1.本发明属于螺纹连接装配领域,特别是一种圆柱形螺纹连接工件拧紧装置及方法。
背景技术:
2.由于螺纹连接制造方便,标准化程度高,能够使用各种不同的工作条件,在机械工程中得到广泛的应用,如汽车装配、弹药装配、管件装配等。随着中国制造2025在各个行业的普及,针对圆柱形螺纹连接工件的自动化拧紧装配需求越来越多,特别是在国内的弹药装配行业,弹药部件的螺纹连接装配主要依靠人工进行,装配质量差、装配效率低,同时螺纹拧紧过程中产生的热量容易引起火药燃烧甚至爆炸等严重的安全事故,因此,迫切需要提供一种针对圆柱形螺纹连接工件自动拧紧系统及方法,实现大规格多节螺纹连接工件的自动带扣、自动拧紧作业,减小操作工人的劳动强度,提高装配效率和产品质量。
技术实现要素:
3.本发明的目的在于提供一种圆柱形螺纹连接工件拧紧装置及方法,实现工件端面限位及检测、自动带扣和自动拧紧功能,同时具有柔性好、扩展性强的优点,预留工件自动上下料空间可快速集成到螺纹拧紧自动化装配生产线中。
4.实现本发明目的的技术解决方案为:
5.一种圆柱形螺纹连接工件拧紧装置,包括底座,所述底座固定安装在地面上,底座上滑动安装有端部夹紧旋转机构、第一支撑轮、第二支撑轮、第三支撑轮、第四支撑轮、第一夹紧支撑机构和第二夹紧支撑机构,所述端部夹紧旋转机构、第一支撑轮和第二支撑轮通过第一连接杆侧面连接,用于夹紧支撑第一工件并调节其位置,所述第三支撑轮与第一夹紧支撑机构通过第二连接杆侧面连接,共同支撑夹紧第二工件并调节其位置,所述第四支撑轮与第二夹紧支撑机构共同支撑夹紧第三工件并调节其位置;所述底座上固定有第一限位块,位于第二夹紧支撑机构内侧,所述底座侧面固定安装有第一端面限位机构、第二端面限位机构和第三端面限位机构,用于拧紧前对第一工件、第二工件和第三工件的轴向端面限位,所述第一工件和第二工件、第二工件和第三工件端面相接,通过端部夹紧旋转机构旋转将第一工件与第二工件、第三工件螺纹拧紧。
6.一种圆柱形螺纹连接工件拧紧方法,包括步骤:
7.步骤1、各机构回原始位,吊装工件上料:
8.步骤1.1,控制端部夹紧旋转机构、第一支撑轮、第二支撑轮、第三支撑轮、第四支撑轮、第一夹紧支撑机构和第二夹紧支撑机构到指定的原始位置;
9.步骤1.2,将第一端面限位机构、第二端面限位机构、第三端面限位机构的端面挡板翻转至水平方向180
°
位置,进行工件端面限位;
10.步骤1.3,吊装第一工件至第一支撑轮和第二支撑轮上,工件端面与第一端面限位机构贴合;吊装第二工件至第三支撑轮和第一夹紧支撑机构上,工件端面与第二端面限位
机构贴合;吊装第三工件至第四支撑轮和第二夹紧支撑机构上,工件端面与第三端面限位机构贴合;
11.步骤1.4,将第一端面限位机构、第二端面限位机构、第三端面限位机构的端面挡板翻转至水平方向0
°
位置,解除工件端面限位;
12.步骤2、控制第一夹紧支撑机构夹紧第二工件后端,使端部夹紧旋转机构前移夹紧第一工件前端;
13.步骤3、端部夹紧旋转机构夹住第一工件前移,到达指定位置后,端部夹紧旋转机构开始旋转,第一工件的外螺纹端面逐渐进入第二工件的内螺纹端面,第一工件和第二工件旋转拧紧成结合体工件;
14.步骤4、第一夹紧支撑机构松开结合体工件,第二夹紧支撑机构夹紧第三工件后端;
15.步骤5、端部夹紧旋转机构夹住结合体工件前移,到达指定位置,端部夹紧旋转机构开始旋转,结合体工件的外螺纹端面逐渐进入第三工件的内螺纹端面,结合体工件与第三工件旋转拧紧成整体工件;
16.步骤6、第二夹紧支撑机构松开整体工件,端部夹紧旋转机构松开整体工件并移出;
17.步骤7、吊装整体工件下料。
18.本发明与现有技术相比,其显著优点是:
19.(1)本发明采用液压驱动提供拧紧系统的动力,拧紧扭矩大,拧紧过程更加平稳;
20.(2)本发明采用支撑轮、夹紧支撑机构等模块化结构设计方式,具有柔性好和扩展能力强的优点;
21.(3)本发明采用位移-扭矩双闭环控制算法实现螺纹连接工件的自动带扣、自动拧紧作业功能,控制逻辑安全可靠,防止损坏工件螺纹;
22.(4)本发明解决了人工拧紧多节圆柱形螺纹连接工件的效率低、质量差等问题,提高操作人员的工作效率和产品质量。
23.下面结合附图对本发明作进一步详细描述。
附图说明
24.图1为本发明圆柱形螺纹连接工件拧紧装置的整体结构示意图。
25.图2为本发明中底座的结构示意图。
26.图3为本发明中端部夹紧旋转机构正面的结构示意图。
27.图4为本发明中端部夹紧旋转机构背面的结构示意图。
28.图5为本发明中支撑轮的结构示意图。
29.图6为本发明中夹紧支撑机构背面的结构示意图。
30.图7为本发明中夹紧支撑机构正面的结构示意图。
31.图8为本发明中端面限位机构的结构示意图。
32.图9为本发明中控制模块组成框图。
33.图10为本发明中拧紧系统工件上料后的结构示意图。
34.图11为本发明拧紧方法流程图。
具体实施方式
35.下面结合附图及具体实施例对本发明做进一步的介绍。
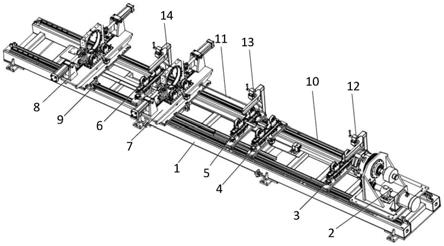
36.结合图1,本发明的一种圆柱形螺纹连接工件拧紧系统,包括底座1、端部夹紧旋转机构2、第一支撑轮3、第二支撑轮4、第三支撑轮5、第四支撑轮6、第一夹紧支撑机构7、第二夹紧支撑机构8、第一限位块9、第一连接杆10、第二连接杆11、第一端面限位机构12、第二端面限位机构13、第三端面限位机构14和控制模块15。
37.结合图2,所述底座1直接安装在地面上,用于支撑整个拧紧系统,包括底座结构件16、导轨17、端部推拉油缸18、中部推拉油缸19、端面限位块20;
38.进一步的,所述导轨17安装在底座结构件16上,通过滑块与端部夹紧旋转机构2、第一支撑轮3、第二支撑轮4、第三支撑轮5、第四支撑轮6、第一夹紧支撑机构7、第二夹紧支撑机构8滑动连接;
39.进一步的,所述端部推拉油缸18安装在底座结构件16上,油缸末端与端部夹紧旋转机构2连接,用来推动端部夹紧旋转机构2轴向移动,内部配置位移传感器用来检测端部推拉油缸18的轴向移动位置;
40.进一步的,所述中部推拉油缸19安装在底座结构件16上,油缸末端与第一夹紧支撑机构7连接,用来推动第一夹紧支撑机构7轴向移动,内部配置位移传感器用来检测中部推拉油缸19的轴向移动位置;
41.进一步的,所述端面限位块20安装在底座结构件16上,位于导轨17的两个端面,用于各机构在导轨上移动的极限位置的机械防护。
42.结合图3和图4,所述端部夹紧旋转机构2通过滑块与底座1上导轨连接,用于提供系统夹紧工件并拧紧工件的动力,包括底板21、第一安装底座22、扭矩传感器23、液压马达24、第一安装支架25、第一联轴器26、第二安装底座27、第二联轴器28、第一传动齿轮29、第二传动齿轮30、第三传动齿轮31、液压卡盘32、手爪33、液压回转油缸34、拉杆及防护壳35、第二安装支架36、连接圆盘及轴承37、第一端面检测传感器38;第一传动齿轮29为小传动齿轮,第二传动齿轮30为中传动齿轮,第三传动齿轮31为大传动齿轮。
43.进一步的,所述第一安装底座22安装在底板21上,用来承担上装负载;
44.进一步的,所述扭矩传感器23用于检测液压马达24的拧合扭矩,通过第二安装底座27安装在第一安装底座22上,通过第一联轴器26和液压马达24连接,通过第二联轴器28与第一传动齿轮29连接;
45.进一步的,所述液压马达24用于提供系统转动拧紧工件的动力,通过第一安装支架25安装在第一安装底座22上;
46.进一步的,所述第二联轴器28末端连接第一传动齿轮29;
47.进一步的,所述第一传动齿轮29与第二传动齿轮30连接,通过齿轮传动增加拧紧扭矩;
48.进一步的,所述第二传动齿轮30中心通过轴承安装在第二安装支架36上,通过齿轮传动与第三传动齿轮31连接,进一步增加拧紧扭矩;
49.进一步的,所述第三传动齿轮31通过螺栓与液压卡盘32连接,转动时带动液压卡盘32同步圆周转动;
50.进一步的,所述液压回转油缸34通过拉杆及防护壳35与液压卡盘32连接,拉杆及
防护壳35外圈与连接圆盘及轴承37内部轴承连接,第三传动齿轮31转动时带动液压卡盘32、拉杆及防护壳35、液压回转油缸34同步转动,液压回转油缸34内部活塞杆通过拉杆及防护壳35内部拉杆与液压卡盘32的内部活塞套连接,液压回转油缸34内部活塞杆的伸缩动作驱动液压卡盘32的内部传动机构实现手爪33的径向同步运动,进而夹紧和松开工件;
51.进一步的,所述第二安装支架36固定在第一安装底座22上;
52.进一步的,所述连接圆盘及轴承37通过螺栓安装在第二安装支架36上;
53.进一步的,所述第一端面检测传感器38通过支架安装在底板21上,用于检测第一工件的端面位置;
54.所述端部夹紧旋转机构2通过滑块与底座1上的导轨17连接,通过端部推拉油缸18驱动端部夹紧旋转机构2在底座1上轴向移动以及位移检测,通过液压马达24驱动齿轮传动实现工件拧紧动作,通过扭矩传感器23实现工件拧紧过程中的扭矩检测,通过液压回转油缸34驱动液压卡盘32实现工件夹紧和松开动作,通过第一端面检测传感器38实现工件端面位置。
55.结合图5,所述第一支撑轮3通过支撑轮滑块39与底座1上的导轨17连接,包括支撑轮滑块39、第一安装底板40、左右移动滑块41、左右移动导轨42、第二安装底板43、左右移动丝杠44、升降移动滑块45、升降移动导轨46、升降移动丝杠47、铜轮48、传感器支架49、第二端面检测传感器50;
56.进一步的,所述左右移动导轨42固定在第二安装底板43下方,通过左右移动滑块41与第一安装底板40连接;
57.进一步的,所述左右移动丝杠44两端通过固定块固定在第一安装底板40上,中间通过连接块与第二安装底板43连接,当左右移动丝杠44移动时,带动第二安装底板43及左右移动导轨42在左右移动滑块41上移动;
58.进一步的,所述升降移动导轨46安装在第二安装底板43上,两根升降移动导轨46中间安装升降移动丝杠47,升降移动丝杠47两端通过固定块安装在第二安装底板43上;
59.进一步的,所述铜轮48及底座两侧通过升降移动滑块45与升降移动导轨46连接,底座中间通过连接件与升降移动丝杠47直接连接,当升降移动丝杠47移动时,带动两个铜轮48左右方向移动进而驱动工件高度方向上动作;
60.进一步的,所述第二端面检测传感器50通过传感器支架49固定在第一安装底板40上;
61.所述第一支撑轮3通过左右移动丝杠44实现工件左右方向移动,通过升降移动丝杠47实现工件高度方向移动,通过第二端面检测传感器50检测工件端面位置。
62.所述第二支撑轮4、第三支撑轮5、第四支撑轮6与第一支撑轮3结构相同,第三支撑轮5与第二支撑轮4按照相对方向通过底部滑块与底座1上的导轨17连接,其中第一支撑轮3和第二支撑轮4成对共同支撑第一工件,第三支撑轮5与第一夹紧支撑机构7成对共同支撑第二工件,第四支撑轮6与第二夹紧支撑机构8共同支撑第三工件。
63.结合图6和图7,所述第一夹紧支撑机构7用于支撑夹紧工件端部,包括夹紧支撑机构滑块51、夹紧机构安装底座52、检测有无传感器53、支撑调整丝杠54、支撑铜轮55、支撑机构导轨56、支撑架57、夹紧油缸58、夹紧连接块59、夹紧工装60、夹紧到位传感器61、松开到位传感器62、第三端面检测传感器63;
64.进一步的,所述夹紧机构安装底座52通过夹紧支撑机构滑块51与底座1中的导轨17连接;
65.进一步的,所述检测有无传感器53用于检测工件有无,通过传感器支架安装在夹紧机构安装底座52上;
66.进一步的,所述支撑调整丝杠54两端安装在夹紧机构安装底座52上,中间通过连接件与支撑铜轮55连接,周围安装结构件防护,当支撑调整丝杠54移动时,带动两个支撑铜轮55相对运动,进而带动工件在高度方向上移动;
67.进一步的,所述夹紧油缸58通过支撑架57安装在夹紧机构安装底座52上,末端通过夹紧连接块59与夹紧工装60连接,夹紧工装60底部通过滑块与支撑机构导轨56连接,当两个夹紧油缸58动作时,驱动两个夹紧工装60在支撑机构导轨56相对移动,从而夹紧或松开工件;
68.进一步的,所述夹紧到位传感器61与松开到位传感器62通过支架安装在夹紧机构安装底座52上,用于夹紧工装60在夹紧工件和松开工件时的位置检测;
69.进一步的,所述第三端面检测传感器63通过支架安装在夹紧机构安装底座52上,用于检测相邻工件的端面位置;
70.所述第一夹紧支撑机构7通过夹紧支撑机构滑块51与底座1上的导轨连接,通过中部推拉油缸19驱动第一夹紧支撑机构7在底座1上轴向移动以及位移检测,通过两个夹紧油缸58驱动两个夹紧工装60夹紧工件,通过支撑调整丝杠54实现工件在高度方向上移动;所述第一夹紧支撑机构7与第三支撑轮5通过第二连接杆11侧面连接为一整体,共同支撑第二工件;
71.所述第二夹紧支撑机构8与第一夹紧支撑机构7结构相同,与第四支撑轮6共同支撑第三工件。
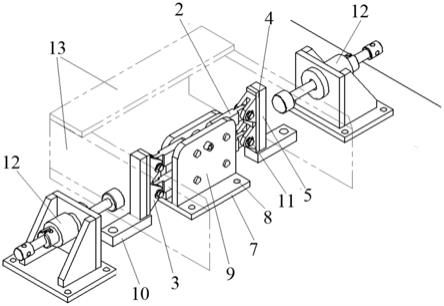
72.结合图8,所述第一端面限位机构12包括安装支架64、转轴机构65、操作手柄66、端面挡板67、端面连接块68、限位块69;
73.进一步的,所述安装支架64下方通过端面连接块68安装在底座1的侧面,上方安装有转轴机构65;
74.进一步的,所述转轴机构65内部通过联轴器一端与操作手柄66连接,另一端与端面挡板67连接,通过轴承实现圆周转动;
75.进一步的,所述限位块69安装端面挡板67上,操作手柄66带动端面挡板67转动时通过限位块69上两个机械限位位置来实现端面挡板67在水平方向0
°
和180
°
位置的切换,其中端面挡板67水平方向180
°
时的位置是处于限位工件的位置。
76.所述第二端面限位机构13、第三端面限位机构14与第一端面限位机构12结构相同,分别通过端面连接块68安装在底座1侧面的不同位置,分别用来不同工件上料时的端面限位。
77.所述第一连接杆10通过管夹分别与第一支撑轮3、第二支撑轮4连接固定,穿过端部夹紧旋转机构2侧面上的中空金属块,端面安装有限位块;当端部夹紧旋转机构2前移时,端部夹紧旋转机构2的中空金属块套过第一连接杆10移动;当端部夹紧旋转机构2后撤时,通过中空金属块接触第一连接杆10上的端面限位块带动第一连接杆10的整体轴向后撤,从而带动端部夹紧旋转机构2、第一支撑轮3、第二支撑轮4的轴向复位。
78.结合图9,所述控制模块15包括可编程控制器、触摸屏、安全急停开关按钮、端部推拉油缸伸出按钮、端部推拉油缸收缩按钮、中部推拉油缸伸出按钮、中部推拉油缸收缩按钮、端部旋转马达正转按钮、端部旋转马达反转按钮、端部回转油缸夹紧按钮、端部回转油缸松开按钮、夹紧油缸伸出按钮、夹紧油缸收缩按钮、端部推拉油缸比例阀、中部推拉油缸比例阀、端部旋转液压马达比例阀、端部回转油缸开关阀、检测有无传感器、端部推拉油缸位移传感器、中部推拉油缸位移传感器、拧紧扭矩传感器、端面检测传感器、夹紧到位传感器、松开到位传感器、报警指示灯、电机接触器;
79.进一步的,所述可编程控制器通过profinet总线与触摸屏连接,根据各传感器及操作按钮命令通过算法控制各液压阀及接触器动作;
80.进一步的,所述安全急停开关按钮、端部推拉油缸伸出按钮、端部推拉油缸收缩按钮、中部推拉油缸伸出按钮、中部推拉油缸收缩按钮、端部旋转马达正转按钮、端部旋转马达反转按钮、端部回转油缸夹紧按钮、端部回转油缸松开按钮、夹紧油缸伸出按钮、夹紧油缸收缩按钮、检测有无传感器、端面检测传感器、夹紧到位传感器、松开到位传感器通过数字量输入信号与可编程控制器连接;
81.进一步的,所述端部推拉油缸比例阀、中部推拉油缸比例阀、端部旋转液压马达比例阀通过模拟量输出信号与可编程控制器连接;
82.进一步的,所述端部回转油缸开关阀、报警指示灯、电机接触器通过数字量输出信号与可编程控制器连接;
83.进一步的,所述检端部推拉油缸位移传感器、中部推拉油缸位移传感器、拧紧扭矩传感器通过模拟量输入与可编程控制器连接。
84.参见图10~图11,本发明的一种圆柱形螺纹连接工件拧紧方法,包括以下步骤:
85.步骤1、各机构回原始位,吊装工件上料:
86.1.1、端部推拉油缸18伸出推动端部夹紧旋转机构2回原始位置a点,a点轴向位置记为a(x1),端部夹紧旋转机构2通过第一连接杆10带动第一支撑轮3、第二支撑轮4回原始位置;
87.1.2、中部推拉油缸19伸出推动第一夹紧支撑机构7回原始位置b点,b点轴向位置记为b(x2),第一夹紧支撑机构7通过第二连接杆11带动第三支撑轮5回原始位置;
88.1.3、通过操作手柄(65)将第一端面限位机构12、第二端面限位机构13、第三端面限位机构14的端面挡板67翻转至水平180
°
位置,放下端面挡板67用来进行工件端面限位;
89.1.4、吊装第一工件至第一支撑轮3和第二支撑轮4上,工件端面与第一端面限位机构12贴合;
90.1.5、吊装第二工件至第三支撑轮5和第一夹紧支撑机构7上,工件端面与第二端面限位机构13贴合;
91.1.6、吊装第三工件至第四支撑轮6和第二夹紧支撑机构8上,工件端面与第三端面限位机构14贴合;
92.1.7、通过操作手柄66将第一端面限位机构12、第二端面限位机构13、第三端面限位机构14的端面挡板翻转至水平0
°
位置,抬起端面挡板67。
93.步骤2、第一夹紧支撑机构7夹紧第二工件后端,端部夹紧旋转机构2前移夹紧第一工件前端:
94.2.1、第一夹紧支撑机构7夹紧第二工件后端(夹紧位置让开外螺纹位置),夹紧到位传感器61检测到信号;
95.2.2、端部推拉油缸18拉动端部夹紧旋转机构2前移,第一端面检测传感器38检测到第一工件端面位置c点,c点轴向位置记为c(x3);
96.2.3、端部推拉油缸18拉动端部夹紧旋转机构2继续前移到指定位置d点,d点轴向位置记为d(x4);
97.2.4、液压回转油缸34通过拉杆及防护壳35驱动液压卡盘32上手爪33紧第一工件前端部;
98.步骤3、端部夹紧旋转机构2夹住第一工件前移,到达指定位置后,旋转带扣:
99.3.1、端部推拉油缸18拉动端部夹紧旋转机构2继续前移,第三支撑轮5上的第二端面检测传感器50检测到第一工件的后端面,同时第二支撑轮4上的第二端面检测传感器50检测到第二工件的前端面后的位置记为e点,e点的轴向位置记为e(x5);
100.3.2、端部夹紧旋转机构2夹紧工件同时开始旋转拧合,同时端部推拉油缸18拉动端部夹紧旋转机构2保持轴向力,第一工件的外螺纹端面逐渐进入第二工件的内螺纹端面,扭矩传感器23检测端部夹紧旋转机构2的拧合扭矩值,端部推拉油缸18内置位移传感器检测端部夹紧旋转机构2的轴向移动位移;
101.步骤4、带扣成功后,第一工件和第二工件旋转拧紧成结合体工件:
102.4.1、当端部夹紧旋转机构2的拧合扭矩值到达设定值t1时,同时端部夹紧旋转机构2的轴向位移在一设定范围内时,判断螺纹带扣已经成功,此时端部夹紧旋转机构2的轴向位置记为f点,f点的轴向位置记为f(x6);
103.4.2、撤掉端部推拉油缸18的轴向力,使得端部推拉油缸18处于自由随动状态,端部夹紧旋转机构2继续旋转拧合作业,当端部夹紧旋转机构2的轴向位移在一设定范围内时,端部夹紧旋转机构2的拧合扭矩值到达设定值t2后,判断第一工件和第二工件拧紧成为结合体工件,此时端部夹紧旋转机构2轴向位置记为g点,g点的轴向位置记为g(x7);
104.步骤5、第一夹紧支撑机构7松开结合体工件,第二夹紧支撑机构8夹紧第三工件后部:
105.5.1、第一夹紧支撑机构7松开结合体工件后端,松开到位传感器62检测到信号;
106.5.2、第二夹紧支撑机构8夹紧第三工件后端部,夹紧到位传感器61检测到信号;
107.步骤6、端部夹紧旋转机构2夹住工件前移,到达指定位置,旋转带扣:
108.6.1、端部推拉油缸18拉动端部夹紧旋转机构2前移,同时中部推拉油缸19拉动第一夹紧支撑机构7同步前移,带动结合体工件整体前移;
109.6.2、当第四支撑轮6上的第四端面检测传感器50检测到结合体工件的后端面,同时第一夹紧支撑机构7的第三端面检测传感器63检测到第三工件前端面后的位置记为h点,h点的轴向位置记为h(x8);
110.6.3、端部夹紧旋转机构2开始旋转,结合体工件的外螺纹端面逐渐进入第三工件的内螺纹端面,扭矩传感器23检测端部夹紧旋转机构2的拧合扭矩值,端部推拉油缸18内置的位移传感器检测端部夹紧旋转机构2的轴向位移;
111.步骤7、带扣成功后,结合体工件与第三工件旋转拧紧成整体工件:
112.7.1、当端部夹紧旋转机构2的拧合扭矩值到达设定值t3时,同时端部夹紧旋转机
构2的轴向位置在一设定范围内时,判断螺纹带扣已经成功,此时端部夹紧旋转机构2轴向位置记为i点,i点的轴向位置记为i(x9);
113.7.2、同时撤掉端部推拉油缸18的轴向力和中部推拉油缸19的轴向力,使得端部推拉油缸18和中部推拉油缸19处于自由随动状态,端部夹紧旋转机构2继续旋转拧合作业,当端部夹紧旋转机构2的轴向位移在一设定范围内时,端部夹紧旋转机构2的拧合扭矩值到达设定值t4后,判断结合体工件和第三工件拧紧成为整体工件,此时端部夹紧旋转机构2轴向位置记为j点,j点的轴向位置记为j(x
10
);
114.步骤8、第二夹紧支撑机构8松开整体工件,端部夹紧旋转机构2松开整体工件并撤出:
115.8.1、第二夹紧支撑机构8松开整体工件,松开传感器(62)检测到信号;
116.8.2、端部夹紧旋转机构2松开整体工件,端部推拉油缸推动端部夹紧旋转机构轴向位置撤出整体工件的前端面,端部夹紧旋转机构的轴向位置记为k点,k点的轴向位置记为k(x
11
);
117.步骤9、吊装工件下料。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。