1.本发明属于工业机械技术领域,更具体地,涉及一种环状工件压淬生产方法。
背景技术:
2.现有环状工件压淬方法生产出的工件易产生形变,并且在环状工件热处理过程中,人工参与较多,工件稳定性会受到不同程度的影响。批次产品的合格率需要提高。
3.因此,需要发明一种环状工件压淬生产方法,生产中减少人工参与,保证工件稳定。
技术实现要素:
4.为了克服现有技术的缺陷和问题,提出一种环状工件压淬生产方法,通过将压淬前后各个工序的调整与设计,使整个环状工件的热处理方法得以固化,提高了工件稳定性和批次产品的合格率。
5.本发明的技术方案如下:公开的环状工件压淬生产方法,将环状工件通过上料机床运送至对齿机床上,对齿机床的手指气缸将环状工件固定在对齿工位的定位盘上,另一带有定位开关的气缸二将定位开关移动对齿工件处,工件旋转到定位开关处停止,完成对齿;将对齿后的环状工件移送加热机床,所述加热机床的加热器的输出端连接有感应器,感应器对准零件需要加热的部位,进行感应加热;机械手将加热后的工件移到淬火温度的工件送到压淬工作台上,通过芯模定位,上模由伺服电机带动滚珠丝杆下压,上模下压时,闷油罩接触到工作台,停止运动,上模继续下压,当上模接触到工件端面时,这时上模与链接筒之间开始受压缓冲,使上模缓缓接触工件;启动淬火液管道泵往闷油罩内大量快速喷注淬火液,此时工件被完全浸泡在淬火液中,直至淬透冷却。
6.进一步地,所述加热机床的加热工件旋转采用变频调速。
7.进一步地,加热工件定位装置采用气动夹头,加热工件上下移动由伺服电机驱动的精密滚珠丝杆来调节。
8.进一步地,所述加热用工件的内孔夹具采用石英板夹具。
9.进一步地,所述石英板夹具包括支撑板和安装于支撑板上的弧形石英板,所述支撑板包括底座和支撑梁,所述底座与支撑梁呈90度,所述支撑梁的远离底座的一端设置有凸出于安装面的安装台,所述弧形石英板与支撑梁的安装台固定连接,所述弧形石英板为多个,形成一个圆形结构,与加热工件内孔相贴合。
10.进一步地,所述压淬工作台完成工件压淬时,将上模上移,带动闷油罩向上运动至上位;下油缸开始向上动作,再带动活塞杆及顶杆将工件顶出,此时工件到达上位。
11.本发明与现有技术相比其有益效果如下:本发明公开的环状工件压淬生产方法,通过将压淬前后各个工序的调整与设计,使整
个环状工件的热处理方法得以固化,提高了工件稳定性和批次产品的合格率。
12.本发明公开的环状工件压淬生产方法,通过加热用工件的内孔夹具的改进,使感应加热时不会产生电打火,影响产品品质,更加适用于生产需求。
附图说明
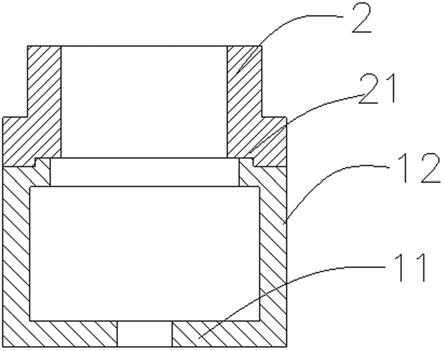
13.图1为本发明所述加热用工件的内孔夹具的结构示意图。
14.其中,11-支撑梁,12-底座,2-弧形石英板,21-台阶状结构。
具体实施方式
15.下面结合具体实施方式对本发明作进一步的说明。其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本发明的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际工件的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
16.实施例1如图1所示,本实施例的公开的环状工件压淬生产方法,将环状工件通过上料机床运送至对齿机床上,对齿机床的手指气缸将环状工件固定在对齿工位的定位盘上,另一带有定位开关的气缸二将定位开关移动对齿工件处,工件旋转到定位开关处停止,完成对齿。
17.将对齿后的环状工件移送加热机床,加热机床的加热工件旋转采用变频调速所述加热机床的加热器的输出端连接有感应器,感应器对准零件需要加热的部位,进行感应加热;加热工件定位装置采用气动夹头,加热工件上下移动由伺服电机驱动的精密滚珠丝杆来调节。
18.机械手将加热后的工件移到淬火温度的工件送到压淬工作台上,通过芯模定位,上模由伺服电机带动滚珠丝杆下压,上模下压时,闷油罩接触到工作台,停止运动,上模继续下压,当上模接触到工件端面时,这时上模与链接筒之间开始受压缓冲,使上模缓缓接触工件;启动淬火液管道泵往闷油罩内大量快速喷注淬火液,此时工件被完全浸泡在淬火液中,直至淬透冷却。
19.为了保证安全性能和热用工件的内孔夹具采用石英板夹具。石英板夹具包括支撑板和安装于支撑板上的弧形石英板2,支撑板包括底座12和支撑梁11,所述底座12与支撑梁11呈90度,所述支撑梁11的远离底座12的一端设置有凸出于安装面的安装台有安装孔;所述弧形石英板2与支撑梁11的安装台通过螺栓固定连接;所述弧形石英板2为多个,本实施例中为3个,形成一个与工件内孔相贴合的圆形结构。
20.本实施例中支撑板整体为一体成型的不锈钢体,支撑梁为弧形结构。本实施例的支撑板保持了现有的不锈钢材质,是为了使整个内孔夹具的强度得以保持,满足生产需要。
21.整个压淬生产工作过程全部由触摸屏 plc控制,由液压、机械自动完成。淬火时间和卸料时间可触摸屏上根据需要设定。只要装上适当的模具和调节好液火时间就能对不同形状和尺寸的同步器环等进行压淬。
22.显然,上述实施例仅仅是为清楚地说明本发明的技术方案所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。凡在本发明的精神和原则之内所作的任何修改、等
同替换和改进等,均应包含在本发明权利要求的保护之内。
技术特征:
1.一种环状工件压淬生产方法,其特征在于,将环状工件通过上料机床运送至对齿机床上,对齿机床的手指气缸将环状工件固定在对齿工位的定位盘上,另一带有定位开关的气缸二将定位开关移动对齿工件处,工件旋转到定位开关处停止,完成对齿;将对齿后的环状工件移送加热机床,所述加热机床的加热器的输出端连接有感应器,感应器对准零件需要加热的部位,进行感应加热;机械手将加热后的工件移到淬火温度的工件送到压淬工作台上,通过芯模定位,上模由伺服电机带动滚珠丝杆下压,上模下压时,闷油罩接触到工作台,停止运动,上模继续下压,当上模接触到工件端面时,这时上模与链接筒之间开始受压缓冲,使上模缓缓接触工件;启动淬火液管道泵往闷油罩内大量快速喷注淬火液,此时工件被完全浸泡在淬火液中,直至淬透冷却。2.根据权利要求1所述的环状工件压淬生产方法,其特征在于,所述加热机床的加热工件旋转采用变频调速。3.根据权利要求1所述的环状工件压淬生产方法,其特征在于,加热工件定位装置采用气动夹头,加热工件上下移动由伺服电机驱动的精密滚珠丝杆来调节。4.根据权利要求1所述的环状工件压淬生产方法,其特征在于,所述加热用工件的内孔夹具采用石英板夹具。5.根据权利要求4所述的环状工件压淬生产方法,其特征在于,所述石英板夹具包括支撑板和安装于支撑板上的弧形石英板,所述支撑板包括底座和支撑梁,所述底座与支撑梁呈90度,所述支撑梁的远离底座的一端设置有凸出于安装面的安装台,所述弧形石英板与支撑梁的安装台固定连接,所述弧形石英板为多个,形成一个圆形结构,与加热工件内孔相贴合。6.根据权利要求1所述的环状工件压淬生产方法,其特征在于,所述压淬工作台完成工件压淬时,将上模上移,带动闷油罩向上运动至上位;下油缸开始向上动作,再带动活塞杆及顶杆将工件顶出,此时工件到达上位。
技术总结
本发明公开的环状工件压淬生产方法,将环状工件通过上料机床运送至对齿机床上,对齿机床的手指气缸将环状工件固定在对齿工位的定位盘上,另一带有定位开关的气缸二将定位开关移动对齿工件处,工件旋转到定位开关处停止,完成对齿;将对齿后的环状工件移送加热机床,所述加热机床的加热器的输出端连接有感应器,感应器对准零件需要加热的部位,进行感应加热;机械手将加热后的工件移到淬火温度的工件送到压淬工作台上,进行淬火。本发明公开的环状工件压淬生产方法,通过将压淬前后各个工序的调整与设计,使整个环状工件的热处理方法得以固化,提高了工件稳定性和批次产品的合格率。率。率。
技术研发人员:游春华
受保护的技术使用者:株洲市湘宁高中频设备有限责任公司
技术研发日:2020.11.08
技术公布日:2022/5/10
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。