压榨套,其应用以及共聚物形式的热塑性弹性体在压榨套的聚合物层中的应用
1.本发明涉及一种、具体而言按照独立权利要求所述的压榨套,尤其用于用于对纤维料幅进行处理例如平整或者脱水的压榨装置的压榨套。本发明还涉及一种、具体而言按照并列权利要求所述的靴式压榨机和压榨套在靴式压榨机中的应用以及一种包括这种靴式压榨机的机器。
2.压榨装置如靴式压榨机早已是现代的造纸机的组成部分。它们基本上包括沿纸机横向延伸的固定布置的靴形件(也称为压榨靴)和围绕固定的靴形件环绕运转的压榨套构成。压榨套是可变形的并且在运行中基本具有管形的形状。靴形件成形为,使得其与配合辊子构成压区(压榨间隙)。压区由配合辊子在靴形件中的接触面定义。靴形件设计成是可移动的并且可以向配合辊子处移动。
3.对于压榨套在其稳定性方面有极高的要求,即在表面硬度、对压力、温度和水解的耐抗性方面。此外,压榨套在运行期间还承受着强烈的弯曲交变载荷。在靴形件的边缘处进入时(沿压榨套的转动方向观察在压区前),首先在半径相对较小的情况下进行弯曲。在经过压区时马上过渡到反方向的弯曲中。在另一个靴形件边缘处离开时(即沿压榨套的转动方向观察在压区后),再次进行反方向的弯曲。这种压榨套在进入和离开时的变形也称为交变压区。很容易看出,由于机械应力较高,所以压榨套尤其在该位置上断裂的趋势非常大。相应地从现有技术中已知许多用于提高压榨套的稳定性的措施。
4.因此压榨套必须是足够灵活的,以便其能围绕靴形件导引,该压榨套必须是足够刚性的,以便其在压区中在压榨负荷下不会变形过大或压缩过大,此外该压榨套必须足够地耐磨损。因此压榨套由单层或多层聚合物层构成,该聚合物层优选由聚氨酯构成,其中可以嵌入稀松平纹织物(德语:gelege)或织物(德语:gewebe)的形式的加固纱线。
5.本发明涉及这种开头提到的主题。
6.尽管由现有技术已知的压榨套具有足够的灵活性和同时足够的刚性,但是它们的耐化学性,特别是对水和油的耐性,它们的耐磨性,它们对裂纹形成和裂纹增长的耐性以及它们的膨胀性能都需要改进。
7.因此本发明要解决的技术问题是,提供一种避免现有技术的缺点的压榨套。
8.所述技术问题通过独立权利要求的特征解决。本发明特别优选和有利的实施方式在从属权利要求中给出。
9.发明人认识到,如果针对压榨套的聚合物层使用共聚物形式的热塑性弹性体(tpe),那么上述技术问题就得到了解决。
10.热塑性弹性体是有弹性聚合物链结合在热塑性材料中的材料,根据维基百科同名文章的定义,最后编辑于2019年7月22日11:13。它们可以在纯的物理过程中结合高剪切力、热作用和随后的冷却被加工。相比之下,传统的弹性体是化学上的大网眼交联的空间网络分子。在不破坏材料的情况下不能解除这种交联。尽管不需要例如像弹性体那样通过耗时的和在温度上复杂的化学交联,但制造出的部件仍由于其特殊的分子结构具有橡胶弹性的特性。再次受热和剪切力作用又导致材料融化和变形。
11.本发明意义上的共聚物是由两种或更多不同类的单体单元组成的聚合物。根据开头提到的维基百科文章,热塑性弹性体被分为共聚物和弹性体合金。共聚物可作为无规共聚物或嵌段共聚物使用。前者由结晶的(因此是物理交联的)主聚合物、如聚乙烯构成,其结晶程度通过沿链随机加入的单体、如醋酸乙烯降低,使得成品材料(如eva)中的雏晶(=硬相)不再有直接接触。然后它们作为孤立的交联点,就像在传统的弹性体中一样。在嵌段共聚物中,硬段和软段在一个分子中急剧分离(例如sbs、sis)。在tpe中,低于一定温度时,材料会分离成连续相和非连续相。一旦后者低于其玻璃转化温度tg(连续相的tg明显低于后来的应用温度),它就会再次作为交联点起作用。相反,弹性体合金是多元混合物,即成品聚合物的混合物(混合体),因此塑料由多种类型的分子组成。通过不同的混合比例和添加剂,可以得到定制的材料(例如,由聚丙烯(pp)和天然橡胶(nr)制成的聚烯烃弹性体,根据量比例,它们涵盖了广泛的硬度范围)。
12.优选的是,热塑性弹性体是分段式的嵌段共聚物。这种热塑性弹性体可以是热塑性聚醚酯嵌段共聚物(cope或tpe-e)和/或热塑性共聚酰胺弹性体(copa或tpe-a)。上述两种聚合物可以作为传统聚氨酯或热塑性聚氨酯(tpu)的替代品。软段是由多元醇形成的。对于cope的硬段,可以使用聚酯、聚对苯二甲酸丁二醇酯(polybutylenetetephtalate)、聚对苯二甲酸乙二醇酯(polyethylenterephtalate)、对苯二甲酸甲基(methylterephtalate)、聚2,6-萘二酸丁二酯(poly(butylene 2,6napthalene dicarboxylate)、聚丁二酯-co-间苯二甲酸(poly(butylene-co-isophthalate)或芳香族聚碳酸酯。对于copa,聚酰胺可以作为硬段使用。聚醚多元醇,例如聚丁二醇(polytetramethyleneglycol)、聚碳酸酯多元醇、聚醚聚碳酸酯多元醇、聚己内酯多元醇可以被认为是特别适合本发明的多元醇。
13.原则上,可以想到使用一种混合多元醇,即上述热塑性共聚物和聚氨酯基热塑性弹性体(tpu)之间的弹性体合金用于压榨套的至少一个聚合物层。
14.根据本发明,某物由某材料制成指的是,该物部分地或全部地由这种材料制成。
15.压榨套或者说至少一个聚合物层可以部分地或者完全地由聚合物制成。在此,作为聚合物可以使用可浇注的、可硬化的、优选弹性体的聚合物,例如聚氨酯。因此聚合物可以设置作为浇注弹性体。
16.聚合物层指的是包括或者完全由可浇注的、可硬化的、优选弹性体的聚合物制成的层。优选的是,该聚合物层可以是一体式通过成形制成的硬化的层。换句话说,其是整体成形的,即通过例如浇注制成。术语
″
一体式
″
也包括其中一个层在聚合物浇注时又由相同材料的多个片制成的情况。然而这只是在这些片在硬化后基本上不再可见,而是产生了唯一的、优选统一的层的程度上。相同的情况也适用于制造好的压榨套。
17.在配设多个聚合物层的情况下,它们可以沿径向观察在压榨套的宽度上至少局部区段相叠地布置。在压榨套的宽度上至少局部区段是指,压榨套例如在其轴向端部上沿压榨套的纵向轴线构造成只是单层的,相反该压榨套设计成在轴向的端部之间是双层或多层的。然而,该聚合物层也可以在压榨套的整个宽度上延伸。压榨套的厚度,并且以此即单个聚合物层的厚度也可以在经过其纵轴线的切面中局部区段沿纵轴线变化。因此,例如径向最外部的聚合物层在压榨套的宽度边缘的区域可以比在压榨套的中部中更少。换句话说,在宽度边缘的区域中,径向最外部的聚合物层可以比径向内部或者径向最内部的聚合物层的厚度更小。优选的是配设仅一个、两个或者三个聚合物层。它们可以在其聚合物方面相同
地设计或者在其硬度或者预聚物的化学计量方面不同。在制造好的压榨套的通过其纵轴线的切面中沿径向测量的总厚度可以是5mm至10mm,优选5mm至7mm,特别优选5mm至6mm。按照本发明,在配设唯一一个层的情况下,压榨套可以由仅一个浇注件,即单体式制成,使得该唯一的层具有刚刚提到的厚度。
18.在本发明的范畴中,制造好的压榨套是其至少一个聚合物层已硬化并且必要时加工完毕,即可用于例如靴式压榨机中的开头所述目的。类似地,制造好的聚合物层是指已经硬化的层。
19.在本发明的范畴中,加固纱线理解为柔软的纺织的线性织物,该线性织物沿其纵向具有主要的或者说主导的延伸和一致性。所述纤维指的是唯一的、无端头的或者说连续的单丝形式的纤维。相反,在本发明的范畴中,纤维束不是单丝,而是本身就是单线,例如搓制线或捻制线,即连续的纤维或者单丝的束。纤维束本身完全可以由相互扭绞的纤维制成。
20.至少纵向纱线作为按照本发明的加固纱线制造的表述,意味着仅仅是纵向纱线是这样设计的,或者额外地纵向纱线和至少一根另外的周向纱线是这样制造的。若优选地例如存在由周向纱线和纵向纱线构成的稀松平纹织物,则即是说至少该纵向纱线按照本发明设计。
21.在本发明的范畴中,术语
″
加固结构
″
是指至少一个包含聚合物的层的加固或者由聚合物构成的层的加固,即聚合物层的加固。在此,加固结构可以完全嵌入聚合物层中,使得加固结构不超出聚合物层的边界。换句话说,聚合物层承担了基体的作用,所述基体包围加固结构并且由于附着力或内聚力结合在基体上。这种加固结构可以包括线性织物,例如捻制线或搓制线,和/或平面织物,例如织造织物、针织物、交织物或稀松平纹织物,并且这种加固结构可以由相应的初始材料例如通过缠绕制成。换句话说,单根的根据本发明的加固纱线本身而言就是线性织物。多根这种加固纱线可以设计成例如纵向纱线和/或周向纱线,使得其共同构成平面织物。嵌入至少一个聚合物层的至少一根加固纱线就是压榨套或其聚合物层的加固结构。
22.术语
″
初始材料
″
是指制造根据本发明的制造好的压榨套的加固结构的材料或者半成品,在此即至少一根加固纱线。
23.加固纱线或加固结构可以由聚合物制成或包括聚合物。合适的聚合物是聚酯、聚萘二甲酸乙二醇酯或聚酰胺如芳纶。以此要区分至少一个聚合物层的材料和嵌入其中的至少一根加固纱线或者加固结构的材料。
24.在本发明的范畴中,压榨装置是指例如靴式压榨机,其例如用于对纤维料幅进行脱水或处理,例如平整。靴式压榨机包括靴式压榨辊子和配合辊子,它们共同构成压区或者限制压区的边界。靴式压榨辊子还包括环绕运转的压榨套和固定的压榨元件,所谓的压榨靴。压榨靴例如通过液压的压榨元件支承在承载式的、同样固定的轭上并且压在环绕运转的压榨套上。压榨套相对于固定的压榨靴和轭环绕,并且以此在压区中压到配合辊子上。压榨靴和轭布置在压榨套径向内部。术语
″
固定
″
理解为,压榨元件不相对于靴式压榨辊子或者配合辊子环绕运转,而是平移地优选沿其径向靠近和远离配合辊子,并且以此可以相对于配合辊子移动。作为纤维料幅和压榨套的补充,可以有一个或者多个沿周向连续环绕的压榨毡和/或另外的无端头环绕运转的压榨带导引通过靴式压榨机的压区。这种靴式压榨机当然也可以包括多于一个的压区。
25.在本发明的范畴中,术语
″
纤维料幅
″
理解为由纤维,例如木纤维、塑料纤维、玻璃纤维、碳纤维、附加物、添加剂或类似物构成的稀松平纹织物或缠结物。因此,纤维料幅例如可以构造成纸幅、纸板幅或者纸巾幅。它基本上可以包括木纤维,其中可以存在少量的其他纤维或者甚至附加物和添加剂。这可以根据应用情况由技术人员决定。
26.若优选将多根加固纱线作为纵向纱线并且将至少一根加固纱线作为沿周向包围纵向纱线的周向纱线,作为稀松平纹织物嵌入聚合物层中,则特别好地实现了按照本发明的优点。因为稀松平纹织物能特别好地承受局部的过大负荷。
27.若压榨套由优选多个沿径向相叠布置的聚合物层构成,就能特别好地实现按照本发明的优点。若配设两个聚合物层,则径向内部的聚合物层带有按照本发明的加固结构。这意味着,加固结构仅仅布置在径向最内部的聚合物层中。若配设三个或更多的聚合物层,则加固结构优选布置在第二低的聚合物层中,即布置在径向最内部的聚合物层的径向上方的聚合物层中。
28.此外本发明涉及一种压榨辊子,例如靴式压榨辊子,其用于靴式压榨机,所述靴式压榨机用于处理纤维料幅,其特征在于,所述压榨辊子具有至少一个按照上述权利要求之一所述的压榨套。
29.本发明还涉及一种用于对纤维料幅,优选纸幅、纸板幅、纸巾幅或者纸浆幅进行处理的靴式压榨机,该靴式压榨机包括压榨辊子和配合辊子,压榨辊子和配合辊子一起构成压区或者限制压区的边界,其中,压榨辊子包括环绕运转的压榨套,其特征在于,压榨套按照本发明构造。
30.本发明还涉及按照本发明的压榨套在压榨机中的应用,所述压榨机例如是用于对纤维料幅,优选纸幅、纸板幅、纸巾幅或者纸浆幅进行处理的靴式压榨机。
31.本发明还涉及热塑性弹性体在压榨套的聚合物层中的应用,该热塑性弹性体为共聚物、优选分段式嵌段共聚物的形式,该共聚物优选是热塑性共聚聚酯弹性体(cope)和/或热塑性共聚酰胺弹性体(copa),所述压榨套用于处理纤维料幅的靴式压榨机。
32.下面参照附图在不限制普遍性的情况下进一步阐述本发明。附图中:
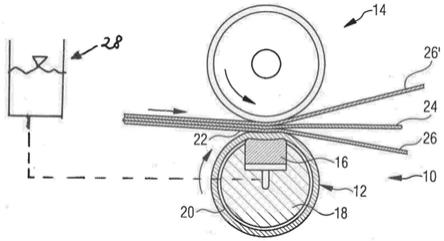
33.图1示出靴式压榨机的部分剖切的示意性侧视图,其具有按照本发明的实施例的压榨套。
34.图2a和2b分别沿通过其纵轴线的剖面示出压榨套的实施方式;
35.图3以侧视图示出用于制造压榨套的装置的示意图。
36.在图1中示出靴式压榨机10的局部剖切的示意性侧视图,其在此包括根据发明的压榨辊子,如靴式压榨辊子12,还具有配合辊子14。靴式压榨辊子12和配合辊子14相对于它们的纵轴线相互平行布置。它们共同构成压区22或者限定压区的边界。
37.配合辊子14在此由围绕其纵轴线旋转的柱形设计的辊子构成,而靴式压榨辊子12由靴形件16、支承靴形件16的固定的轭18和压榨套20组成。靴形件16和轭18相对于配合辊子14或者说压榨套20固定地布置。这意味着它们不旋转。在此,靴形件16由轭18支撑并通过未示出的液压的压榨元件压到相对于其环绕运转的压榨套20的径向最内部的表面上。压榨套20沿周向包围靴形件16和轭18并且在此围绕压榨套的纵轴线以与配合辊子14相反的转动方向转动。由于靴形件16在其面对配合辊子14的一侧上凹形的设计,构成比较长的压区22。
38.靴式压榨机10尤其适用于对纤维料幅24进行脱水。在靴式压榨机运行时,纤维料幅24连同一个或者两个压榨毡26、26
′
导引穿过压榨间隙22。在此情况下有正好两个压榨毡26、26
′
将纤维料幅24夹层式容纳在其间。在通过压区22时,在压区22中由压榨毡26、26
′
间接对纤维料幅24施加压力。这是由于一方面配合辊子14的径向最外部的表面和压榨套20的径向最外部的表面与相应的压榨毡26、26
′
直接接触。从纤维料幅24排出的液体主要由一个或者两个压榨毡26、26
′
和可能的设置在压榨套表面中的凹槽(未示出)容纳。在离开压榨套22后,在压榨套20重新进入压榨间隙22之前,被压榨套20的凹槽容纳的液体被甩掉。此外,由压榨毡26、26
′
容纳的水在离开压榨间隙22后可以由抽吸元件去除。
39.在本发明另外的、图中未示出的实施方式中,可以省去压榨毡26、26
′
。在这种情况中,纤维料幅24一方面与压榨套20另一方面与配合辊子14直接接触,它们共同构成压区。配合辊子14则可设计成加热的干燥筒。
40.图1所示的压榨套可以按照本发明设计,如下图所示。
41.在图2a和2b中,以通过制造好的压榨套20的纵轴线20
′
的未按照比例的、部分示出的横截面示出本发明的不同实施方式。纵轴线20
′
相对于压榨套20的相应的聚合物层的径向最内部的表面的距离也未按比例示出。
42.按照图2a,配设有正好两个聚合物层,即第一聚合物层20.1和第二聚合物层20.2。在本情况中,第一聚合物层20.1同时也是压榨套20的径向最外部的聚合物层。相反,第二聚合物层20.2同时也是压榨套20的径向最内部的聚合物层。
43.如图所示,可以在第二聚合物层20.2中配设有加固结构20
″
。在此,其完全嵌入聚合物层20.2中。这通过加阴影的圆表示,其可以是如纤维的平面织物或者线性织物。这意味着加固结构20
″
不延伸超出聚合物层20.2的边界。
44.在此,加固结构20
″
包括多根用作纵向纱线21.1的加固纱线21。它们在压榨套20的纵向上在其周部上相互间隔并且平行延伸地布置。
45.在此额外地设置有至少一根另外的加固纱线21作为周向纱线21.2,该周向纱线优选在也布置有纵向纱线21.1的同一聚合物层20.1、20.2、20.3内螺线式沿压榨套的周向延伸。纵向纱线21.1和周向纱线21.2相互构成稀松平纹织物结构,即纵向纱线21.1布置在至少一根周向纱线21.2的径向内部,相对于压榨套20的纵轴线20
′
观察。
46.图2b以相对于图2a的变型设计示出三层的压榨套。它包括在此径向最外侧的第一聚合物层20.1、径向最内侧的第三聚合物层20.3和以夹层方式布置在这两者之间的第二聚合物层20.2。该布置涉及从压榨套20的纵轴线20
′
开始沿其径向观察,如图2a的视图所示。在此,仅在第二聚合物层20.2中配设有(唯一的)加固结构20
″
。当然这也可以是不同的,因此备选或额外地,这种加固结构20
″
也可以布置在第一聚合物层20.1和/或第三聚合物层20.3中。
47.在此情况下,图2a和2b中所示的聚合物层20.1、20.2或20.3中之一可以由根据本发明的共聚物的形式的热塑性弹性体制成或包含根据本发明的共聚物的形式的热塑性弹性体。例如对于径向最内侧和/或径向最外侧的聚合物层就是这种情况。剩余的聚合物层就可以由聚氨酯制成。这例如可由预聚物和交联剂获得。相应的预聚物本身通过异氰酸酯与多元醇的反应获得。
48.图3以非常示意性的侧视图示出用于制造按照本发明的压榨套20的装置。该装置
在此具有正好一个柱形的卷绕芯轴4,其中,在此在其径向最外侧的周面上例如螺旋形施加有初始材料20
″′
。初始材料20
″′
在嵌入聚合物中之后构成根据本发明的制造好的压榨套20的加固结构20
″
。
49.图中示出制造过程的初始阶段。在本例中,初始材料20
″′
的端部为此固定到布置在卷绕芯轴4的外周上的聚合物上。除了所示的示意图外,初始材料20
″′
的端部也可以直接、即径直平放或施加在卷绕芯轴4上,初始材料20
″′
和卷绕芯轴4之间最初不设置聚合物。初始材料20
″′
在此可以是平面织物或线性织物。
50.卷绕芯轴4围绕其纵轴线20
′
可旋转地支承,纵轴线20
′
与待制造的压榨套的纵轴线一致。纵轴线20
′
在此垂直地延伸到纸面中。浇注材料,例如可浇注、可硬化的弹性体聚合物,在此例如聚氨酯通过管道5从上方通过浇注喷嘴6输入卷绕芯轴4的径向最外部的周面上或者说输入到初始材料20
″′
上。这种浇注材料例如在其适用期和粘度方面这样选择,使其在浇注时不会从卷绕芯轴4滴落。在此期间,卷绕芯轴4沿箭头方向围绕其纵轴线转动。随此转动同时,浇注喷嘴6通过合适的、在图3中未进一步示出的导引装置平行于纵轴线20
′
沿卷绕芯轴4相对地在卷绕芯轴4上导引。在浇注所述浇注材料同时,初始材料20
″′
开卷或者说展开并缠绕到旋转的卷绕芯轴4上。在此,浇注材料可以穿过初始材料20
″′
直至到达卷绕芯轴4上。在该示例中,在硬化步骤之后,聚合物构成径向最内部的、优选弹性体的聚合物层,其对应于图2a的压榨套的聚合物层20.2,图3中只示出其中的一部分。
51.从浇注喷嘴6流出的浇注材料在此是由预聚物和交联剂构成的混合物。预聚物由未示出的预聚物容器提供,预聚物在其中存储或者搅拌。预聚物是异氰酸酯和多元醇的反应产物。预聚物在预聚物容器中例如可以以由上述材料构成的预聚物形式存在。
52.交联剂可以在交联剂容器中提供。
53.预聚物容器和交联剂容器配属于用于制造压榨套20的装置。它们通过同样未示出的管道导流地与沿流动方向布置在浇注喷嘴6前的混合腔(未示出)连接。预聚物-交联剂混合物因此在浇注喷嘴6上游和外部制成,也即在混合腔中混合。与混合物的制造无关的是,该混合物然后施加到卷绕芯轴4的表面上以便构成压榨套20的至少一个聚合物层。
54.原则上可以想到的是可以设置两个或更多的浇注喷嘴6。它们可以通过相应的线路连接在单独的预聚物容器和交联剂容器上,以便相互无关地甚至将不同的聚合物输入多个浇注喷嘴6。浇注喷嘴6就可以沿压榨套20的纵轴线相互间隔地布置,以便多个聚合物层20.1、20.2、20.3通过聚合物的同时施加从浇注喷嘴6同时制成一个浇注件。
55.借助这种连续浇注过程、其也称为旋转浇注,在卷绕芯轴4的宽度上逐渐制成连续的围绕其纵轴线20
′
自身闭合的柱形管状的压榨套20,压榨套的内周基本上与卷绕芯轴4的外周一致。
56.基本上可以想到的是,初始材料20
″′
缠绕到比在图3中所示的一个卷绕芯轴4更多的卷绕芯轴上。例如可以配设两个卷绕芯轴,它们可以相对于其纵轴线平行地间隔地布置。备选地也可以想到的是,聚合物例如以离心分离的方式施加到卷绕芯轴4的径向内部的周面上。与所述实施方式无关的是制造好的压榨套20最后从至少一个卷绕芯轴4上取下。
57.尽管在图中未示出,但是至少一个聚合物层20.1、20.2的加固结构20
″
也可以由多个沿径向相叠布置的、分别沿压榨套20的纵轴方向和周向延伸的初始材料20
″′
构成。
58.包括或含有共聚物形式的热塑性弹性体的相应聚合物层的结构可以相似地通过
这样的装置制成。在此,若热塑性弹性体是压榨套的径向最内侧的聚合物层,那么它就被施加在卷绕芯轴4的周部上。替选或者额外地也可以把它施加到已经由聚氨酯制成的聚合物层上,以便然后构成压榨套的径向最外层的聚合物层上。根据本发明的热塑性弹性体可以例如通过挤压工艺作为聚合物层施加。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。