1.本发明涉及一种大型悬索桥或斜拉桥高塔柱塔顶异型装饰块装配式组合材料设计及施工方法,属于特种桥梁领域。特别适合主塔高度超过50m以上的大型悬索桥或斜拉桥高塔柱塔顶装饰工程。
背景技术:
2.一般大型悬索桥或斜拉桥均需在桥梁主塔塔顶设置带有鞍罩防护作用的异型装饰块,一方面是桥梁整体外形美观的需要,另一方面也是对塔顶索鞍或索体等重要结构件进行防护的需要。异型装饰块一般采取全钢结构整体吊装或异型模板全现浇钢筋混凝土的设计制作方法;采用全钢结构对于某些异常复杂的异型曲线外观要求往往较难做到,且整体吊装时由于单个构件体积及重量较大(一般在30-50t左右),对吊装设备的要求极高,大件吊装的施工安全风险也较高;采用全现浇钢筋混凝土结构时则由于混凝土材料的特殊性能和施工要求,除对某些异常复杂的异型曲线外观要求较难做到外,混凝土在立模、运输、浇筑和振捣等方面的施工难度也较大。
技术实现要素:
3.本发明的目的是提供一种既能较好的满足高塔柱塔顶异型装饰块复杂外形曲线和美观需求,又能最大限度的降低大件起重吊装的重量和施工安全风险以及工程造价的高塔柱塔顶异型装饰块装配式组合施工方法。
4.本发明是这样实现的:高塔柱塔顶异型装饰块装配式组合施工方法,高塔柱塔顶上的异型装饰块为中空结构,由底座段1、装饰块段2组成,装饰块段2为中空结构,由若干分块装饰块3组成,底座段1为中空结构,由现浇薄壁钢筋混凝土制成,悬挑操作平台6位于底座段1之内,采用分节段现浇方式在悬挑操作平台上进行施工,底座段1的上端与主劲性骨架4焊接,主劲性骨架4位于装饰块段2的内壁之外,主劲性骨架4、次劲性骨架5采用现场地面分节制作安装,分块装饰块3在现场预制,将分块装饰块3与次劲性骨架5连接完成后吊运至塔顶,将与分块装饰块3连接的次劲性骨架5与主劲性骨架4进行焊接安装,将分块装饰块3拼装成装饰块段2。
5.所述装饰块段2为荷花造型装饰块,以荷花造型装饰块的中心为环心,将装饰块段2分为第1-5同心环形分块装饰块3,第1-4同心环形分块装饰块为由外向内的花瓣形分块装饰块,第5同心环形分块装饰块为荷花造型装饰块的中心部分。
6.高塔柱塔顶异型装饰块装配式组合施工方法,施工步骤如下:a、在高塔柱塔顶上的底座段1的中空内制作悬挑操作平台6, b、在底座段1的混凝土施工前对将与主劲性骨架4连接的底座段1的顶部的预埋件进行清洗,
c将底座段1分若干个节段进行混凝土浇筑, d、位于底座段1的内部的悬挑操作平台采取现场焊接的型式进行安装,e、次劲性骨架5各异,弯曲类型各不相同,次劲性骨架5在现场采用液压弯管机人工逐根进行弯制,以保证次劲性骨架5在分块装饰块3的内壁之外,主劲性骨架4采用地面制作、塔顶安装的方式进行施工;主劲性骨架4是根据异型装饰块的造型在分块装饰块3的内甓布置的,施工前需根据图纸要求对主劲性骨架4进行分段,一组主劲性骨架分段对应一个分块装饰块3,对制成一个主劲性骨架分段的每一根热镀锌方管进行编号,主劲性骨架分段是用热镀锌方管经过反复冷弯制成,反复冷弯过程中反复与分块装饰块3比对,以确保主劲性骨架分段的方管尺寸及弧度满足图纸要求,各分块装饰块3的主劲性骨架分段制作完成后经现场试拼装成异型装饰块的主劲性骨架4,保证主劲性骨架4的弧度与装饰块段2相匹配后吊至塔顶与预埋件进行焊接安装,f、用泡沫做1:1装饰块段2的模型,对装饰块段2的模型进行精细化打磨抛光,并刮涂找平腻子再次打磨处理,g、采用等离子数控切割机将装饰块段2的模型准确切割制成若干分块装饰块模型并做模具,泡沫装饰块段2的模型表面处理完成后再根据已划分好的区域采用等离子数控切割机将装饰块段2的模型准确切割制成若干分块装饰块模型,采用不饱和树脂、固化剂及玻璃纤维布在分块装饰块3模型外部制作成分块装饰块玻璃钢模具,h、用分块装饰块玻璃钢模具制成分块玻璃钢装饰块并与小龙骨连接,小龙骨与次劲性骨架5连接:分块装饰块玻璃钢模具制作完成后,运到现场即可开始进行分块玻璃钢装饰块的预制生产施工;分块玻璃钢装饰块需采用具有良好耐冲击性、耐候性的胶衣、189#不饱和树脂及固化剂,并与无碱玻璃纤维布、毡组合在一起制作,189#不饱和树脂与无碱玻璃纤维布、毡分多层、多次组合裱糊,总厚度控制在4-8mm,外观平整光洁,具体制作过如下:首先检查清理分块玻璃钢模具,如分块玻璃钢模具边缘有生产所遗留的树脂或胶衣,应用铲刀清理干净,然后用毛刷、吹尘枪或干净毛巾将模具内部的积层、微粒、油迹清理干净后方可进行生产,在分块璃钢模具内侧涂刷脱模剂;采用海绵或干净毛巾取进口102#脱模蜡涂抹5-8遍,均匀的涂抹在分块玻璃钢模具内侧,要求厚薄均匀,待脱模剂完全干燥后,将胶衣用毛刷分两次均匀涂刷于分块玻璃钢模具上,待第一层初凝后再涂刷第二层,胶衣层的厚度是0.8-1.0mm,待胶衣自然固化,手感软而不粘时,将树脂胶液涂刷到固化的胶衣上,随即铺一层短切毡,用毛刷将其压实,使含胶量均匀,排出气泡,其后依次采用一布一毡的形式进行逐层糊制,每次糊制2-3层后,要待树脂固化放热高峰过了之后,方可进行下一层的糊制,直到所需厚度,在糊制好的分块玻璃钢装饰块背面用树脂和玻璃纤维布将小龙骨与分块玻璃钢装饰块粘结到一起,采用方钢管制造小龙骨,按20cm
×
40cm间距布置在分块玻璃钢装饰块背面,作为预埋件以便和次劲性骨架5焊接或栓接,以增加分块玻璃钢装饰块的刚度,
在裱糊完成,待其基本固化定型后方可脱模,脱模后,需要用同一牌号的树脂来对表面刮伤、对接不到位等缺陷进行补粘,并采用角磨机、抛光机对装饰进行表面打磨、抛光,i、分块玻璃钢装饰块吊装,分块玻璃钢装饰块制作完成后转运至拼装现场与次劲性骨架5进行试组装连接成拼装块,组装完成一个拼装块后即运至桥面,开始起吊就位进行与主劲性骨架4焊接安装施工,分块玻璃钢装饰块的拼装块之间的接缝用同类玻璃钢材料将其组合粘结,使整个产品连接牢固,表面接缝用填补专用材料修复完整再用佛碳漆喷涂确保其耐候性和氧化,分块玻璃钢装饰块的拼装块吊装前必须在地面试拼装成装饰块段2,没有任何问题后再吊装至塔顶焊接或连接成装饰块段2的整体,j、防腐涂装,按照要求对装饰块段2的拼装块的拼缝和防腐涂装进行施工;玻璃钢表面采用环氧富锌底漆打底、用佛碳漆表面覆盖,佛碳漆为劳尔色系标号为ral9016。
7.本发明具有以下有益效果:1、能较好的满足大型特种桥梁高塔柱塔顶异型装饰块复杂外形曲线和美观需求。
8.2、能最大限度的降低大件起重吊装的重量和施工安全风险。
9.3、能大幅降低工程造价。
10.4、当前,在国家加大交通基础设施建设的背景下,特别是越来越注重大型桥梁建筑的外观装饰与当地环境的融合的前提下,该发明具有积极的社会意义。
附图说明
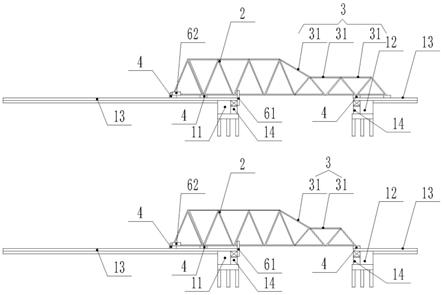
11.图1为异型装饰块结构图。
12.图2为底座段的剖面图。
13.图3为装饰块段分为若干分块装饰块的拼装图。
14.图4为底座段的俯视图,表现主劲性骨架的分布。
具体实施方式
15.高塔柱塔顶异型装饰块装配式组合施工方法,高塔柱塔顶上的异型装饰块为中空结构,由底座段1、装饰块段2组成,装饰块段2为为中空结构分为若干分块装饰块3,底座段1为中空结构,由现浇薄壁钢筋混凝土制成,悬挑操作平台位于底座段1之内,采用分节段现浇方式在悬挑操作平台上进行施工,底座段1的上端与主劲性骨架4焊接,主劲性骨架4位于装饰块段2的内壁之外,主劲性骨架4、次劲性骨架5采用现场地面分节制作安装,分块装饰块3在现场预制,将分块装饰块3与次劲性骨架5连接完成后吊运至塔顶,将与分块装饰块3连接的次劲性骨架5与主劲性骨架4进行焊接安装,将分块装饰块3拼装成装饰块段2。
16.所述装饰块段2为荷花造型装饰块,以荷花造型装饰块的中心为环心,将装饰块段2分为第1-5同心环形分块装饰块7、8、9、10、11,第1-4同心环形分块装饰块7、8、9、10为由外向内的花瓣形分块装饰块,第5同心环形分块装饰块11为荷花造型装饰块的中心部分。
17.现结合广西贵港市罗泊湾大桥主桥主塔塔顶异型装饰块的设计及施工方法为例对本发明技术方案进行详细说明。本发明的技术方案并不局限于实施例表示的范围。这些实施例仅用于说明本发明,而非用于限制本发明的范围。
18.广西贵港市罗泊湾大桥主桥为50 140 280 140 50m自锚式悬索桥,主塔塔身高98.7m;考虑到保护主索鞍及景观的功能需要,其每个主塔顶部均设有一座15m高的兼带鞍罩保护作用的异型装饰块;为与“荷城”贵港相呼应,异型装饰块外形设计为荷花造型,外形简洁明快且寓意更好。原设计采用全钢结构,设计成为出污泥而不染的荷花造型,由一大四小的尖顶构成花瓣簇拥着花蕊的独特造型,犹如一朵盛开的荷花。
19.经研究和比较,采用本发明提出的如下技术方案对原设计方案进行优化:异型装饰块2下部与采用现浇节段薄壁钢筋混凝土结构的8.8m高的底座段1连接,异型装饰块2为6.2m复杂曲线段,具体设计方案如下:
①
异型装饰块2为荷花异型装饰块,下部为长8.8m、曲线较为简单段落采用节段现浇薄壁钢筋混凝土结构的的底座段1。混凝土标号为c50;底座段1的混凝土内部设槽钢支撑平台为双拼[36b,内设爬梯采用l75
×
50
×
5mm角钢,混凝土段顶板中间位置设置1m
×
1m进人孔(具体见图2所示)。
[0020]
②
异型装饰块2的6.2m复杂曲线段采用“劲性骨架 装配式预制玻璃钢块”进行制作。塔顶安装埋件并制作劲性骨架,采用厚度为6mm玻璃钢;主劲性骨架采用材质为100
×
100
×
6mm q235b镀锌方钢管,采用50
×
50
×
2.5mm方钢管作为小龙骨和次劲性骨架按20cm
×
40cm间距布置在玻璃钢装饰块背面,以增加其刚度,防止在使用过程中出现变形损坏。龙骨预埋在玻璃钢内,作为预埋件和主、次劲性骨架焊接或栓接连接;比重1.8—2.0计算,该产品玻璃钢重量约6—6.5吨,内衬镀锌管加强筋重量约1吨,共计总重量仅约7—7.5吨(不含主钢架)。
[0021]
外观要求:面层颜色采用劳尔色系(ral9016),光滑平整,无针孔无裂纹,无纤维裸露,无明显气泡;玻璃钢(不饱和聚酯树脂:浇铸体)原材料主要参数应满足下列要求:拉伸强度:≥60mpa;拉伸弹性模量:≥3000mpa;弯曲强度:≥80mpa;弯曲弹性模量:≥2700mpa;巴氏硬度:≥40;热变形温度:≥110℃;玻璃纤维含量:≥25%;冲击强度:≥4.0kj/
㎡
;吸收率:≤1.0%;使用年限:不少于30年。
[0022]
③
防腐涂装混凝土段参照主塔涂装体系进行防腐涂装。
[0023]
玻璃钢采用199#不饱和树脂、无碱玻璃纤维网格布、专用固化剂等原材料组合而成,表面采用环氧富锌底漆打底、用佛碳漆表面覆盖(劳尔色系标号为ral9016)。
[0024]
施工步骤如下:a、在高塔柱塔顶上的底座段1的中空内制作悬挑操作平台, b、在底座段1的混凝土施工前对将与主劲性骨架4连接的底座段1的顶部的预埋件进行清洗,c将底座段1分若干个节段进行混凝土浇筑, d、位于底座段1的内部的悬挑操作平台采取现场焊接的型式进行安装,e、次劲性骨架5各异,弯曲类型各不相同,次劲性骨架5在现场采用液压弯管机人工逐根进行弯制,以保证次劲性骨架5在分块装饰块3的内壁之外,主劲性骨架4采用地面制作、塔顶安装的方式进行施工;主劲性骨架4是根据异型
装饰块的造型在异型装饰块的内部布置的,施工前需根据图纸要求对主劲性骨架4进行分段,一组主劲性骨架分段对应一个分块装饰块3,对制成一个主劲性骨架分段的每一根热镀锌方管进行编号,主劲性骨架分段是用热镀锌方管经过反复冷弯制成,反复冷弯过程中反复与分块装饰块3比对,以确保主劲性骨架分段的方管尺寸及弧度满足图纸要求,各分块装饰块3的主劲性骨架分段制作完成后经现场试拼装成异型装饰块的主劲性骨架4,保证主劲性骨架4的弧度与装饰块段2相匹配后吊至塔顶与预埋件进行焊接安装,f、用泡沫做1:1装饰块段2的模型,对装饰块段2的模型进行精细化打磨抛光,并刮涂找平腻子再次打磨处理,g、采用等离子数控切割机将装饰块段2的模型准确切割制成若干分块装饰块模型并做模具,泡沫装饰块段2的模型表面处理完成后再根据已划分好的区域采用等离子数控切割机将装饰块段2的模型准确切割制成若干分块装饰块模型,采用不饱和树脂、固化剂及玻璃纤维布在分块装饰块3模型外部制作成分块装饰块玻璃钢模具,h、用分块装饰块玻璃钢模具制成分块玻璃钢装饰块并与小龙骨连接,小龙骨与次劲性骨架5连接:分块装饰块玻璃钢模具制作完成后,运到现场即可开始进行分块玻璃钢装饰块的预制生产施工;分块玻璃钢装饰块需采用具有良好耐冲击性、耐候性的胶衣、189#不饱和树脂及固化剂,并与无碱玻璃纤维布、毡组合在一起制作,189#不饱和树脂与无碱玻璃纤维布、毡分多层、多次组合裱糊,总厚度控制在4-8mm,外观平整光洁,具体制作过如下:首先检查清理分块玻璃钢模具,如分块玻璃钢模具边缘有生产所遗留的树脂或胶衣,应用铲刀清理干净,然后用毛刷、吹尘枪或干净毛巾将模具内部的积层、微粒、油迹清理干净后方可进行生产在分块璃钢模具内侧涂刷脱模剂;采用海绵或干净毛巾取进口102#脱模蜡涂抹5-8遍,均匀的涂抹在分块玻璃钢模具内侧,要求厚薄均匀,待脱模剂完全干燥后,将胶衣用毛刷分两次均匀涂刷于分块玻璃钢模具上,待第一层初凝后再涂刷第二层,胶衣层的厚度是0.8-1.0mm,待胶衣自然固化,手感软而不粘时,将树脂胶液涂刷到固化的胶衣上,随即铺一层短切毡,用毛刷将其压实,使含胶量均匀,排出气泡,其后依次采用一布一毡的形式进行逐层糊制,每次糊制2-3层后,要待树脂固化放热高峰过了之后,方可进行下一层的糊制,直到所需厚度,在糊制好的分块玻璃钢装饰块背面用树脂和玻璃纤维布将小龙骨与分块玻璃钢装饰块粘结到一起,采用50
×
50
×
2.5mm方钢管制造小龙骨,按20cm
×
40cm间距布置在分块玻璃钢装饰块背面,作为预埋件以便和次劲性骨架5焊接或栓接,以增加分块玻璃钢装饰块的刚度,在裱糊完成,待其基本固化定型后方可脱模,脱模后,需要用同一牌号的树脂来对表面刮伤、对接不到位等缺陷进行补粘,并采用角磨机、抛光机对装饰进行表面打磨、抛光,i、分块玻璃钢装饰块吊装,分块玻璃钢装饰块制作完成后转运至拼装现场与次劲性骨架5进行试组装连接成拼装块,组装完成一个拼装块后即运至桥面,开始起吊就位进行
与主劲性骨架4焊接安装施工,分块玻璃钢装饰块的拼装块之间的接缝用同类玻璃钢材料将其组合粘结,使整个产品连接牢固,表面接缝用填补专用材料修复完整再用佛碳漆喷涂确保其耐候性和氧化,分块玻璃钢装饰块的拼装块吊装前必须在地面试拼装成装饰块段2,没有任何问题后再吊装至塔顶焊接或连接成装饰块段2的整体,j、防腐涂装,按照要求对装饰块段2的拼装块的拼缝和防腐涂装进行施工;玻璃钢表面采用环氧富锌底漆打底、用佛碳漆表面覆盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。