1.本发明涉及挤压模具技术领域,尤其是一种一体式大壁厚真空缸体挤压模具。
背景技术:
2.当前一体式真空缸体壁厚大(焊缝位置≥50mm)、比重大,导致其挤压比小(
ø
580挤压筒挤压比<10),在110mn/
ø
580mm的挤压机生产时,焊缝常常出现气泡、孔洞,且为了保证焊缝质量,焊合室必须做得足够长和高,导致切头尾长。
3.目前的模具设计方案,为了保证模具的强度,则需要把上模做得很厚,加强模具稳定性,防止其在挤压的过程中分流桥断裂,且在壁厚大的地方,下模需要用挡台阻碍铝流,同时加长工作带长度以便实现铝流均衡。
4.现有模具上模厚度大,导致加工和热处理难度加大,后期补模成本高。而焊合室大和深,导致模具压力大,模具寿命短,产品切头尾长。壁厚大的位置,下模用挡台和加长工作带设计,导致模具压力大和产品表面粗糙。
5.针对以上缺点,研究模具设计的改良方案,以延长模具使用寿命,降低模具加工难度,提高焊合质量,避免气孔出现,减短切头尾,增强挤压效率,同时提高产品成品率,是十分有必要的。
技术实现要素:
6.本发明提供了一种一体式大壁厚真空缸体挤压模具,可延长模具尤其是上模的使用寿命,提高焊合质量,避免气孔出现,减短切头尾,降低模具的加工难度,提高产品的成品率。
7.为实现上述目的,本发明的技术方案为:一种一体式大壁厚真空缸体挤压模具,包括上模和下模,还设置有保护模,所述保护模贴于上模远离下模的一面,且设置有与上模的第一分流孔位置和形状相匹配的第二分流孔。本发明增加了一个保护模,在受到挤压外力时,保护模对上模形成保护,上模的分流桥发生断裂的可能性大大降低。
8.进一步的,所述上模的模芯处设置有通孔。增加该通孔,能使上模在进行热处理时,热空气从通孔处流动,加热更均匀,增加钢材淬透性,减少模具开裂报废的可能性。
9.进一步的,所述保护模和上模之间设置有防弹变间隙。更进一步的,所述防弹变间隙设置在保护模的模芯,保护模朝向上模的一面模芯向内凹陷。更进一步的,所述防弹变间隙的深度为3.5~5mm。通过增加该防弹变间隙,可减少保护模对上模的冲击,留出受力空间,降低上模断裂的可能性。
10.进一步的,位于四个对角的第一分流孔朝向模芯的一端即最大壁厚位置设置有阻流凸台。通过在壁厚大的位置设置阻流凸台,可降低铝流流速,增加焊合位置铝流,提高焊合质量。
11.进一步的,所述上模的出料面一侧的分流桥桥顶与桥尖处向内凹陷的圆角过渡。
该设计能增强分流桥的支撑强度,降低分流桥断裂的可能性,进而增加模具稳定性和寿命。
12.进一步的,所述下模的工作带四个角设置有梯形口袋,且梯形口袋边缘沿出料方向由靠近配合止口的一侧逐渐朝远离配合止口的一侧呈斜角过渡。该设置能增加角落供铝保证角的尺寸,且防止四个角的局部温度过高,大大降低了真空缸体表面开裂的可能性,进一步提高挤压制品速度。
13.进一步的,所述下模的焊合室过渡至工作带的位置设置有阻碍角,所述阻碍角为3
°
~6
°
。通过阻碍角可降低直冲铝流的流动速度,使铝流对焊合位置实现分流,保证焊合质量,同时减少焊合室深度,减少切头尾。
14.进一步的,所述工作带的四个对角长度减短至3~5mm,且在出料方向采用斜角过渡。减短工作带能减小工作带位置的挤压力,进而降低工作带开裂的可能性,同时保证真空缸体的表面质量。
15.以上所述的一体式大壁厚真空缸体挤压模具,能延长模具尤其是上模的使用寿命,保证模具使用的稳定性,降低模具加工难度,降低模具挤压过程的压力,提高焊合质量,减短切头尾,增强挤压效率,同时提高产品成品率。
16.将上述模具应用于真空缸体的铸造中,具有以下效果:(1)制品速度由0.6m/min提高至1.0m/min,速度提高了54.5%。(2)切头尾由5.5m减少至2.5m,减短了33.3%。(3)焊合质量良好,无孔洞、夹渣等现象。
附图说明
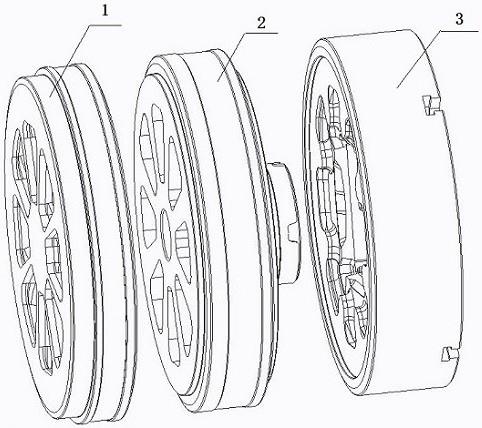
17.图1是本发明的立体结构示意图。
18.图2是本发明的主视结构示意图。
19.图3是保护模的立体结构示意图。
20.图4是上模的主视结构示意图。
21.图5是上模的立体结构示意图。
22.图6是上模另一角度的的立体结构示意图。
23.图7是下模的主视结构示意图。
24.图8是下模的立体结构示意图。
25.图中,保护模1,第二分流孔101,防弹变间隙102,上模2,第一分流孔201,分流桥202,通孔203,阻流凸台204,分流桥桥顶205,下模3,焊合室301,梯形口袋302,焊合室过渡至工作带的位置303。
具体实施方式
26.以下结合具体实施例和附图对本发明作进一步说明,但本发明的保护范围不限于以下实施例。
27.在本发明的描述中,需要说明的是,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
28.在本技术中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等
术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
29.前述对本发明的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本发明限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本发明的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本发明的各种不同的示例性实施方案以及各种不同的选择和改变。本发明的范围意在由权利要求书及其等同形式所限定。
30.一种一体式大壁厚真空缸体挤压模具,如图1和2所示,包括上模2和下模3,还设置有保护模1,保护模1贴于上模2远离下模3的一面,且设置有与上模2的第一分流孔201位置和形状相匹配的第二分流孔101。保护模1形状和尺寸与传统的上模基本相似,但厚度一般设置为140~160mm,保护模1与上模2结合的方式,本实施例采用的形式为:保护模1与传统的上模2相同,贴于上模2的一面设置有向内凹陷的保护模凹陷部,上模2贴于保护模的一面设置有向外凸出的上模凸出部,保护模凹陷部能匹配套在上模凸出部外围,使其使用时结合在一起。该保护模凹陷部一般为圆柱形或圆台形,若为圆台形,则小端朝外,大端朝内,当然,保护模1、上模2和下模3还通过螺栓更好的固定在一起。传统的挤压模具仅包括上模和下模,在挤压时,由于受到挤压外力的影响,上模的分流桥容易出现断裂的情况,而为了保证模具的强度,则需要把上模做得很厚,保证模具稳定性,防止其在挤压的过程中分流桥断裂,但这种方式由于上模厚度大,导致加工和热处理难度加大,后期补模或是更换模具的成本高,本发明增加了一个保护模1,在受到挤压外力时,保护模1对上模2形成保护,上模2的分流桥202发生断裂的可能性大大降低,而若保护模1的分流桥出现断裂的情况,则更换保护模1即可,保护模的厚度较小,更换成本较低,且由于上模2未被破坏,也不会在挤压过程中影响成品质量。
31.进一步的,上模2的模芯处设置有通孔203,增加该通孔203,能在挤压工序之前,将上模2进行热处理时,使热空气从通孔203处流动,加热更均匀,增加钢材淬透性,减少模具开裂报废的可能性。
32.进一步的,保护模1和上模2之间设置有防弹变间隙102,通过增加该防弹变间隙,可减少保护模1对上模2的冲击,留出受力空间,降低上模2断裂的可能性。更进一步的,本实施例提供了一种优选的防弹变间隙102设置方式,防弹变间隙102设置在保护模1的模芯,保护模1朝向上模2的一面模芯向内凹陷,此处的向内,指的是朝远离上模2的方向,由于模芯处受到的冲击力更大,因此设置在模芯处更合适。更进一步的,防弹变间隙的最大深度为3.5~5mm,在保护模1的最中心,然后向周围斜坡状过渡,这个深度即能保证对上模2的支撑强度,又能防止对上模2造成过大的冲击力。
33.进一步的,结合图3~5所示,上模2一般是设置有8个第一分流孔201,环绕在模芯周围,分别位于模芯的上、下、左、右以及四个对角,位于四个对角的第一分流孔201朝向模芯的一端设置有阻流凸台,位于四个对角的第一分流孔朝向模芯的一端壁厚较大,此处铝流流速大,易造成铝液分布不均匀,特设置阻流凸台204,降低铝流流速,增加焊合位置铝流,提高焊合质量。阻流凸台204一般采用坡状结构,且入口的坡型缓,出口的坡型陡,入口的坡
型缓,使铝流进入时缓慢爬升,能更好的减缓铝流的流速。
34.进一步的,上模2的出料面一侧的分流桥桥顶205与桥尖处呈向内凹陷的圆角过渡,凹陷的深度一般为8~25mm。此处所说的向内凹陷,是指朝远离下模3的一侧凹陷。其中,桥尖是指分流桥202与模芯连接的一端头,增大桥顶205与桥尖过渡圆角,圆角r≥45mm,与桥底圆角形成圆弧过渡,能增强分流桥202的支撑强度,降低分流桥202断裂的可能性,同时保证产品焊合良好,进而增加模具稳定性和寿命。传统的上模2的分流桥桥顶及桥尖位置通常为直线型连接结构,若为增强分流桥202的支撑强度直接加大其厚度,会导致焊接位置处容易出现气孔,影响真空缸体质量,而通过设置圆角过渡的方式来增大分流桥202的支撑强度,则不会出现气孔问题,有效的保证了真空缸体的质量。
35.进一步的,下模3的工作带四个角设置有梯形口袋302,该梯形口袋302向下凹陷,且梯形口袋302边缘沿出料方向由靠近配合止口的一侧逐渐朝远离配合止口的一侧呈斜角过渡。此处所说的配合止口,是指下模凸出部,能匹配插入上模凹陷部使上模2和下模3结合在一起的位置。传统的方型对角,铝液流动不畅,会导致局部温度过高,使得真空缸体表面容易开裂,而该梯形口袋302的设置方式,外端大,靠近中心的内端小,且呈斜角过渡,能更好的引导铝液流出,使焊合室301四个角的温度与其他部分趋于相同,大大降低了真空缸体开裂的可能性,同时保证了角的尺寸。
36.进一步的,结合图7和8所示,下模3的焊合室过渡至工作带的位置303设置有阻碍角,阻碍角为3
°
~6
°
,该角度是当下模3横向放置时(即工作带呈竖直时),与竖向平面的夹角。通过阻碍角303可降低直冲部位铝流的流动速度,进一步分流至焊合位置,保证焊合质量,同时减少焊合室深度,减少切头尾。
37.进一步的,工作带的四个对角长度减短,且出料方向采用斜角过渡,减短的区域,最多减短至3~5mm。工作带一般的长度为35mm的30~40%,而本实施例的设计,是减短了四个对角的工作带。如图8所示,该斜角过渡,是指逐步减缓,而不是直角过渡,类似于抛物线的过渡方式,减小工作带位置的挤压力,进而降低工作带开裂的可能性,同时保证真空缸体的表面质量及尺寸。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。