1.本发明涉及用于在连续镀锌生产线上对镀锌卷材的生产进行调度的方法,该调度方法优选地由电子调度装置来实施。
2.本发明还涉及包括软件指令的计算机程序,该软件指令在由处理器执行时实施这样的调度方法。
3.本发明还涉及用于在连续镀锌生产线上对镀锌卷材的生产进行调度的电子调度装置。
4.本发明还涉及用于输送镀锌卷材的设备,该设备包括用于生产镀锌卷材的连续镀锌生产线以及这样的电子调度装置。
背景技术:
5.已知镀锌生产线用锌层或锌合金层涂覆钢带材的表面。示意性地,钢卷材在生产线入口处退卷、在炉中退火、浸入熔融锌浴中并且重新卷绕。为了使过程连续,每个卷材的尾部结合至下一卷材的头部。从生产线视角来看,原材料是下述复合带材:所述复合带材的特征比如宽度、厚度、截面、等级沿着带材长度而不同。
6.类似地,成品是下述复合带材:所述复合带材的特征比如锌厚度、粗糙度、临时保护性沿着带材长度而不同。
7.镀锌生产线的工艺参数因此必须被定期调节、必须考虑到钢带材的特征的变化并且必须达到这部分钢带材的技术规格。
8.由于达到工艺参数的新目标需要一段时间,因此一定长度的钢带材可能会超出技术规格并且因此必须报废或者作为第二选择出售。一定长度的钢带材还可能出现诸如锌过涂、油污、表面缺陷的缺陷。
9.此外,两个连续卷材之间的差异可能导致困难。例如,可能难以焊接等级非常不同的两个卷材,卷材的较宽头部可能会撞击生产线的元件,当两个卷材的截面非常不同时可能难以调整张力。
10.在最坏情况下,两个连续卷材之间的差异影响很大,以至于带材可能断裂,特别是在退火炉中。在这种情况下,在移除钢带材之前,必须停止生产线,直到炉冷却下来为止。然后在生产恢复之前再次对炉进行加热。
11.通过仔细选择待镀锌的裸卷材的次序,可以选择对报废带材的长度、缺陷的发生和严重程度以及带材断裂的发生进行限制的过渡。
12.根据操作员的专业知识对生产进行手动调度是已知的,但这仍然导致必须经常使用过渡卷材,即在没有客户订单的情况下在两个卷材之间插入的较小的卷材来使两个卷材兼容。这降低了生产线的生产率并且增加了操作的复杂性。
13.还已知使用下述商业软件:所述商业软件的目的是根据多个产品变量(宽度、厚度、锌涂层重量等)来找到使过渡尽可能平滑的卷材的顺序。根据给定产品变量的每种过渡都会受到任意的处罚或奖励。例如,两个卷材之间的锌涂层重量差异越大,处罚增加得越
多。将所有处罚和奖励相加并且必须使总分数最小化。不幸的是,根据一个产品变量的使过渡平滑通常与根据另一产品变量的使过渡平滑不兼容,并且根据给定的产品变量的过渡可能对工艺的多个步骤产生不同的影响。此外,处罚/奖励方法不适用于混合产品中的变化。
技术实现要素:
14.因此,本发明的目的在于通过提供一种用于对多个镀锌卷材的生产进行调度的方法来弥补现有技术的缺点,该方法提高了在两个卷材的过渡期间处理的带材的质量,从而提高了生产线的生产率并且降低了操作的复杂性。
15.为此,本发明的第一主题包括一种用于在包括退火炉、锌锅和擦拭机器的连续镀锌生产线上对金属带材的多个镀锌卷材的生产调度进行设定的方法,该方法包括以下步骤:
[0016]-收集限定每个待镀锌的未涂覆卷材的多个特征、每个镀锌卷材要达到的多个规格、达到每个镀锌卷材的规格所需的多个工艺参数、以及多个生产线约束,
[0017]-针对两个未涂覆卷材的每个可能组合对从第一未涂覆卷材至第二未涂覆卷材的过渡在下述至少两个参数集方面对镀锌卷材的质量的影响进行评估:
[0018]
ο在退火炉中对金属带材的温度t
p
和速度s的调节,
[0019]
ο在锌锅的出口处对擦拭介质的压力p和擦拭机器距金属带材的距离d的调节,
[0020]-向未涂覆卷材的每个可能的组合分配加权因子,该加权因子取决于前述步骤的结果并且考虑到了生产线约束,
[0021]-通过为多个未涂覆卷材的多个可能的调度计算分数并且选择具有最优分数的调度来计算前述步骤的结果,该分数取决于赋予未涂覆卷材的涉及给定调度的组合的加权因子之和。
[0022]
根据本发明的方法还可以具有单独地考虑或以组合的方式考虑的以下列出的可选特征:
[0023]-限定每个未涂覆卷材的多个特征包括厚度、钢种、机械特性、宽度和硬度,
[0024]-每个镀锌卷材要达到的多个规格包括锌涂层重量、锌涂层重量容差、回火轧制的发生以及回火轧制期间要达到的伸长率,
[0025]-达到每个镀锌卷材的规格所需的多个工艺参数包括退火炉中的目标温度、退火炉中的温度容差、生产线速度、退火炉中的生产线速度容差、擦拭压力p、擦拭距离d以及回火轧制的张力和力,
[0026]-多个生产线约束包括生产线的最大能力和未经生产线操作者授权的过渡,
[0027]-在收集步骤期间,数据被手动地收集或者从现有数据库获得或者计算得出,
[0028]-收集步骤包括建模子步骤,在建模子步骤期间,根据经验定律和/或物理定律和/或统计定律或公式计算多个工艺参数中的至少一部分工艺参数。
[0029]-从第一未涂覆卷材至第二未涂覆卷材的过渡在一个参数集方面对产品质量方的影响被赋予加权系数。
[0030]-针对两个未涂覆卷材的每个可能的组合,在退火炉中对带材温度和速度的调节被赋予加权系数,该加权系数取决于两个卷材的温度容差之间的差距和/或两个卷材的速度容差之间的差距,
[0031]-分配至未涂覆卷材的每个可能的组合的加权因子是赋予参数集的加权系数之和,
[0032]-连续镀锌线还包括回火轧制,并且还对从第一未涂覆卷材至第二未涂覆卷材的过渡在对回火轧制的张力ts和力f的调节方面对产品质量的影响进行评估,
[0033]-针对两个未涂覆卷材的每个可能的组合,对回火轧制的张力ts和力f的调节被赋予加权系数,该加权系数取决于从一个张力过渡至另一张力以及/或者从一个压力过渡至另一压力所需的生产线速度和时间,
[0034]-连续镀锌生产线还包括入口蓄能器,并且还对从第一未涂覆卷材至第二未涂覆卷材的过渡在于入口蓄能器中和/或退火炉中对张力的调节方面对产品质量的影响进行评估,
[0035]-连续镀锌生产线还包括张力平整机,并且还对从第一未涂覆卷材至第二未涂覆卷材的过渡在于张力平整机中对张力的调节方面对产品质量的影响进行评估,
[0036]-连续镀锌生产线包括镀锌退火炉,并且还对从第一未涂覆卷材至第二未涂覆卷材的过渡在于镀锌退火炉中对加热功率的调节方面对产品质量的影响进行评估,
[0037]-连续镀锌生产线还包括涂油机器,该涂油机器构造成将油施用在镀锌卷材上,并且还对从第一未涂覆卷材至第二未涂覆卷材的过渡在于涂油机器中对油质量和/或油性的调节方面对产品质量的影响进行评估,
[0038]-连续镀锌生产线还包括化学处理部分,该化学处理部分构造成将钝化涂层施用在镀锌卷材上,并且还对从第一未涂覆卷材至第二未涂覆卷材的过渡在钝化处理调节方面对产品质量的影响进行评估,
[0039]-针对多个未涂覆卷材的给定调度计算的分数是赋予未涂覆卷材的包括调度的组合的加权因子之和,
[0040]-针对多个未涂覆卷材的给定调度计算的分数除了包括赋予未涂覆卷材的包括调度的组合的加权因子之和之外,还包括顺序加权项,
[0041]-该方法还包括以下步骤:
[0042]
ο显示具有最优分数的调度并且对具有最优分数的调度进行手动或自动修改,
[0043]
ο计算经修改的调度的分数。
[0044]
本发明的第二主题由包括软件指令的计算机程序构成,该软件指令在由处理器执行时实施根据本发明的方法。
[0045]
本发明的第三主题包括电子调度装置,该电子调度装置用于在包括退火炉、锌锅和擦拭机器的连续镀锌生产线上设定金属带材的多个镀锌卷材的生产调度,该电子监测装置包括:
[0046]-获取模块,该获取模块构造成用于收集限定每个待镀锌的未涂覆卷材的多个特征、每个镀锌卷材要达到的多个规格、达到每个镀锌卷材的规格所需的多个工艺参数、以及多个生产线约束,
[0047]-分配模块,该分配模块构造成用于针对两个未涂覆卷材的每个可能的组合对从第一未涂覆卷材至第二未涂覆卷材的过渡在以下两个参数集方面对产品质量的影响进行评估:
[0048]
ο在退火炉中对金属带材的温度t
p
和速度s的调节,
[0049]
ο在锌锅出口处对擦拭介质的压力p和擦拭机器距金属带材的距离d的调节,
[0050]
并且该分配模块构造成用于向未涂覆卷材的每个可能的组合分配加权因子,该加权因子取决于影响评估的结果并且考虑到了生产线约束,
[0051]-计算模块,该计算模块构造成用于通过为多个未涂覆卷材的多个可能的调度计算分数并且选择具有最优分数的调度来计算在分配模块中获得的结果,该分数取决于赋予未涂覆卷材的涉及给定调度的组合的加权因子之和。
[0052]
根据本发明的电子调度装置可选地可以包括确认模块,该确认模块构造成用于提供对在计算模块中选定的调度的查看并且允许对选定的模块进行确认或者进行手动或自动调节。
[0053]
本发明的第四主题包括用于输送多个镀锌卷材的设备,该设备包括:
[0054]-连续镀锌生产线,该连续镀锌生产线用于生产多个镀锌卷材,
[0055]-电子调度装置,该电子调度装置用于设定多个镀锌卷材的生产调度,
[0056]
其中,电子调度装置是根据本发明的电子调度装置。
附图说明
[0057]
参照以下附图通过阅读以下描述将更好地理解本发明,以下描述仅出于说明的目的提供并且绝不意在是限制性的:
[0058]-图1是电子调度装置的示意图,
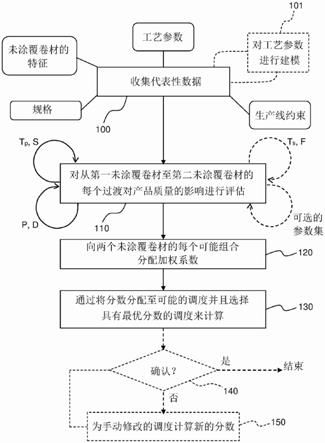
[0059]-图2是根据本发明的用于在连续镀锌生产线上对多个镀锌卷材的生产进行调度的方法的流程图,该调度方法由图1的电子调度装置来实施。
具体实施方式
[0060]
根据本发明的连续镀锌生产线包括至少一个退火炉、锌锅和擦拭机器。“锌锅”是指熔融金属元素比如锌、铝、硅、镁的浴。根据浴的组成,可以生产例如下述各者:镀锌钢;涂覆有包含5重量%的铝的锌合金的钢涂覆有包含55重量%的铝、约1.5重量%的硅、由锌和由于处理造成的不可避免的杂质组成的其余部分的锌合金的钢硅、由锌和由于处理造成的不可避免的杂质组成的其余部分的锌合金的钢涂覆有包含8重量%至11重量%的硅和2重量%至4重量%的铁、由铝和由于处理造成的不可避免的杂质组成的其余部分的铝合金的钢涂覆有铝层的钢涂覆有包含0.5%至20%的铝、0.5%至10%的镁、由锌和由于处理造成的不可避免的杂质组成的其余部分的锌合金的钢。在描述的其余部分中,将仅涉及锌,已知其他元素可以是应用在钢带材上的金属涂层的一部分并且锌甚至可以不存在。
[0061]
连续镀锌生产线可以另外包括以下装置中的至少一者:焊接机器、入口蓄能器、冷却塔、回火轧制装置、涂油机器、切边机、化学处理部分、镀锌退火炉。
[0062]
方法的第一步骤100包括收集统称为代表性数据的下述各者:限定待用于生产每个镀锌卷材的每个未涂覆卷材的多个特征、每个镀锌卷材要达到的多个规格、达到每个镀锌卷材的规格所需的多个工艺参数、以及多个生产线约束。
[0063]
至于未涂覆卷材,收集的特征是待在镀锌生产线上处理的钢带材的固有特征。固有特征的示例包括钢种、钢衬底的化学成分、钢衬底的机械性质、带材宽度、带材截面、带材
厚度、带材长度、卷材重量、钢硬度等。
[0064]
根据一个优选实施方式,限定每个未涂覆卷材的多个特征包括厚度、钢种、机械性质、宽度和硬度。
[0065]
至于镀锌卷材,规格是镀锌卷材的机械特性、待施用的锌涂层的重量、锌涂层重量容差、锌涂层的表面外观、回火轧制的发生、回火轧制期间要达到的伸长率、回火轧制中的伸长率容差、回火轧制之后的粗糙度、回火轧制中的粗糙度容差、回火轧制之后化学处理的发生、镀锌带材上的平坦度目标、张力平整机中的平坦度容差、油型、钝化处理类型、回火轧制之后热处理的发生、经热处理的锌涂层中的铁含量、顾客所需的质量等级等。
[0066]
根据一个优选实施方式,每个镀锌卷材要达到的多个规格包括锌涂层重量、锌涂层重量容差、回火轧制的发生以及在回火轧制期间要达到的伸长率。
[0067]
达到所述规格所需的工艺参数的示例是退火炉中的热循环、退火炉中的目标温度和温度容差、退火炉中的目标速度和速度容差、擦拭压力、擦拭距离、线速度、回火轧制力、回火轧制张力、镀锌退火炉中的加热功率目标和加热容差等。
[0068]
根据一个优选实施方式,达到每个镀锌卷材的规格所需的多个工艺参数包括退火炉中的目标温度、退火炉中的温度容差、退火炉中的线速度、线速度容差、擦拭压力p、擦拭距离d以及回火轧制的张力和力。
[0069]
至于生产线约束,可以包括:生产线的最大能力、比如焊接机器的焊接能力、入口带材蓄能器的长度、最大线速度、最大线加速度、退火炉的长度、最大炉管温度、擦拭机器的擦拭压力的最大改变速度、擦拭机器的擦拭距离的最大改变速度、回火轧制力的最大调节速度以及带材宽度所允许的最大改变、如生产线制造商所规定的厚度和/或横截面;将订单的所有卷材组合到一起的义务;将特定卷材组合在一起以避免在退火炉和未经授权的过渡进行不期望的设定的义务等。未经授权的过渡是出于一些原因太有挑战性的过渡以及生产线操作员已经决定禁止的过渡。未经授权的过渡的示例是涂层重量范围不重叠的过渡、速度范围不重叠的过渡、退火容差不重叠的过渡、第二卷材比第一卷材厚250mm且同时第二卷材和第一卷材都小于1mm厚的过渡、两个钢种之间不能彼此焊接的过渡、应用在回火轧制中的力激增超过200t从而使用作可见汽车部件的产品的扩宽即过渡到更宽卷材的过渡、在没有过渡卷材的情况下不能进行的过渡等。
[0070]
在方法的第一步骤期间,代表性数据——即多个特征/规格/工艺参数/生产线约束——可以手动地收集或者从现有数据库获得或者甚至计算得出。特别地,达到给定规格所需的工艺参数可以从现有数据库中获得,使得它们不必在每次必须调度新的多个未涂覆卷材时从头开始获取。它们可以以数值或范围的形式预设或者以将工艺参数与规格和/或未涂覆产品特征相联系的经验定律和/或物理定律和/或统计定律或方程的形式预设。优选地,在第一步骤期间,与待调度的多个未涂覆卷材的规格有关的多个工艺参数在所有预设工艺参数中选择。类似地,生产线约束优选地从现有数据库获得。优选地,它们通过选择运行模式来获得,运行模式是在调度期间与待生产的镀锌卷材的种类有关的生产线约束的预设组合,待生产的镀锌卷材的种类例如为镀锌退火(ga)产品、镀锌(gi)产品、镀铝锌(gu)产品、用于汽车的暴露外观(exp)、双相钢(dp)产品、热轧(hr)初始产品等。
[0071]
根据一个实施方式,第一步骤包括建模子步骤101,在建模子步骤101期间,通过使用将工艺参数与规格和/或未涂覆产品特征相联系的经验定律和/或物理定律和/或统计定
律或公式来计算多个工艺参数中的至少一部分。优选地,相应地计算每个卷材的目标速度。
[0072]
在方法的第二步骤110期间,对于两个未涂覆卷材的每个可能的组合,就所选定的工艺参数集而言对第一未涂覆卷材至第二未涂覆卷材的过渡在产品质量方面的影响进行评估。在两个未涂覆卷材的给定组合的评估期间,每个所选定的参数集被赋予加权系数。就“两个未涂覆卷材的每个可能的组合”而言,必须指出的是,对于两个卷材a和b,组合ab与组合ba是不同的。
[0073]
本发明人已经进行了广泛的研究以评估在从一个卷材过渡到下一个卷材时,在数十个可获得的工艺参数中,哪些工艺参数对产品质量有影响。
[0074]
当从一个卷材过渡到另一个卷材时,可能必须调整退火炉的热循环。在这种调整期间,带材在炉中的部分和引入到炉中的部分可能达到超出目标范围的峰值金属温度。在这种情况下,这些部分可能必须报废。根据卷材在过渡中所涉及的厚度,在两个卷材之间的过渡中存在多个可能性:
[0075]-两个卷材都具有比退火炉的临界厚度高的厚度,该临界厚度限定为使生产线以最大带材速度工作并且使炉对于给定的退火循环以最高管温度工作的带材厚度。在这种情况下,生产线以最大管温度工作并且必须调节生产线速度以管理过渡,
[0076]-两个卷材都具有比临界厚度低的厚度。在这种情况下,生产线以最大速度工作并且必须调节生产线速度以管理过渡,
[0077]-一个卷材具有比临界厚度高的厚度并且第二卷材具有比临界厚度低的厚度。在这种情况下,必须调节生产线速度和管温度两者以管理过渡
[0078]
在评估过渡的影响的步骤期间,两个未涂覆卷材的每个可能的组合的厚度和/或钢种和/或机械特性和/或宽度的差异触发对退火炉中的金属带材的带材温度t
p
和/或速度s的调节如何影响产品质量的评估。对温度和/或速度的调节可以被赋予加权系数,该加权系数可以取决于两个卷材的温度容差之间的差距以及/或者两个卷材的速度容差之间的差距。
[0079]
根据一个实施方式,对退火炉中的温度和/或速度的调节如何影响产品质量的评估通过根据退火炉的数值模型的数值模拟来获得。
[0080]
当从一个卷材过度到另一卷材时,可能必须对锌锅的出口处的擦拭条件进行调节。在这种调节期间,带材的通过擦拭机器的部分被少涂或过涂。在这种情况下,该部分可能必须报废或者必须对卷材进行重新加工。根据与质量管理有关的生产线约束,在两个卷材之间的过渡中存在多个可能性:
[0081]-过渡类型1:对擦拭介质的压力p和擦拭机器与带材之间的距离d进行控制,使得最小涂层重量目标满足两个卷材。当过渡到较高的涂层重量范围时,意味着对第一生产卷材的尾部进行过涂。当过渡到较低的涂层重量范围时,意味着对下一卷材的头部进行过涂。在最好的情况下,这种过渡类型会导致锌的过度消耗。另外,当两个卷材的涂层重量范围不重叠时,第一卷材或第二卷材的一部分超出规格并且因此必须报废或必须对卷材进行重新加工。
[0082]-过渡类型2:在第二卷材的头部上对擦拭机器的压力p和距离d进行系统地调整。这种过渡类型在过渡到较低的涂覆范围时会导致锌的过度消耗并且第二卷材的头部可能超出规格。第二卷材的头部可能必须报废。这种过渡类型在过渡到较高的涂覆范围时还可
能导致锌少涂。第二卷材的头部因此必须报废或必须对卷材进行重新加工。
[0083]-类似地,在两个卷材必须以不同的线速度加工的情况下,因为厚度和/或钢种和/或机械特性和/或宽度的显著差异,带材通过擦拭机器的部分在由速度调节引起的擦拭条件调节期间可能会超出规格。
[0084]
在评估过渡的影响的步骤期间,两个未涂覆卷材的每个组合的涂层重量和/或线速度的差异触发对擦拭介质的压力p和擦拭机器距带材的距离d在锌锅的出口处的调节如何影响产品质量的评估,并且压力p和距离d的调节可以被赋予加权系数。
[0085]
根据生产线约束,加权系数可以显著地取决于下述每一者:
[0086]-第二卷材的最小涂层重量容差与第一卷材的涂层重量目标之间的差异,或者
[0087]-第一卷材的涂层重量目标与第二卷材的最大涂层重量容差之间的差异,或者
[0088]-(第二卷材的最小涂层重量容差-第一卷材的涂层重量目标)/(第二卷材的涂层重量目标-第一卷材的涂层重量目标)的比率,或者
[0089]-(第一卷材的涂层重量目标-第二卷材的最大涂层重量容差)/(第二卷材的涂层重量目标-第一卷材的涂层重量目标)的比例。
[0090]
当从一个卷材过渡到另一卷材时,可以打开或关闭回火轧制,或者可能必须对回火轧制的张力和力进行调节。在这种调节期间,带材的通过回火轧制的部分可能超出伸长率规格以及/或者可能起皱以及/或者可能出现波形边缘或者甚至可能断裂。在这种情况下,该部分必须报废或必须对卷材进行重新加工。
[0091]
在本发明的一个变型中,在评估过渡的影响的步骤期间,两个未涂覆卷材的每个组合的钢种和/或机械特性和/或硬度和/或伸长率目标的差异或缺乏对两个卷材中的一者的回火轧制触发对回火轧制的张力ts和力f的调节如何影响产品质量的评估,并且对张力和力的调节可以被赋予加权系数。
[0092]
根据生产线约束,加权系数可以显著地取决于:
[0093]-从一个张力过渡到另一张力以及/或者从一个压力过渡到另一压力所需的线速度和时间。知道用于每个产品变量的运行范围和回火轧制的能力的本领域技术人员可以容易地估算这种过渡时间。
[0094]-或者卷材部分超出规格的可能性。知道从一个张力过渡到另一张力以及/或者从一个压力过渡到另一压力所需的平均时间的本领域技术人员可以容易地估算这种可能性。
[0095]
当在镀锌生产线的人口部分处联结具有不同宽度的两个卷材时,在焊接之后可选地制作凹口以提醒切边机宽度的变化。在宽度差异较大的情况下,制作花费更长时间来实现的双凹口。如果这样做所需的附加时间超过带材在入口打环装置处累积的剩余时间,则生产线必须停止并且带材的位于退火炉与回火轧制之间的部分必须报废。
[0096]
在本发明的一个变型中,在评估过渡的影响的步骤期间,两个未涂覆卷材的每个组合的宽度的差异触发对切口时间如何影响产品质量的评估。切口时间被赋予加权系数,该加权系数可以取决于焊接两个卷材和对两个卷材进行切口所需的时间超过带材在入口打环装置处累积的时间的可能性。知道在所考虑的镀锌生产线上进行焊接和切口所需的平均时间的本领域技术人员可以容易地计算这种可能性。
[0097]
一旦第一卷材的尾部已经被焊接至第二卷材的头部,卷材的这两个部分被共同地驱动通过生产线的不同设备。由于在每个设备中设定了给定的带材张力,每个设备可能无
法适应取决于卷材的截面的第一卷材的张力需求和第二卷材的张力需求两者。如果两个卷材的截面的差异很大,则对卷材中的一者来说足够的张力对另一卷材来说可能太高,并且这可能引起带材断裂。
[0098]
在本发明的一个变型中,在评估过渡的影响的步骤期间,两个未涂覆卷材的每个组合的截面的差异触发对在入口蓄能器中对带材张力的调节如何影响产品质量的评估,并且在入口蓄能器中对带材张力的调节被赋予加权系数。该加权系数例如可以取决于在例如入口蓄能器中断裂的可能性。知道可以应用在两个卷材上和焊接上的最大拉拔(solicitations)的本领域技术人员可以容易地计算这种可能性。
[0099]
类似地,在退火炉中对带材张力的调节可以被赋予加权系数,该加权系数例如可以取决于在退火炉中断裂的可能性。
[0100]
在回火轧制的出口处,带材可以可选地通过张力平整机以提高带材的平坦度。当从一个卷材过渡到另一卷材时,可以打开或关闭张力平整机,或者可能必须调整张力平整机的张紧。在这种调节期间,带材的通过张力平整机的部分可能超出伸长率规格以及/或者出现松弛的边缘。在这种情况下,该部分必须报废或者必须对卷材进行重新加工。
[0101]
在本发明的一个变型中,在评估过渡的影响的步骤期间,两个未涂覆卷材的每个组合的厚度和/或钢种的差异或者缺乏对第一卷材的张力平整触发对在张力平整机中对张力的调节如何影响产品质量的评估,并且张力调节被赋予加权系数。
[0102]
根据生产线约束,加权系数可以取决于:
[0103]-从一个张力过渡到另一张力所需的生产线速度和时间。知道用于每个产品变量的工作范围和张力平整机的能力的本领域技术人员可以容易地计算出这种过渡时间。
[0104]-或卷材部分超出规格的可能性。知道从一个张力过渡到另一张力所需的平均时间的本领域技术人员可以容易地计算出这种可能性。
[0105]
应用在带材上的金属涂层可以可选地进行退火以获得镀锌退火涂层。当从一个卷材过渡到另一卷材时,因为由于厚度和/或钢种和/或机械特性和/或宽度的显著差异而导致的化学成分的变化和生产线速度的变化,可能必须调节镀锌退火炉的加热功率。在这种调节期间,带材的通过镀锌退火表面的部分可能出现明亮表面或发生起粉。
[0106]
在本发明的一个变型中,在评估过渡的影响的步骤期间,两个未涂覆卷材的每个组合的钢衬底的线速度和/或化学成分的差异或者对两个卷材中的一者进行镀锌退火的需要触发对在镀锌退火炉中对加热功率的调节如何影响产品质量的评估,并且加热功率调节被赋予加权系数。该加权系数例如可以取决于生产线在炉的出口处或仅在生产线的端部处检测缺陷的能力。
[0107]
在生产线的出口处、在涂油机器中,可选地可以对带材进行涂油以提高带材的耐腐蚀性和带材的可拉拔性。当从一个卷材过渡到另一卷材时,可以打开或关闭涂油机器或者可能必须改变油型或油量。在这种调节期间,带材的一部分可能明显接收到过多的油,从而可能导致卷材在一定区域中叠缩。在这种情况下,必须对卷材进行重新加工。也可能使带材的一部分保持干燥,而未对其进行涂油。在这种情况下,该部分必须报废。
[0108]
在本发明的一个变型中,在评估过渡的影响的步骤期间,两个未涂覆卷材的每个组合的油型或油涂层重量的差异或者对两个卷材中的一者进行涂油的需要触发对油量和/或油型的调节如何影响产品质量的评估,并且油调节被赋予加权系数。该加权系数例如可
以取决于这种缺陷发生的可能性。
[0109]
在生产线的出口处,在化学处理部分中,可选地可以对带材进行钝化以提高带材的耐腐蚀性和带材的可拉拔性。当从一个卷材过渡到另一卷材时,化学处理部分特别地可以被打开或关闭。在这种操作期间,带材的一部分可能无法接收到适当的钝化涂层重量或者可能被钝化,而不是保持干燥。在这种情况下,该部分必须报废。
[0110]
在本发明的一个变型中,在评估过渡的影响的步骤中,对两个卷材中的一者进行钝化的需要触发对钝化处理调节如何影响产品质量的评估,并且该调节被赋予加权系数。该加权系数例如可以取决于发生这种缺陷的可能性。
[0111]
上面所描述的原理特别地根据镀锌生产线的布局、镀锌生产线所加工的产品或镀锌生产线的具体约束而可以适用于每个镀锌生产线,使得在调度方法的第一步骤之前选择相关的工艺参数集以及相关的工艺参数集所根据的对应特征。
[0112]
也就是说,已经观察到所有镀锌生产线的共同之处在于,对从第一未涂覆卷材至第二未涂覆卷材的过渡在产品质量方面的影响的评估是关于至少包括以下集合的一系列工艺参数集来进行的:
[0113]-在退火炉中对金属带材的温度t
p
和速度s的调节,
[0114]-在锌锅的出口处对擦拭介质的压力p和擦拭机器距金属带材的距离d的调节。
[0115]
当已经关于限定的参数集对两个未涂覆卷材之间的过渡进行评估,并且已经关于每个参数集赋予加权系数时,这两个卷材的组合被赋予加权因子,该加权因子取决于关于每个参数集所赋予的加权系数。当这样做时,考虑到了与所考虑的过渡有关的生产线约束,即如果两个卷材之间的过渡违反了生产线约束中的至少一个生产线约束,则对加权因子进行调节。
[0116]
优选地,遵守所有生产线约束的过渡被赋予加权因子,该加权因子是各个加权系数之和。根据另一变型,遵守所有生产线约束的过渡被赋予呈各个加权系数的矩阵形式的加权因子。
[0117]
违反生产线约束中的至少一个生产线约束的过渡、特别是未经授权的过渡被赋予处罚、该处罚优选地取决于违规的严重性。优选地,这种过渡被赋予呈加到各个加权系数之和的值的形式或者呈副加权因子形式的处罚。这种处罚可以是取决于每个违规的严重性的各个处罚之和。根据另一变型,这种过渡被赋予呈各个处罚的矩阵的形式的处罚。
[0118]
术语“加权因子”必须理解为覆盖加权因子和副加权因子的可能组合以及各个加权系数的矩阵和各个处罚的矩阵的可能组合。
[0119]
在已经将加权因子分配至未涂覆卷材的每个可能的组合时,计算结果以便获得所考虑的多个未涂覆卷材的优化调度。示意性地,这种计算通过为未涂覆卷材在一定时间内的最大可能数量的可能调度计算分数并且选择最优的分数来完成,该分数取决于赋予涉及调度的组合的加权因子之和,该最优分数根据加权系数与产品质量的关系可以是最低分数或最高分数。优选地,最优分数是最低分数。由于可能存在大量可能的调度并且由于得出结论的时间有限,因此解可能是近似的。换言之,算法可能会在已经考虑的调度中选择具有最低分数的调度。这种计算优选地基于用以解决著名旅行推销员问题而开发或改编的算法来完成。在当前情况下,推销员待访问的城市为待调度的卷材并且每对城市之间的距离为赋予每对卷材的加权因子。已经开发了大量算法来解决该问题并且这些算法可以在本发明的
范围内使用,比如held-karp算法、分支定界算法等。还可以使用启发式和元启发式算法,该启发式和元启发式算法的目的是在合理时间框架内生成足以解决手头问题的近似解。这些算法的示例是最邻近算法、两次匹配和缝合(mts)算法、christofides算法、成对交换、lin-kernighan启发式算法、可选变量方法、优化的markov链、禁忌搜索算法、蚁群优化算法等。
[0120]
在这种计算期间,算法将优选地不会在正在构造的顺序中将其加权因子关于正在构造的顺序的最后一个卷材包括处罚的未涂覆卷材选择为下一个候选卷材。如果这不可行,则算法优选地将选择其加权因子关于正在构造的顺序的最后一个卷材具有最小处罚的未涂覆卷材。类似地,算法优选地将不会选择涉及未经授权的过渡的调度,除非多个未涂覆的卷材在没有这种过渡无法进行调度并且因此没有过渡卷材无法进行调度。
[0121]
根据一个实施方式,分数是赋予构成调度的组合的加权因子之和。
[0122]
根据另一实施方式,分数除了加权因子之和之外还包括与整个顺序或部分顺序有关的顺序加权项,并且仅在调度是已知的时或者在该顺序的构造期间对该顺序加权项进行计算。
[0123]
根据一个实施方式,分数包括与浸入在锌锅中的辊上的可能积聚物有关的顺序加权项。当过渡到较宽卷材时,即当扩宽时,锅辊上的可能积聚物可能导致线性缺陷。在这种情况下,一定长度的钢带材必须报废或者作为第二选择出售。产生这种缺陷的可能性取决于在扩宽之前浸入锌锅中的较窄卷材的数量。因此,针对包括扩宽的调度,至较宽卷材的每个过渡被赋予加权项,该加权项可以取决于在扩宽之前浸入锌锅中的较窄卷材的数量,并且对应的顺序加权项是赋予至较宽卷材的过渡的加权项之和。
[0124]
根据一个实施方式,分数包括与回火轧制辊上的可能划痕有关的顺序加权项。当过渡到较宽卷材时,由先前卷材的边缘形成在辊上的可能划痕可能导致线性缺陷。在这种情况下,一定长度的钢带必须报废或者作为第二选择出售。产生这种缺陷的可能性取决于在扩宽之前经回火轧制的较窄卷材的数量。因此,针对包括扩宽的调度,至较宽卷材的每个过渡被赋予加权项,该加权项可以取决于在扩宽之前经回火轧制的较窄卷材的数量,并且对应的顺序加选项是赋予至较宽卷材的过渡的加权项之和。
[0125]
根据一个实施方式,分数包括与在化学处理部分中于钝化辊上的可能划痕有关的顺序加权项。当过渡至较宽卷材时,由先前卷材的边缘形成在辊上的可能划痕可能导致线性缺陷。在这种情况下,一定长度的钢带必须报废或者作为第二选择出售。产生这种缺陷的可能性取决于在扩宽之前经钝化的较窄卷材的数量。因此,针对包括扩宽的调度,至较宽卷材的每个过渡被赋予加权项,该加权项可以取决于在扩宽之前经钝化的较窄卷材的数量,并且对应的顺序加权项是赋予至较宽卷材的过渡的加权项之和。
[0126]
一旦算法结束,向生产线操作者示出呈现算法所考虑的调度中的最低分数的调度以用于验证或调节。这种调节是可选的并且由生产线操作者基于其专业知识来完成。对调度的调节可以包括调换两个卷材,或者在不兼容的两个卷材之间插入过渡卷材或能够在库存中获得和等待调度的卷材。这可以手动完成或者可以在操作者的要求下自动完成。在卷材被调换的情况下,可以重新计算修改的调度的分数,使得可以对这种调换在产品质量方面的可能影响进行评估。
[0127]
如图1所示,调度方法优选地由电子调度装置1来实施。
[0128]
电子调度装置1包括获取模块2,该获取模块2构造成用于收集统称为代表性数据
的下述各者:限定每个待镀锌的未涂覆卷材的多个特征、每个镀锌卷材要达到的多个规格、达到每个镀锌卷材的规格所需的多个工艺参数、以及多个生产线约束。
[0129]
根据一个实施方式,获取模块2包括建模子模块3,该建模子模块3构造成用于根据将工艺参数与规格和/或未涂覆产品特征相联系的经验定律和/或物理定律和/或统计定律或公式来计算来多个工艺参数中的至少一部分工艺参数。
[0130]
术语“建模”是指使用经验定律和/或物理定律和/或统计定律或公式来确定参数。该术语还可以指数值模拟、比如在计算机上运行的模拟。
[0131]
电子调度装置1还包括分配模块4,该分配模块4构造成用于针对两个未涂覆卷材的每个可能的组合对从第一未涂覆卷材至第二未涂覆卷材的过渡在选定的参数集方面对产品质量的影响进行评估,并且构造成用于向未涂覆卷材的每个可能组合分配加权因子,该加权因子取决于影响评估的结果并且考虑到了生产线约束。
[0132]
电子调度装置1还包括计算模块5,该计算模块5构造成用于计算在分配模块中获得的结果并且在计算模块5已经考虑的调度中选择具有最低分数的调度。
[0133]
在优选实施方式中,电子调度装置1包括确认模块6,该确认模块6构造成用于提供对在计算模块中选择的调度的查看并且允许对提出的调度进行确认或调节。在卷材被调换的情况下,可以在计算模块5中重新计算修改的调度的分数,使得可以评估这种调换在产品质量方面的积极影响。
[0134]
在图1的示例中,电子调度装置1包括处理单元7,该处理单元7例如由存储器8和联接至存储器的处理器9形成。电子监测装置还可以包括分别连接至处理单元的显示屏10以及诸如键盘和鼠标的输入/输出装置11。
[0135]
该实施方式中的获取模块2、分配模块4和计算模块5以及优选实施方式中的确认模块6各自实现为——即实施为——例如能够由处理器或处理器组(下面称为处理器)9执行的软件。处理单元7的存储器8适于存储下述各者:获取软件,该获取软件配置成用于收集限定每个待镀锌的未涂覆卷材的多个特征、每个镀锌卷材要达到的多个规格、达到每个镀锌卷材的规格所需的多个工艺参数、以及多个生产线约束;分配软件,该分配软件配置成用于针对两个未涂覆卷材的每个可能组合对从第一未涂覆卷材至第二未涂覆卷材的过渡在以下至少两个参数集方面对产品质量的影响进行评估:
[0136]-在炉中对带材的带材温度t
p
和速度s的调节;
[0137]-在锌锅的出口处对擦拭介质的压力p和擦拭机器与带材的距离d的调节,
[0138]
并且所述分配软件配置成用于向未涂覆卷材的每个可能的组合分配加权因子,该加权因子取决于影响评估的结果并且考虑到了生产线约束;以及计算软件,该计算软件配置成用于通过为多个未涂覆卷材的可能调度计算分数并且选择具有最优分数的调度来计算在分配模块中获得的结果,该分数取决于赋予未涂覆卷材的涉及给定调度的组合的加权因子之和。在优选实施方式中,处理单元7的存储器8适于存储确认软件,该确认软件配置成用于提供对在计算模块中选定的调度的查看并且对选定的调度进行确认或允许对选定的调度进行手动调节。
[0139]
处理单元7的处理器9于是配置成执行获取软件、分配软件和计算软件以及优选实施方式中的确认软件。
[0140]
当电子调度装置1呈一个或更多个软件程序的形式,即呈计算机程序的形式时,电
子调度装置1还能够被记录在计算机可读介质上。计算机可读介质是例如能够存储电子指令并被联接至计算机系统的总线的介质。例如,可读介质是光盘、磁光盘、rom存储器、ram存储器、任何类型的非易失性存储器(例如eprom、eeprom、flash、nvram)、磁卡或光卡。然后将具有软件指令的计算机程序存储在可读介质上。
[0141]
现在将参照表示根据本发明的用于在连续镀锌生产线上对多个镀锌卷材的生产进行调度的方法的流程图的图2说明根据本发明的电子调度装置1的运行。
[0142]
首先,在步骤100中,电子调度装置1经由电子调度装置1的获取模块2获得下述各者:限定每个待镀锌的未涂覆卷材的多个特征、每个镀锌卷材要达到的多个规格、达到每个镀锌卷材的规格所需的多个工艺参数、以及多个生产线约束。
[0143]
在优选实施方式中,达到给定规格所需的工艺参数储存在能够被获取模块访问的现有数据库中或者预设在获取模块中,使得在每次必须对新的多个未涂覆卷材进行调度时,不必从头获取这些工艺参数。这些工艺参数以值或范围的形式或者以将工艺参数与规格和/或未涂覆产品特征相联系的经验定律和/或物理定律和/或统计定律或公式的形式进行储存或预设。优选地,获取模块在所有预设工艺参数中选择与多个待调度的未涂覆卷材的规格有关的预设工艺参数。类似地,生产线约束优选地储存在能够被获取模块访问的现有数据库中或者预设在获取模块中。更优选地,生产线约束在调度期间以生产线约束的预设组合的形式储存,该预设组合与待生产的镀锌卷材的种类有关并且也称为运行模式。
[0144]
可选地,在建模子步骤101期间,获取模块2通过获取模块2的建模子模块3根据将工艺参数与规格和/或未涂覆产品特征相联系的经验定律和/或物理定律或公式对多个工艺参数中的至少部分工艺参数进行计算或建模。
[0145]
在下一步骤110中,电子调度装置1经由电子调度装置1的分配模块4针对两个未涂覆卷材的每个可能组合对从第一未涂覆卷材至第二未涂覆卷材的过渡在下面至少两组参数方面对产品质量的影响进行评估:
[0146]
ο在退火炉中对金属带材的带材温度t
p
和速度s的调节;
[0147]
ο在锌锅出口处对擦拭介质的压力p和擦拭机器距金属带材的距离的调节。
[0148]
如前所述,针对两个未涂覆卷材的每个可能组合,每个参数集被赋予加权系数,该加权系数取决于收集的特征。
[0149]
可选地,在步骤110期间,分配模块4可以对从第一未涂覆卷材至第二未涂覆卷材的过渡在其他参数集方面对产品质量的影响进行评估。
[0150]
在下一步骤120中,电子调度装置1经由电子调度装置1的分配模块4向未涂覆卷材的每个可能的组合分配加权因子,该加权因子取决于前述步骤110的结果并且考虑到了生产线约束。
[0151]
如前所述,未涂覆卷材的每个可能组合被赋予加权因子,该加权因子取决于关于每个参数集所赋予的加权系数。
[0152]
在下一步骤130期间,电子调度装置1经由电子调度装置1的计算模块5通过为未涂覆卷材的一定数量的可能调度并且特别是未涂覆卷材在一定时间内的最大可能数量的可能调度计算分数并且在已经考虑的调度中选择具有最低分数的调度来计算在分配模块4中获得的结果,该分数取决于赋予涉及调度的组合的加权因子之和。可能调度的数量可以是可能输入在调度装置中的给定数量或者可以是仅根据给定至计算模块以显示选定的调度
的时间得出的结果。该计算通常是针对数百个可能调度进行的。
[0153]
如前所述,计算优选地基于开发成解决旅行推销员问题的算法或根据该算法改编的算法来进行的。
[0154]
可选地,在下一步骤140中,电子调度装置1经由电子调度装置1的确认模块6显示在计算模块中选定的调度以用于对提出的调度进行确认或调节。如果该调度被生产线操作员确认,则调度方法终止。
[0155]
否则,调度被手动或自动修改,并且调度方法进入下一步骤150,在步骤150中,电子调度装置1经由电子调度装置1的计算模块5计算修改的调度的分数,使得可以评估该修改对产品质量的积极影响。一旦分数已经被重新计算,则调度方法返回至步骤140,在步骤140中,电子调度装置1经由电子调度装置1的确认模块6显示最初在计算模块中选定的调度和修改的调度。生产线操作员可以确认两个调度中的一个调度或者对修改的调度进行另外的手动调节。
[0156]
上面已经针对各个卷材的调度描述了本发明。然而,该方法还包括设定多个订单的生产调度,每个订单包括多个卷材。根据一个变型,每个订单的所有卷材是相同的。在这种情况下,每个订单被认定为通用卷材。如上面所限定的“金属带材的多个镀锌卷材”因此全部由通用卷材构成。在评估从一个卷材过渡至另一卷材的影响时以及在进行计算时考虑到通用卷材的组合。根据另一变型,每个订单的所有卷材不相同。在这种情况下,每个订单可以由每个订单的第一卷材和最后一个卷材限定。上面所限定的“金属带材的多个镀锌卷材”因此可以全部由每个订单的第一卷材和最后一个卷材构成。在这种情况下,在评估从第一卷材过渡至另一卷材的影响时以及在进行计算时仅第一订单的最后一个卷材和第二订单的第一卷材的组合是可能的并且被加以考虑。
[0157]
已经执行了对比模拟并且已经示出的是,根据本发明的方法提高了在两个卷材的过渡期间加工的带材的质量。
[0158]
该模拟是基于在3个现有的镀锌生产线上进行调度和加工的一系列未涂覆卷材。根据现有技术(即通过向根据给定的产品变量的每种过渡赋予任意处罚或奖励)进行调度的系列已经导致质量损失,该质量损失已经被测量和量化。已经按照根据本发明的方法对同一系列进行重新调度。计算的结果已经转化成质量损失以便与通过根据现有技术的调度所获得的质量损失进行比较。
[0159]
表1详细说明了针对3个镀锌生产线中的每个镀锌生产线选择的参数集。
[0160]
表2详细说明了通过根据现有技术的调度(“参考质量损失”)和根据本发明的调度(“优化质量损失”)所获得的结果。改善因子限定为参考质量损失与优化质量损失之间的比率。
[0161]
针对全部3个镀锌生产线,已经考虑了与浸入锌锅中的辊上的锌积聚物和回火轧制辊上的划痕有关的顺序加权项。
[0162]
针对3个生产线,还已经考虑了与钝化辊上的划痕有关的顺序加权项。
[0163]
如从表2中的详细说明的结果明显看出,根据本发明的调度的方法显著降低了质量损失。
[0164][0165]
表2:
[0166][0167]
ga=镀锌退火,gi=镀锌,gu=镀铝锌,exp=用于汽丰的暴露外观,dp=双相钢,hr=热轧
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。