二限位件
ꢀꢀꢀꢀꢀ
8-第二侧板组件
27.1.1-底板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1.2-导杆压紧组件
ꢀꢀꢀꢀ
1.3-定位销
28.2.1-齿轮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2.2-导轨
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2.3-l型连接件
29.2.4-动力气缸
ꢀꢀꢀꢀꢀ
2.5-齿条
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2.6-气缸连接块
30.2.7-滑块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3.1-第一侧板
ꢀꢀꢀꢀꢀꢀꢀꢀ
5.1-气缸安装座
31.5.2-压紧气缸
ꢀꢀꢀꢀꢀ
5.3-压紧臂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6.1-上板
32.101-压杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
102-螺母
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
103-铜套
33.104-弹簧
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
105-压紧块
具体实施方式
34.以下提供本实用新型的优选实施例,以助于进一步理解本实用新型。本领域技术人员应了解到,本实用新型实施例的说明仅是示例性的,并不是为了限制本实用新型的方案。
35.参见附图1至附图2的示意,本实用新型一实施例中的工件的夹持单元,用于夹持和定位铸件外包覆件,包括底板组件1、第一侧板组件3、第二侧板组件8、上板组件6、第一位限位件4以及第二限位件7;底板组件1包括底板1.1以及安装在底板1.1上的导杆压紧组件1.2和定位销1.3,定位销1.3用于与工件上的定位孔相配合并固定工件;第一位限位件4和第二限位件7分别固定在底板1.1的右端部和左端部;上板组件6包括上板6.1和安装在上板6.1的导杆压紧组件1.2,第一侧板组件3包括第一侧板3.1和安装在第一侧板3.1的导杆压紧组件1.2,第二侧板组件8包括第二侧板和安装在第二侧板的导杆压紧组件1.2,底板1.1、上板6.1、第一侧板3.1、第二侧板、第一位限位件4以及第二限位件7围合形成具有容纳腔的立方体,上板6.1搁置于第一侧板3.1和第二侧板的顶端。
36.发动机排气管铸件形状复杂,为了在焊接时保证外包覆保温材料和不锈钢薄片可靠地夹持固定,首先将工件放置到容纳腔里,然后通过底板1.1上的定位销1.3插入到工件上预留的定位孔实现工件的定位。通过设置侧板驱动组件2,带动第一侧板3.1和第二侧板靠近或远离底板1.1,保证在焊接时第一侧板3.1和第二侧板紧贴底板1.1的侧边。由于底板组件1、第一侧板组件3、第二侧板组件8和上板组件6上均设置导杆压紧组件1.2,再根据焊缝位置在每道焊缝的两侧布置对应的导杆压紧组件1.2,通过导杆压紧组件1.2对工件的表面进行多个方位的压紧。第一位限位件4和第二限位件7,为适应铸件的复杂外形,同工件接触的导杆压紧组件1.2的表面采用仿形设计,压紧工件的表面,保证外包覆保温材料和不锈钢薄片的每一道焊缝位置贴合,从而保证焊接的稳定性和焊接质量的可靠性。
37.参见附图1和附图2的示意,在上述实施例的基础上,在另一改进的实施例中,导杆压紧组件1.2包括压杆101、弹簧104和压紧块105;底板1.1、上板6.1、第一侧板3.1以及第二侧板均开设有连接孔和弹簧腔,连接孔与弹簧腔连通,弹簧腔内放置有弹簧104,压杆101的一端穿过连接孔和弹簧104后与压紧块105连接,压紧块105置于容纳腔的内部,压紧块105用于压紧放置在容纳腔内的工件表面。为适应铸件外包覆件的复杂外形,同工件接触的压紧块105采用仿形设计,压紧块105与工件接触的表面与工件的外形贴合,利用弹簧104的弹力实现压紧块105紧贴工件表面,保证工件在焊接过程中不位移。
38.参见附图2的示意,在上述实施例的基础上,在另一改进的实施例中,弹簧104的一端置于弹簧腔内、另一端紧贴压紧块105的表面,当弹簧104处于未压缩状态下时,压紧块105与底板1.1或上板6.1或第一侧板3.1或第二侧板之间存在间隙,压紧块105在弹簧104的弹力下压紧放置在容纳腔内的工件表面。这样设置,一方面导杆压紧组件1.2可以自动适应一定尺寸范围内的工件,另一方面可以保证利用弹簧104的伸缩尺寸将压紧块105压紧在工件的表面。
39.继续参见附图2的示意,在上述实施例的基础上,在另一改进的实施例中,连接孔内固定有中空的连接套管,压杆101穿过连接套管且二者间隙配合。本实施例中采用铜套103作为连接套管,这样能为压杆101移动提供导向,避免压杆101移动时歪斜。
40.继续参见附图2的示意,在上述实施例的基础上,在另一改进的实施例中,导杆压紧组件1.2还包括螺母102,螺母102与压杆101的远离压紧块105的端部螺纹连接。由于压杆101是穿过底板1.1或第一侧板3.1或第二侧板或底板1.1,并未固定连接,通过设置螺母102可以保证压杆101的位置相对固定。
41.参见附图3和附图4的示意,在上述实施例的基础上,在另一改进的实施例中,底板1.1、第一侧板3.1、第二侧板和上板6.1均设置有多组导杆压紧组件1.2。这样可以保证放置在容纳腔里的工件从上下前后均被压紧,从而保证焊接时每道焊缝的位置都贴合,保证焊接质量。
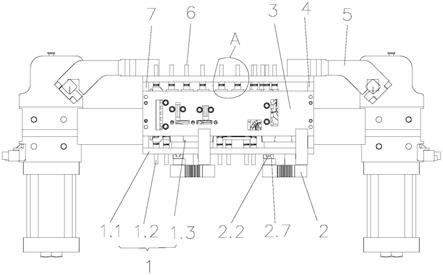
42.参见附图1、附图3至附图6的示意,在上述实施例的基础上,在另一改进的实施例中,工件的夹持单元还包括用于带动第一侧板3.1和第二侧板靠近或远离底板1.1的侧板驱动组件2,侧板驱动组件2包括齿轮2.1、两个齿条2.5、两个导轨2.2、两个滑块2.7、两个l型连接件2.3和动力气缸2.4;齿轮2.1的轴固定在底板1.1上,两个齿条2.5平行安装在齿轮2.1的两侧,且两个齿条2.5与齿轮2.1啮合,导轨2.2固定在底板1.1的底面,滑块2.7与导轨2.2相互配合,两个l型连接件2.3的水平部分别与两个滑块2.7的底部固定连接、两个l型连接件2.3的竖直部分别与第一侧板3.1和第二侧板固定连接,两个齿条2.5固定在l型连接件2.3的水平部底面,动力气缸2.4通过气缸连接块2.6与l型连接件2.3连接,动力气缸2.4用于带动其中一个l型连接件2.3水平移动。由于齿轮2.1与两个齿条2.5同时啮合,两个齿条2.5的移动方向相反。当动力气缸2.4带动其中一个l型连接件2.3和齿条2.5相移动时,与该l型连接件2.3固定连接的滑块2.7沿着导轨2.2移动且齿条2.5带动齿轮2.1转动,从而通过齿轮2.1转动带动另一个齿条2.5反向移动,使得另一个l型连接件2.3反向移动。这样就实现了通过两个l型连接件2.3分别带动第一侧板3.1和第二侧板同时移动,实现第一侧板3.1和第二侧板同时靠近或远离底板1.1。
43.参见附图5和附图6的示意,在上述实施例的基础上,在另一改进的实施例中,侧板
驱动组件2的数量为两组,两组侧板驱动组件2对称地设置于底板1.1上,且两组侧板驱动组件2的l型连接件2.3对称设置在第一侧板3.1和第二侧板上。这样设置,第一侧板3.1和第二侧板均与两组侧板驱动组件2连接,可以保证第一侧板3.1和第二侧板的两端同时靠近或远离底板1.1。当动力气缸2.4带动第一侧板3.1和第二侧板紧贴底板1.1时,第一侧板3.1和第二侧板的两端紧贴在第一位限位件4以及第二限位件7上。这样在动力气缸2.4的作用下,第一侧板3.1和第二侧板与底板1.1、上板6.1之间形成紧贴的带容纳腔的立方体结构。
44.参见附图3至附图6的示意,在上述实施例的基础上,在另一改进的实施例中,还包括分别设置在第一位限位件4和第二限位件7旁侧的两个上板6.1压紧组件5,上板6.1压紧组件5包括气缸安装座5.1、压紧气缸5.2和压紧臂5.3,两个气缸安装座5.1分别固定在第一位限位件4上或第二限位件7上,压紧气缸5.2固定在气缸安装座5.1上,压紧臂5.3的一端与压紧气缸5.2的输出端连接,压紧臂5.3的另一端超过第一位限位件4或第二限位件7并搁置于上板6.1。通过设置上板6.1压紧组件5,实现将上板6.1的两端可靠的压紧在第一位限位件4以及第二限位件7上。当需要在容纳腔内放置或取出工件时,压紧气缸5.2的输出端带动压紧臂5.3打开,取下上板6.1,再将工件放入或取出。当需要压紧工件时,将上板6.1搁置在第一位限位件4以及第二限位件7上,再启动压紧气缸5.2带动压紧臂5.3压紧上板6.1。
45.参见附图1、附图3至附图6的示意,在上述实施例的基础上,在另一改进的实施例中,底板1.1、第一侧板3.1和第二侧板上均开设有用于焊接的通孔。这样设置,当工件通过定位销1.3和导杆压紧组件1.2固定在容纳腔里面时,焊枪通过通孔对工件进行焊接。
46.最后应当说明的是,以上实施例仅用于说明本技术的技术方案而非对其保护范围的限制,尽管参照上述实施例对本技术进行了详细的说明,所述领域的普通技术人员应当理解:本领域技术人员阅读本技术后依然可对申请的具体实施方式进行种种变更、修改或等同替换,但以上变更、修改或等同替换,均在本技术的待授权或待批准之权利要求保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。