1.本技术涉及焊接技术领域,尤其涉及一种焊接全位置操作装置。
背景技术:
2.在焊接领域,焊接台是一种常见的焊接设备,将待焊接的工件放置在焊接台上进行焊接。但是目前在对工件进行焊接操作时,焊接人员只能在站立位对工件的一侧进行焊接操作,当对工件的其余侧进行焊接操作时,必须进行移位,过于繁琐。
技术实现要素:
3.本技术的目的是为了解决现有技术中当对工件的其余侧进行焊接操作时,必须进行移位,过于繁琐的问题,而提出的一种焊接全位置操作装置。
4.为了实现上述目的,本技术采用了如下技术方案:
5.一种焊接全位置操作装置,包括操作台,所述操作台的上端固定连接有用于放置工件并带动工件转动调整位置的工装机构;
6.所述工装机构包括设置在操作台上方的焊接台,所述焊接台的下端中心处连接有转动轴,所述转动轴的下端通过轴承转动连接在操作台的上端中心处,所述转动轴的轴壁上固定套接有齿轮,所述齿轮上套设啮合有相匹配的内齿圈,所述内齿圈的外环壁上固定套接有支撑环,所述操作台的上端对应支撑环的位置固定连接有电动推杆,所述电动推杆的输出端连接在支撑环的下端边缘处,所述支撑环上还安装有用于提高所述支撑环竖直方向稳定运动的稳定组件。
7.优选的,所述操作台的上端镶嵌有环形的角度盘,所述焊接台的横截面为圆形,所述焊接台的侧壁上固定连接有呈“l”型的指示杆,所述指示杆的竖直端朝向所述角度盘设置。
8.优选的,所述稳定组件包括稳定杆,所述稳定杆固定连接在操作台的上端,所述支撑环对应稳定杆的位置开设有稳定孔,所述稳定杆穿过稳定孔设置,且所述支撑环与稳定杆滑动连接。
9.优选的,所述转动轴的下端开设有滚动槽,所述滚动槽内设有滚动的滚珠,所述滚珠穿过滚动槽的槽口并滚动连接在操作台的上端。
10.优选的,所述焊接台的上端中心处固定连接有用于夹持工件的夹具。
11.优选的,所述焊接台的下端边缘处对称连接有支撑柱,所述支撑柱的另一端安装有万向轮,所述万向轮滚动连接在操作台的上端。
12.与现有技术相比,本技术提供了一种焊接全位置操作装置,具备以下有益效果:
13.1、该焊接全位置操作装置,设置工装机构,焊接人员位于操作台的一侧,对焊接台上的工件进行焊接,当工件的一侧焊接完毕后,调整工件的位置,使得工件待焊接一侧朝向焊接人员,焊接人员无需移动即可对整个工件所有侧进行焊接,无需移位,提高了焊接便捷性。
14.2、该焊接全位置操作装置,当焊接台转动,焊接台带动指示针在环形的刻度盘上同步转动,通过指示针的指示,可以清晰的得知焊接台上工件的转动调整角度,提高了焊接便捷性。
15.该装置中未涉及部分均与现有技术相同或可采用现有技术加以实现,本技术焊接人员无需移动即可对整个工件所有侧进行焊接,无需移位,提高了焊接便捷性。
附图说明
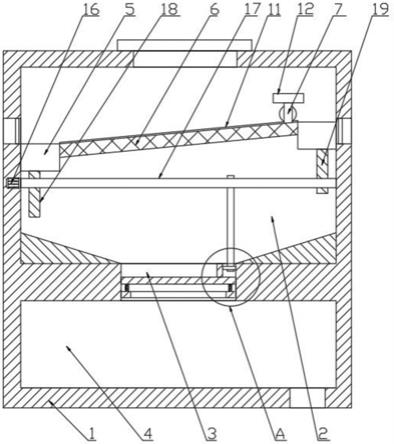
16.图1为本技术提出的一种焊接全位置操作装置的结构示意图;
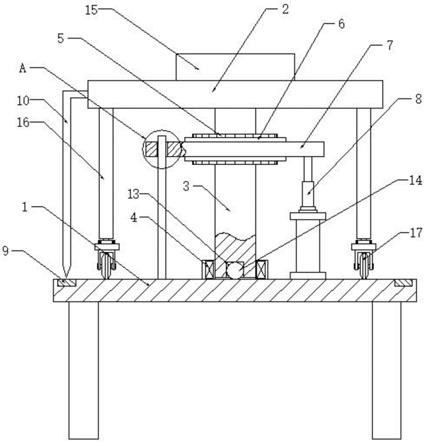
17.图2为图1中a部分的放大图。
18.图中:1、操作台;2、焊接台;3、转动轴;4、轴承;5、齿轮;6、内齿圈;7、支撑环;8、电动推杆;9、角度盘;10、指示杆;11、稳定杆;12、稳定孔;13、滚动槽;14、滚珠;15、夹具;16、支撑柱;17、万向轮。
具体实施方式
19.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。
20.在本技术的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
21.实施例1
22.参照图1,一种焊接全位置操作装置,包括操作台1,操作台1的上端固定连接有用于放置工件并带动工件转动调整位置的工装机构,焊接人员无需移动即可对整个工件有侧进行焊接,无需移位,提高了焊接便捷性。
23.参照图1,工装机构包括设置在操作台1上方的焊接台2,焊接台2的上端中心处固定连接有用于夹持工件的夹具15,通过夹具15对工件进行夹持。焊接台2的下端中心处连接有转动轴3,转动轴3的下端通过轴承4转动连接在操作台1的上端中心处,转动轴3的下端开设有滚动槽13,滚动槽13内设有滚动的滚珠14,滚珠14穿过滚动槽13的槽口并滚动连接在操作台1的上端,使得转动轴3在轴承4内转动的更加稳定。
24.焊接台2的下端边缘处对称连接有支撑柱16,支撑柱16的另一端安装有万向轮17,万向轮17滚动连接在操作台1的上端,通过万向轮17对焊接台2进行支撑,焊接台2转动时,通过支撑柱16带动万向轮17同步转动,使得焊接台2转动的更加稳定。
25.参照图1,转动轴3的轴壁上固定套接有齿轮5,齿轮5上套设啮合有相匹配的内齿圈6,内齿圈6的外环壁上固定套接有支撑环7,操作台1的上端对应支撑环7的位置固定连接有电动推杆8,电动推杆8的输出端连接在支撑环7的下端边缘处。
26.参照图1-2,支撑环7上还安装有用于提高支撑环7竖直方向稳定运动的稳定组件,稳定组件包括稳定杆11,稳定杆11固定连接在操作台1的上端,支撑环7对应稳定杆11的位置开设有稳定孔12,稳定杆11穿过稳定孔12设置,且支撑环7与稳定杆11滑动连接,支撑环7运动时在稳定杆11上同步运动,使得支撑环7在稳定杆11的杆壁上运动的更加稳定。
27.工作原理:焊接人员位于操作台1的一侧,对焊接台15上的工件进行焊接,当工件的一侧焊接完毕后,启动电动推杆8,带动支撑环7向下运动,支撑环7运动时带动内齿圈6同步运动,使得内齿圈6与齿轮5相脱离,随后即可对焊接台15施加转动力,焊接台15受力带动转动轴3在轴承4内转动,进而使得转动轴3上的齿轮5和焊接台15上的工件同步转动,使得工件待焊接一侧朝向焊接人员后,启动电动推杆8带动支撑环7复位,进而使得内齿圈6与齿轮5重新啮合,对转动轴3的位置进行固定,进而将焊接台2以及焊接台2上工件调整后的位置进行固定,焊接人员无需移动即可对整个工件有侧进行焊接,无需移位,提高了焊接便捷性。
28.实施例2
29.参照图1,一种焊接全位置操作装置,包括操作台1,操作台1的上端固定连接有用于放置工件并带动工件转动调整位置的工装机构,焊接人员无需移动即可对整个工件有侧进行焊接,无需移位,提高了焊接便捷性。
30.参照图1,工装机构包括设置在操作台1上方的焊接台2,焊接台2的上端中心处固定连接有用于夹持工件的夹具15,通过夹具15对工件进行夹持。焊接台2的下端中心处连接有转动轴3,转动轴3的下端通过轴承4转动连接在操作台1的上端中心处。操作台1的上端镶嵌有环形的角度盘9,焊接台2的横截面为圆形,焊接台2的侧壁上固定连接有呈“l”型的指示杆10,指示杆10的竖直端朝向角度盘9设置。
31.本技术中,当焊接台2转动,焊接台2带动指示针10在环形的刻度盘9上同步转动,通过指示针10的指示,可以清晰的得知焊接台2上工件的转动调整角度,提高了焊接便捷性。
32.以上所述,仅为本技术较佳的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,根据本技术的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。